Изобретение относится к контрольным приспособлениям для установки роликов на профиленакатных станках.i
Известен жесткий калибр, содержащий корпус, соответствующий профилю накатываемой детали, который применяют для установки профиля роликов.
Недостатком калибра является его повреждаемость при настройке, низкая точность установки роликов, которая контролируется визуально по контакту витков калибра с витками роликов. Неточная установка роликов снижает и качество накатанных деталей. Многократные пробные накатывания и поворачивание роликов почти наугад усложняют процесс настройки и увеличивают его время.
Известно приспособление в виде линейки углового профиля, которое устанавливают на ролики, а технологические риски на роликах, связанные с их профилем, совмещают до визуальной параллельности с линейкой.
Данное приспособление более простое, однако значительно усложняется технология изготовления роликов, к тому же погрешности базирования на этапах изготовления роликов, их установки не позволяют точно соориентировать профиль роликов. Настройка роликов идет медленно с пробными прокатыванием заготовок деталей.
Цель изобретения - повышение точности и снижение трудоемкости установки профиля накатных роликов.
Поставленная цель достигается тем, что в калибре для установки профиля накатных роликов, содержащем корпус, измерительную головку, корпус выполнен из двух частей, имеющих возможность осевого перемещения и подпружиненных друг относительно друга, измерительная головка связана с одной частью корпуса, а ее измерительный щуп, ориентированный в осевом направлении - с другой частью корпуса.
VI
ю ел о о о
За счет выполнения корпуса из двух подвижных частей в осевом направлении,контроля их смещения и установке роликов повышается точность и ускоряется процесс настройки накатных роликов.
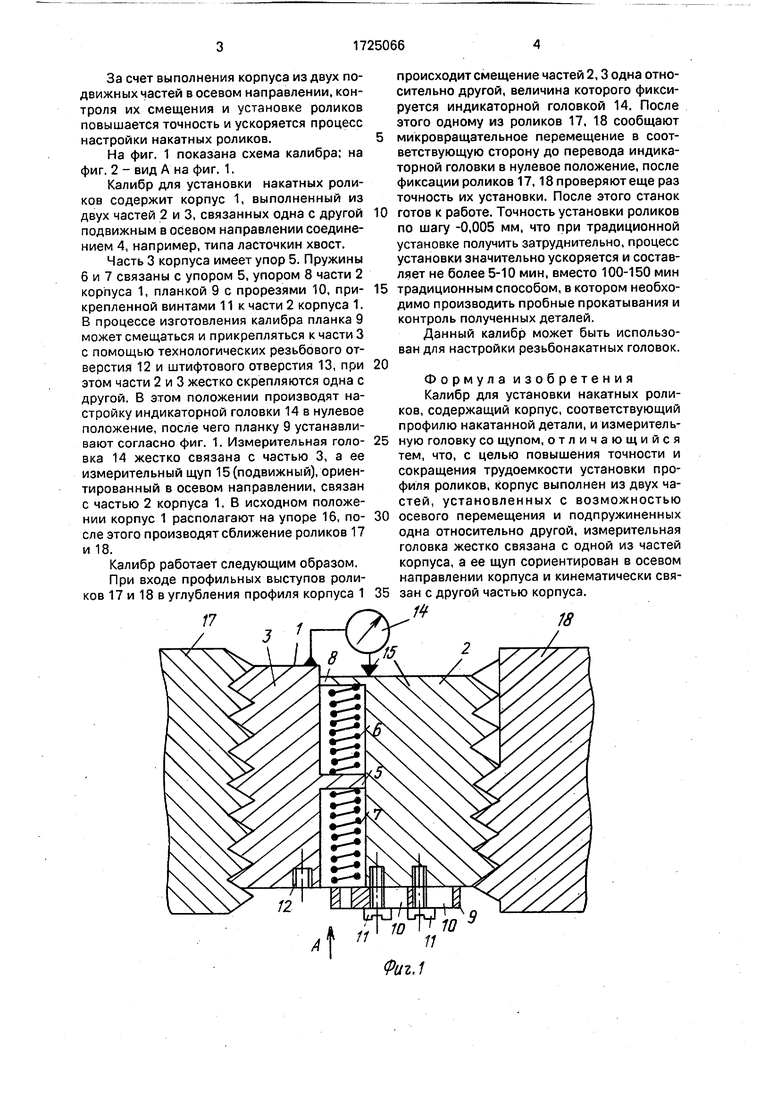
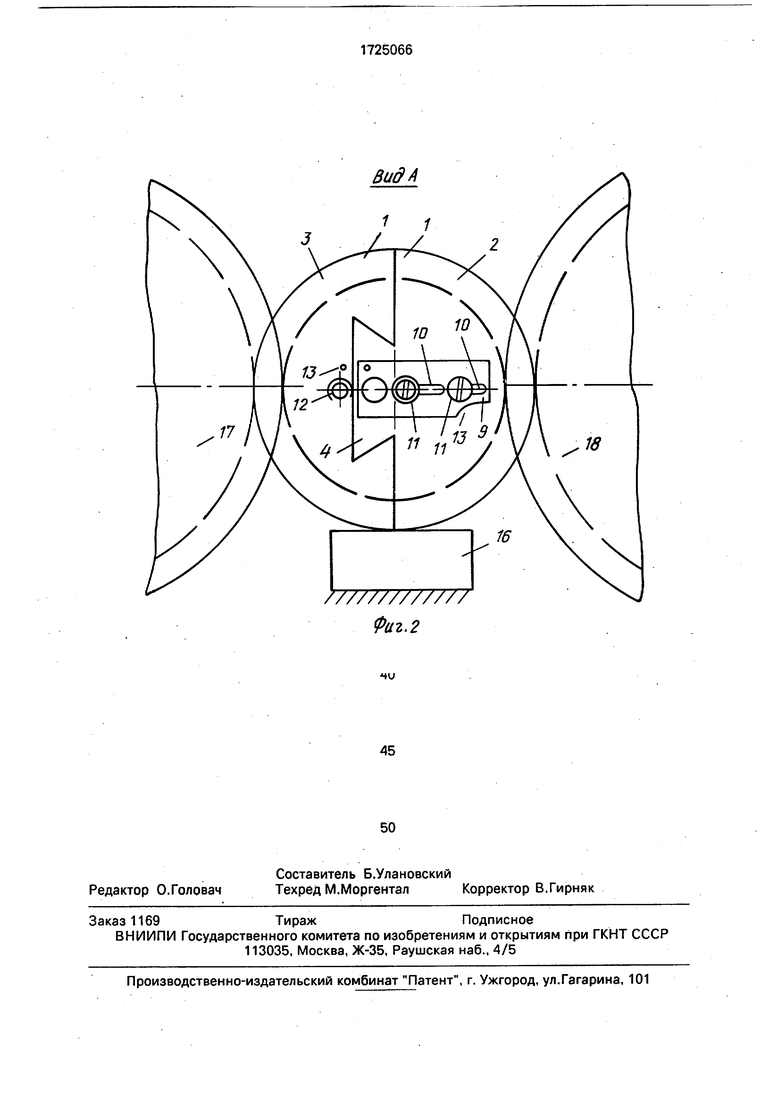
На фиг. 1 показана схема калибра; на фиг. 2 - вид А на фиг. 1.
Калибр для установки накатных роликов содержит корпус 1, выполненный из двух частей 2 и 3, связанных одна с другой подвижным в осевом направлении соединением 4, например, типа ласточкин хвост.
Часть 3 корпуса имеет упор 5. Пружины 6 и 7 связаны с упором 5, упором 8 части 2 корпуса 1, планкой 9 с прорезями 10, прикрепленной винтами 11 к части 2 корпуса 1. В процессе изготовления калибра планка 9 может смещаться и прикрепляться к части 3 с помощью технологических резьбового отверстия 12 и штифтового отверстия 13, при этом части 2 и 3 жестко скрепляются одна с другой. В этом положении производят настройку индикаторной головки 14 в нулевое положение, после чего планку 9 устанавливают согласно фиг. 1. Измерительная головка 14 жестко связана с частью 3, а ее измерительный щуп 15 (подвижный), ориентированный в осевом направлении, связан с частью 2 корпуса 1. В исходном положении корпус 1 располагают на упоре 16, после этого производят сближение роликов 17 и 18.
