Р1звестен снослб газоэлектрической ианлавки внутренних цилиндрических и конических поверхностей на детали.
Прп использовании описываемого способа автоматической индукционно-флюсовой наплавки новышаются качество наплавленного материала и производительность, а также появляется возможность наплавки твердых сплавов. Нап:1авку осуществляют иа паружпую по1зерхпость детали, располагаемую в кристаллизаторе в вертикальном положеиии п имеющую цилиндрическую или иную геометрическую форму, и сообщают ей непрерывное перемещение вдоль оси и вокруг своей оси.
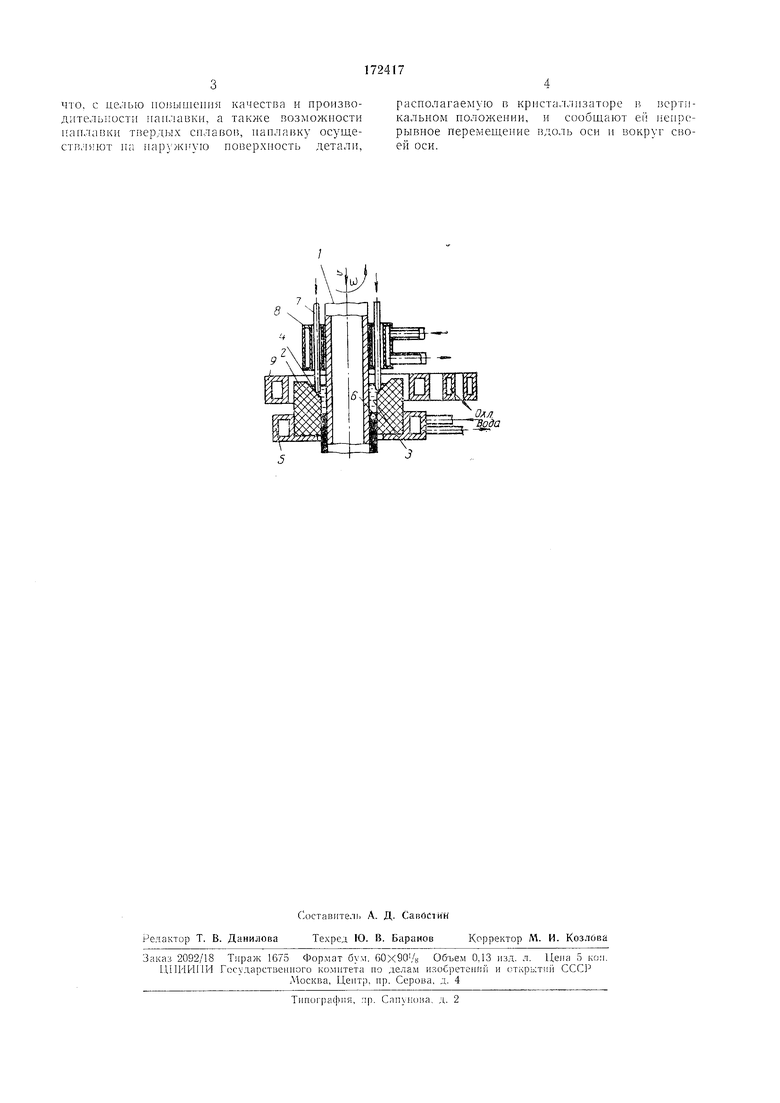
Схема наплавки по онисываемому снособу приведена на прилагаемом чертеже.
Наилавляемал деталь 1, имеющая в сечении окружность, квадрат, прямоугольник ил .а другую нравильную с{)орму, движется вертикально вниз с постоянной линейной скоростью. Одновременно детали может придаваться вращательное движение вокруг продольной оси.
При своем движении деталь проходпт через направляющую термостойкую графитовую. металл1 ческую или керамическую втулку 2. В выточке втулки располагается наплавочная ванна 3, образующаяся по всему периметру наплавляемой детали. Ванна состоит из расставленного присадочного материала и покрьгга c;iocM флюса 4.
В нижней части втулки 2, являющейся кристалл згтором и охлаждае.мой проходящей через коллектор 5 водой, присадочный материал, вошедщип в контакт с иоверхностью детал, застывает, образуя наплавленный слой 5.
Присадочнь материал в виде покрытых флюсом прутков, проволоки илп ленты 7 под дейст;п:ем собственного веса илп принудительно от специальных приводов подается в наилавочную Еванну 3 через наиравляющие гильзы S.
Наплавляемая деталь 1. втулка 2 и присадочный матер1 ал нагреваются кондуктором 9 с помс)П11)Ю Tt)i-uJD высокой частоты до температуры, на 30-59 С превышающей температуру пла1;лен11Я присадочного материала. Индуктор та;:же ох/аждается водой.
Описываемым способом на металлические детали может производиться наплавление металла, твердого сплава, пластмасс, эмалей и других матепнакв.
25
П ре д м е т изобретения
что, с целью понышеиия качества и производительности иаилавки, а также возможности наплавки твердых сплавов, наплавку осуществляют n;i наружную поверхность детали,
располагаемую в кр1-1стал;1изаторе в. вертикальном положении, н сообщают eii непрерывное перемещеиие вдоль оси и вокруг своей оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ИНДУКЦИОННО- ФЛЮСОВОЙ НАПЛАВКИ | 1971 |
|
SU291773A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2000 |
|
RU2190029C2 |
| Способ электрошлаковой наплавки и устройство для его осуществления | 1972 |
|
SU448103A1 |
| Устройство для автоматической индукционной наплавки | 1973 |
|
SU483208A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЗЕРНИСТЫМ ПРИСАДОЧНЫМ МАТЕРИАЛОМ | 2006 |
|
RU2336971C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1994 |
|
RU2078656C1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |