В настоящее время разработаны режимы стыковой контактной сварки непрерывным оплавлением, обеспечивающие при жесткой заданной программе изменения основных параметров процесса высокое качество соединении. При резких отклонениях параметров процесса и, в первую очередь, параметров оплавления от заданных значений образуются дефекты в стыках, выполненных контактной сваркой.
В предложенном способе для предотвращения срабатывания схемы при случайных бросках тока, что иовыщает качество сварки, контроль осуществляют но величине п знаку рассогласования между заданным и фактическим значением тока оплавления с использованием регулируемого дросселя.
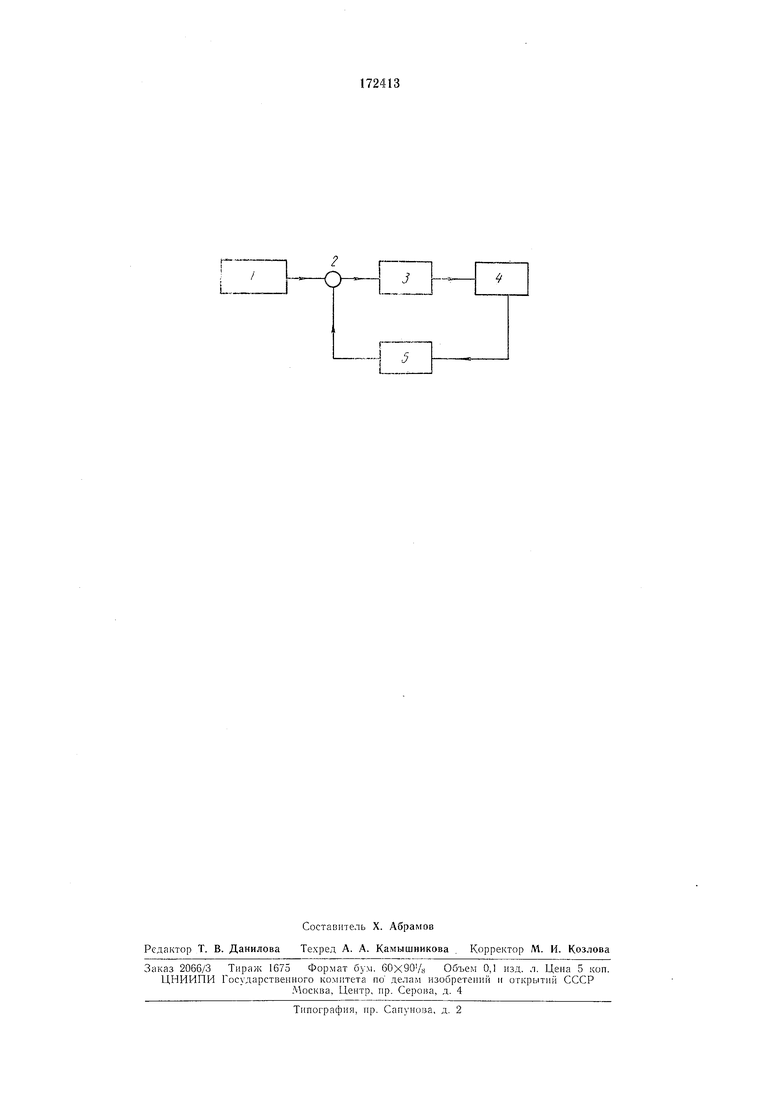
На чертеже изображена принципиальная схема, с помощью которой реализуется данный способ.
Программа изменения тока оплавления задается во времени с помощью датчика / нрограм.мы и сравнивается в узле 2 рассогласования с фактическим значением тока оплавления. Сигнал рассогласования поступает в исполнительное устройство 5. При значении сигнала рассогласования более заданного срабатывает исполнительное устройство 3, которое исключает возможность заверщения сварки с отклонением от установленных значений тока оплавления и возвращает мащину 4 в исходное состояние. Схема снабжена датчиком 5 тока.
Предмет изобретения
Способ автоматического контроля режима стыковой контактной сварки непрерывным оплавлением по характеру изменения тока оплавления во времени, отличающийся тем, что, с целью иовышения качества сварки за счет предотвращения срабатывания схемы при случайных бросках тока, контроль осуществляют по величине и знаку рассогласования между заданны.м и факт ческим значением тока оплавления с использованием регулируемого дросселя.
I
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ РЕЖИМА ПРИ КОНТАКТНОЙ СТЬ!КОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 1967 |
|
SU197045A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| МАШИНА ДЛЯ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ | 1970 |
|
SU284205A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1743762A1 |
| Способ контроля величины осадки при контактной стыковой сварке оплавлением | 1982 |
|
SU1094696A1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ! ЙОЕ^СОЮЗНА!;,-.гаГ;НУ-!1ХШЕС1 Б?И:^таТЕНА | 1971 |
|
SU313628A1 |
| Способ контроля качества соединений при контактной стыковой сварке оплавлением | 1978 |
|
SU946849A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| СПОСОВ КОНТРОЛЯ КАЧЕСТВА СОЕДИНЕНИЙ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 1967 |
|
SU202379A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1972 |
|
SU350612A1 |
l.±