Калибр работает следующим образом.
При входе профильных выступов роликов 17 и 18 в углубления профиля корпуса 1
0
5
0
5
0
5
происходит смещение частей 2,3 одна относительно другой, величина которого фиксируется индикаторной головкой 14. После этого одному из роликов 17, 1.8 сообщают микровращательное перемещение в соответствующую сторону до перевода индикаторной головки в нулевое положение, после фиксации роликов 17,18 проверяют еще раз точность их установки. После этого станок готов к работе. Точность установки роликов по шагу -0,005 мм, что при традиционной установке получить затруднительно, процесс установки значительно ускоряется и составляет не более 5-10 мин, вместо 100-150 мин традиционным способом, в котором необходимо производить пробные прокатывания и контроль полученных деталей.
Данный калибр может быть использован для настройки резьбонакатных головок.
Формула изобретения Калибр для установки накатных роликов, содержащий корпус, соответствующий профилю накатанной детали, и измерительную головку со щупом, отличающийся тем, что, с целью повышения точности и сокращения трудоемкости установки профиля роликов, корпус выполнен из двух частей, установленных с возможностью осевого перемещения и подпружиненных одна относительно другой, измерительная головка жестко связана с одной из частей корпуса, а ее щуп сориентирован в осевом направлении корпуса и кинематически связан с другой частью корпуса.
#
18
| название | год | авторы | номер документа |
|---|---|---|---|
| КАЛИБР ДЛЯ УСТАНОВКИ НАКАТНЫХ РОЛИКОВ | 2002 |
|
RU2244606C2 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРОФИЛЕЙ | 1990 |
|
RU2034676C1 |
| Универсальное приспособление для установки заготовок к профиленакатному станку | 1980 |
|
SU887055A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Устройство для продольного накатывания профилей | 1983 |
|
SU1164953A2 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 2004 |
|
RU2275980C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2738717C1 |
Изобретение относится к машиностроению, а именно к средствам контроля резьб. Цель изобретения - повышение точности и сокращение трудоемкости установки профиля роликов. Это достигается тем, что в калибре для установки роликов, содержащем измерительную головку с щупом, корпус выполнен из двух частей, имеющих возможность осевого перемещения, измерительная головка жестко связана с одной из частей корпуса, а ее щуп кинематически связан с другой частью корпуса. 2 ил.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| ГДР, лист 26, 1966 | |||
