Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении, например, при изготовлении шлицевых валов и шестерен.
Известно устройство, содержащее две траверсы с центрами для закрепления заготовки, соединенные посредством направляющих, смонтированную на направляющих накатную головку, несущую деформирующие валки, образующие калибр и привод перемещения накатной головки оси центров, выполненный в виде поршневых цилиндров, установленных на направляющих.
Цель изобретения повышение качества накатанных профилей за счет обеспечения точного центрирования заготовки в калибре при накатывании.
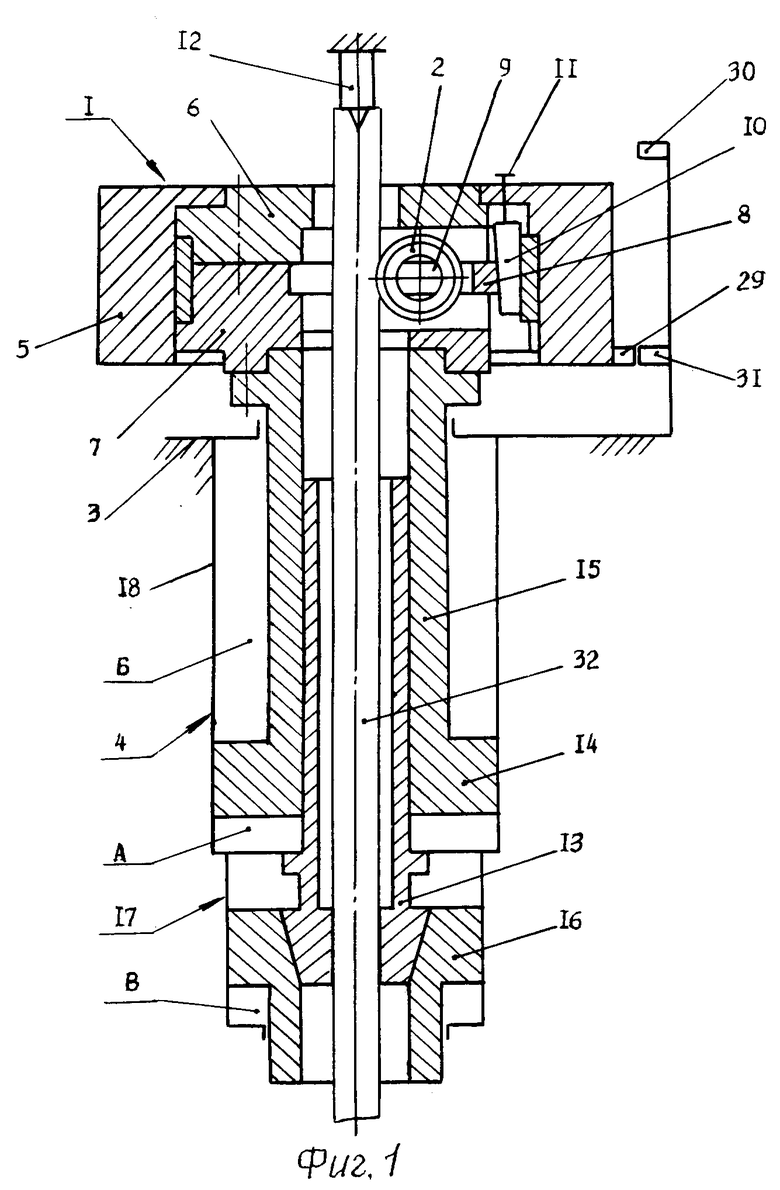
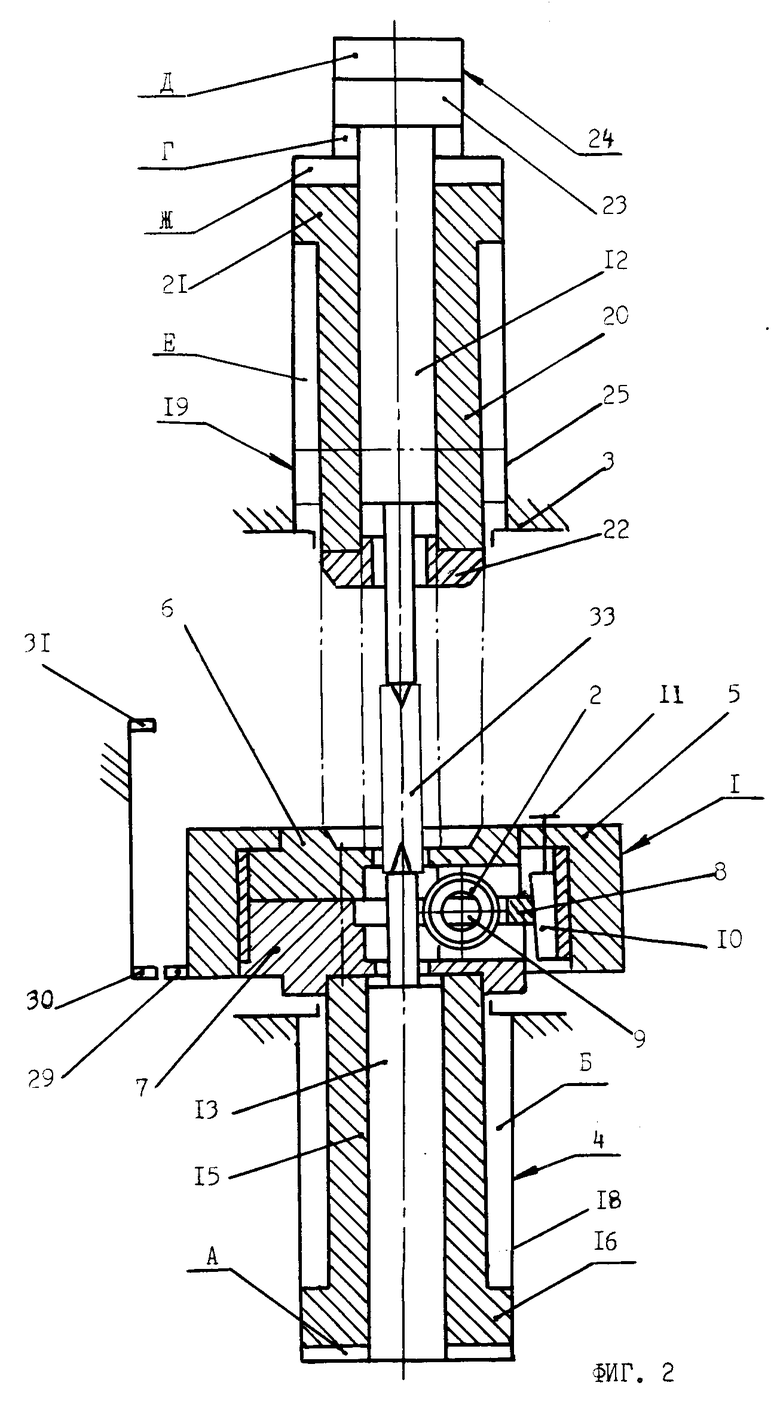
На фиг.1, 2 и 3 представлены компоновочные схемы устройства для накатывания профилей в трех вариантах конструктивного исполнения.
Устройство содержит накатную головку 1 с деформирующими валками 2, образующими калибр, установленный соосно с калибром и жестко закрепленный на станине 3 поршневой цилиндр 4 для перемещения накатной головки 1 в направлении оси калибра и зажим для закрепления заготовки.
