Известны способы контроля параметров режима при контактной стыковой сварке оплавлением, согласно которому контроль осуществляют по характеру нарастания тока оплавления.
По предложенному способу контроль производят ПО начальному зазору между свариваемыми деталями, по скорости оплавления перед осадкой, по скорости осадки и :по времеяи осадки под током. В случае выхода одного из контролируемых параметров из заданных пределов обеспечивают автоматическое отключение питания сварочной машины электрическим током.
Благодаря этому повышается качество при сварке труб поверхностей нагрева.
В этом способе начальный зазор контролируют по времени от начала перемеш,ения .подвижной плиты машины до фактического возбуждения процесса оплавления. Это время пропорционально начальному зазору, причем скорость сближения перед оплавлением задается постоянной.
Контроль по характеру нарастания тока о.плавления во времени осуш,ествляется путем сравнения фактического тока с заданным в отдельные моменты времени непосредственно перед осадкой.
и минимальному значениям, скорость осадки по ее минимальному значению.
Время осадки под током контролируют по времени протекания тока короткого замыкания.
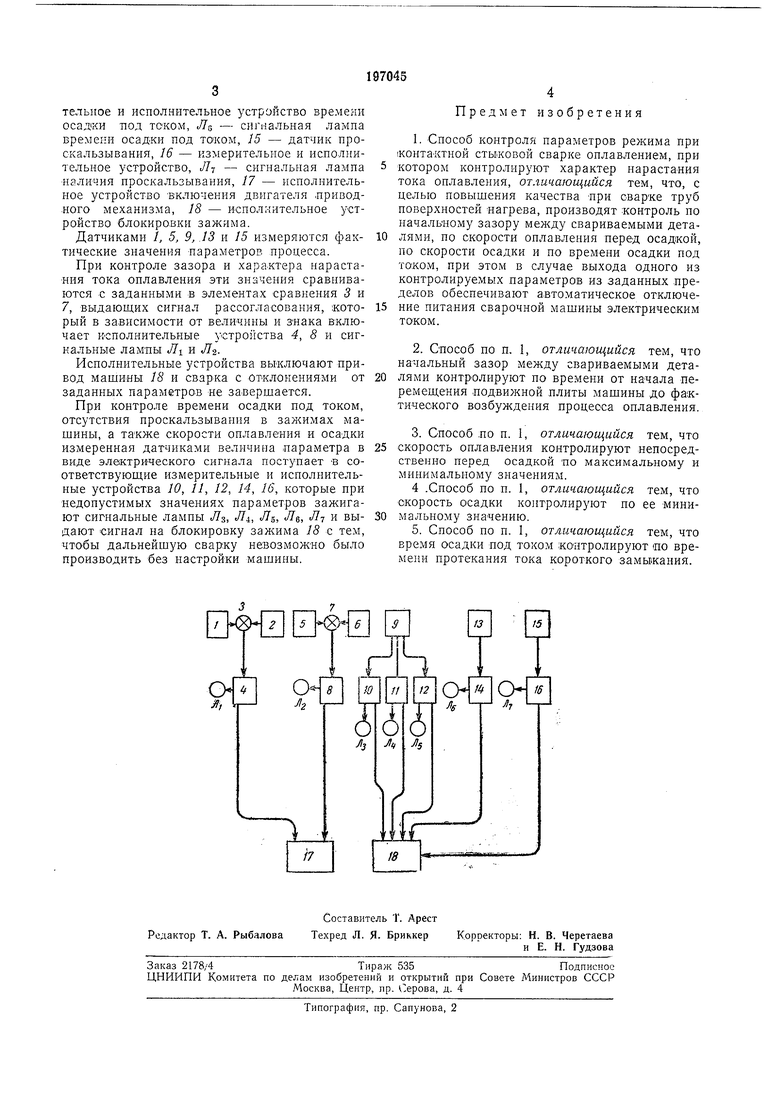
Этот способ с небольшими изменениями может быть применен также для контроля параметров при стыковой сварке сопротивлением. На Чертеже приведена схема устройства для
осуш,ествления описываемого способа.
/ - датчик начального зазора, 2 - задающее устройство допустимой величины начального зазора, 5 - элемент сравнения, 4 - исполнительное устройство, Л - сигнальная
лампа, 5 - датчик тока оплавления, 6 - задающее устройство величины тока оплавления, 7 - элемент сравнения заданной и фа-ктической величины тска оплавления, 8 - исполнительное устройство контроля тока оплавления, Л.- - сигнальная лампа (ток оплавления), 9 - датчик скорости оплавления и осадки, 10 - измерительное и исполнительное устройство минимальной скорости оплавления, // - измерительное и исполнительное устройство максимальной скорости оплавления, 12- измерительное и исполнительное устройство скорости осадки.
тельное и исполнительное устройство времени осадки под тском, Л - сигнальная лампа времени осадки под током, 15 - датчик проскальзывания, 16 - измерительное и исполнительное устройство, Л - сигнальная лампа наличия проскальзывания, 17 - исполиительиое устройство включения двигателя приводного механизма, 18 - исполнительное устройство блокировки зажима.
Датчиками /, 5, 9, 13 и 15 измеряются фактические значения параметров процесса.
При контроле зазора и характера нарастания тока оплавления эти значения сравниваются с заданными в элементах сравнения 3 и 7, выдающих сигнал рассогласования, который в зависимости от величины и знака включает исполнительные устройства 4, 5 и сигнальные лампы Л и Л-.
Исполнительные устройства выключают привод машины 18 и сварка с отклонениями от заданных параметров не завершается.
При контроле времени осадки под током, отсутствия проскальзывания в зажимах машины, а также скорости оплавления и осадки измеренная датчиками величина параметра в виде электрического сигнала поступает в соответствуюш,ие измерительные и исполнительные устройства 10, 11, 12, 14, 16, которые при недопустимых значениях параметров зажигают сигнальные лампы Л, Л,, Л, Ле, Л и выдают сигнал на блокировку зажима 18 с тем, чтобы дальнейшую сварку невозможно было производить без настройки машины.
Предмет изобретения
1.Способ контроля параметров режима при контактной стыковой сварке оплавлением, при
котором контролируют характер нарастания тока оплавления, отличающийся тем, что, с целью повышения качества при сварке труб поверхностей нагрева, производят контроль по начальному зазору между свариваемыми деталями, по скорости оплавления перед осадкой, по скорости осадки и по времени осадки под током, при этом в случае выхода одного из контролируемых параметров из заданных пределов обеспечивают автоматическое отключение питания сварочной машины электрическим током.
2.Способ по п. 1, отличающийся тем, что начальный зазор между свариваемыми деталями контролируют по времени от начала перемеш;ения подвижной плиты машины до фактического возбуждения процесса оплавления.
3.Способ ,по п. 1, отличающийся тем, что скорость оплавления контролируют непосредственно перед осадкой по максимальному и минимальному значениям.
4 .Способ по п. 1, отличающийся тем, что скорость осадки контролируют по ее минимальному значению.
5. Способ по п. 1, отличающийся тем, что время осадки под током контролируют по времени протекания тока короткого замыкания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Способ контроля величины осадки при контактной стыковой сварке оплавлением | 1982 |
|
SU1094696A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1662787A1 |
| Устройство для контроля параметров процесса контактной стыковой сварки оплавлением | 1978 |
|
SU667361A1 |
| Способ контроля качества соединений при контактной стыковой сварке оплавлением | 1972 |
|
SU465292A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1743762A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
| Способ управления процессом контактной стыковой сварки непрерывным оплавлением | 1988 |
|
SU1641546A1 |