Накатная головка 1 выполнена в виде двух жестко закрепленных между собой и ее корпусе 5 дисков 6 и 7, в торцах которых выполнены радиальные пазы и направляющие. Причем в радиальных пазах размещены по одному деформирующие валки 2, а в направляющих опоры 8 и оси 9 с возможностью их перемещения в направлении к оси калибра. Между опорой 8 каждого деформирующего валка 2 и корпусом 5 накатной головки 1 установлены по одному с возможностью перемещения в направлении оси калибра установочные клинья 10 с регулировочными винтами 11, ввернутыми в их основания.
Зажим для закрепления заготовки выполнен в виде центров 12 и 13 и установлен соосно с калибром. Один из центров, в частности центр 12, выполнен в виде конуса и закреплен на станине 3, второй центр 13 выполнен в виде цанги, цилиндрическая часть которой размещена в сквозном осевом отверстии, выполненном в поршне 14 и в штоке 15 поршневого цилиндра 4, а коническая часть в конической расточке, выполненной в поршне 16 поршневого цилиндра 17, закрепленного на корпусе 18 поршневого цилиндра 4.
Во всех вариантах конструктивного исполнения устройства для накатывания профилей накатная головка 1 соединена непосредственно с поршнем 14 поршневого цилиндра 4, а зажим для закрепления заготовки связан с его корпусом 18, в частности центром 13.
В варианте конструктивного исполнения (см.фиг.2) устройство для накатывания профилей снабжено дополнительным поршневым цилиндром 19 для перемещения накатной головки 1 в направлении оси калибра, установленным соосно с калибром с возможностью взаимодействия штока 20 его поршня 21 через центрирующий элемент 22 с накатной головкой 1. В этом варианте исполнения центр 12 зажима для закрепления заготовки установлен в сквозном осевом отверстии, выполненном в штоке 20 поршня 21 дополнительного поршневого цилиндра 19. При этом он связан с поршнем 23 поршневого цилиндра 24, корпус которого закреплен на корпусе 25 дополнительного поршневого цилиндра 19.
В варианте конструктивного исполнения устройства для накатывания профилей (фиг.3) накатная головка 1 размещена непосредственно в корпусе 26 поршневого цилиндра 27 на торце его поршня 28. В этом варианте исполнения центр 13 зажима для закрепления заготовки выполнен в виде цанги, цилиндрическая часть которой размещена в сквозном осевом отверстии, выполненном в поршне 28 поршневого цилиндра 27, а коническая часть в конической расточке, выполненной в поршне 16 поршневого цилиндра 17, жестко закрепленного на корпусе 26 поршневого цилиндра 27.
В представленных вариантах исполнения устройство для накатывания профилей имеет флажок 29 и датчики 30, 31 для управления перемещением накатной головки 1 в направлении оси калибра.
Перед накатыванием за счет поворота регулировочных винтов 11 установочные клинья 10 перемещаются вдоль оси калибра, а деформирующие валки 2 устанавливаются на размеры накатываемого профиля.
В режиме накатывания устройство для накатывания профилей работает следующим образом.
Путем подачи рабочей среды в полость А поршневого цилиндра 4 (фиг.1) и сообщения его полости Б со сливом накатная головка 1 устанавливается в крайнее верхнее положение напротив датчика 29.
Далее заготовка 32 подается внутри цанги до упора ее торца в центр 12 и за счет подачи рабочей среды в полость В поршневого цилиндра 17 центрируется и зажимается в зажиме. При этом под действием давления рабочей среды в полости В этого цилиндра его поршень 16 перемещается в цилиндре относительно цанги и смыкает ее лепестки.
После зажима заготовки 32 рабочая среда направляется в полость Б поршневого цилиндра 4, а его полость А сообщается со сливом. Под действием давления рабочей среды в полости Б поршневого цилиндра 4 его поршень 14 и соединенная с ним посредством штока 15 накатная головка 1 перемещаются вниз: осуществляется деформация заготовки 32 деформирующими валками 2, в результате чего ее конфигурация принимает форму калибра. При этом, поскольку и накатная головка 1 и заготовка 32 базируются относительно одной детали, а именно штока 15 поршня 14 поршневого цилиндра 4, заготовка 32 точно центрируется в калибре. В результате этого изгиб и искривление накатанного профиля существенно уменьшаются, а следовательно, точность его размеров повышается.
По окончании перемещения накатной головки 1 вниз по сигналу от датчика 31 осуществляется реверс направления перемещения накатной головки. При этом рабочая среда направляется в полость А поршневого цилиндра 4, а его полость Б сообщается со сливом. Под действием давления рабочей среды в полости А поршневого цилиндра 4 его поршень 14 и соединенная с ним посредством штока 15 накатная головка 1 перемещаются вверх в положение флажка 29 напротив датчика 30. По сигналу от этого датчика осуществляется останов перемещения накатной головки 1. В процессе этого перемещения деформирующие валки 2 калибруют накатанный профиль и придают ему окончательные размеры.
После останова перемещения накатной головки 1 полости А и Б поршневого цилиндра 4 запираются, а полость В поршневого цилиндра 17 сообщается со сливом. При этом лепестки цанги 13 освобождаются от воздействия поршня 16 этого поршневого цилиндра и заготовка 32 разжимается. После удаления заготовки 32 из зоны накатывания внутрь цанги 13 подается до упора в центр 12 очередная заготовка, зажимается путем подачи рабочей среды в полость В поршневого цилиндра 17 и осуществляется накатывание профиля в описанной последовательности.
Во втором варианте исполнения устройства для накатывания профилей перед закреплением заготовки 33 в центрах 12, 13 зажима накатная головка 1 устанавливается в крайнее нижнее положение напротив датчика 30, а центр 12 и поршень 21 дополнительного поршневого цилиндра 19 в крайнее верхнее положение. Для этого рабочая среда подается соответственно в полости Б, Г, Е поршневых цилиндров 4, 24, 19, а их полости А, Д, Ж сообщаются со сливом. В указанных положениях накатной головки 1, поршней 16, 21 и 23, поршневых цилиндров 4, 19, 24 все их полости запираются. После этого заготовка 33 подается на линию центров 12, 13 и зажимается путем подачи рабочей среды в полость Д поршневого цилиндра 24 и сообщения его полости Е со сливом. При этом под действием давления рабочей среды в полости Д поршневого цилиндра 24 его поршень 23 и соединенный с ним центр 12 зажима для закрепления заготовки перемещаются вниз и поджимают заготовку 33 к центру 13, связанному с корпусом 18 поршневого цилиндра 4.
После зажима заготовки 33 в центрах 12, 13 зажима рабочая среда направляется в полость Ж дополнительного поршневого цилиндра 19, а его полость Е сообщается со сливом. Под действием давления рабочей среды в полости Ж поршневого цилиндра 19 его поршень 21 со штоком 20 и центрирующим элементом 22 перемещается вниз до упора центрирующего элемента 22 в коническую расточку на торце накатной головки 1. При упоре центрирующего элемента 22 в коническую расточку на торце накатной головки 1 осуществляется ее центрирование со штоком 20 поршня 21 поршневого цилиндра 19, а следовательно, и с размещенным в штоке 20 центром 12 зажима и с закрепленной в центрах 12, 13 заготовкой 33. Далее рабочая среда направляется в полость А поршневого цилиндра 4, а его полость Б и полости Е, Ж дополнительного поршневого цилиндра 19 сообщаются между собой и со сливом. Под действием давления рабочей среды в полости А поршневого цилиндра 4 его поршень 16 и соединенная с ним посредством штока 15 накатная головка 1 перемещаются вверх относительно центров 12, 13 с закрепленной в них заготовкой 33, преодолевая при этом усилие, развиваемое поршнем 21 дополнительного поршневого цилиндра 19 под воздействием давления рабочей среды на сливе. При перемещении накатной головки 1 вверх под действием этого усилия осуществляются центрирование ее относительно штока 20 поршня 21 дополнительного поршневого цилиндра 19 и центров 12, 13 с закрепленной в них заготовкой 33, а также деформация заготовки 33, в результате чего ее конфигурация принимает форму калибра. По окончании перемещения накатной головки 1 вверх по сигналу от датчика 31 направление ее перемещения реверсируется на противоположное. При этом рабочая среда направляется в полость Ж дополнительного поршневого цилиндра 19, а его полость Е и полости А, Б поршневого цилиндра 4 сообщаются между собой и со сливом. По действием давления рабочей среды в полости Ж поршневого цилиндра 19 его поршень 21 со штоком 20 и центрирующим элементом 22 перемещаются вниз относительно центров 12, 13 с закрепленной в них заготовкой 33: осуществляется калибровка пpофиля, в процессе которой деформирующие валки 2 придают окончательные размеры накатываемому профилю. В процессе этого перемещения накатная головка 1 центрируется со штоком 20 дополнительного поршневого цилиндра 19 и с центрами 12, 13 с закрепленной в них заготовкой под действием осевого усилия калибровки профиля, что повышает точность его размеров.
По завершении перемещения накатной головки 1 вниз по сигналу от датчика 30 осуществляется ее останов. При этом полости А, Б, Г, и Д поршневых цилиндров 4, 24 запираются, а рабочая среда направляется в полость Е дополнительного поршневого цилиндра 19, полость Ж которого сообщается со сливом. Под действием давления рабочей среды в полости Е поршневого цилиндра 19 его поршень 21 со штоком 20 и центрирующим элементом 22 перемещается в крайнее верхнее положение, в результате чего зона загрузки устройства освобождается. После этого рабочая среда направляется в полость Г поршневого цилиндра 24, а его полость Д сообщается со сливом. Под действием давления рабочей среды в полости Г поршневого цилиндра 24 его поршень 23 и связанный с ним центр 12 перемещаются вверх, в результате чего заготовка освобождается от воздействия центров 12,13 и затем удаляется из зоны обработки.
Далее на линию центров 12, 13 подается очередная заготовка, зажимается путем подачи рабочей среды в полость Д поршневого цилиндра 24 и осуществляется накатывание профиля в выше описанной последовательности.
Перед накатыванием профиля в устройстве для накатывания профилей (фиг.3) накатная головка 1 и поршень дополнительного поршневого цилиндра 19 устанавливаются в крайние верхние положения. Для этого рабочая среда направляется в полости И, Е поршневых цилиндров 27 и 19, а полость Ж последнего сообщается со сливом. Под действием давления рабочей среды в полостях И и Е поршневых цилиндров 27, 19 их поршни перемещаются вверх, преодолевая при этом усилие, развиваемое поршнем 21 поршневого цилиндра 19 от давления рабочей среды на сливе и обеспечивающего центрирование накатной головки 1 со штоком 20 поршня 21 поршневого цилиндра 19 и с центром 12.
Далее заготовка 34 подается внутри цанги 13 до упора в центр 12, размещенный в сквозном осевом отверстии, выполненном в штоке 20 поршня 21 поршневого цилиндра 19, и затем зажимается в цанге 13 путем подачи рабочей среды в полость В поршневого цилиндра 17.
После зажима заготовки 34 в зажиме рабочая среда направляется в полость Ж дополнительного поршневого цилиндра 19, а его полость Е и полость И поршневого цилиндра 27 сообщаются со сливом. Под действием давления рабочей среды в полости Ж дополнительного поршневого цилиндра 19 его поршень 21 со штоком 20 и центрирующим элементом 22 перемещаются вниз: осуществляется деформация заготовки 34 деформирующими валками 2, в результате чего ее поперечное сечение принимает форму калибра. В процессе этого перемещения накатной головки 1 обеспечивается ее центрирование относительно штока 20 поршня 21 дополнительного поршневого цилиндра 19 и центров 12, 13 с закрепленной в них заготовкой 34 за счет осевого усилия деформации.
По сигналу от датчика 31 осуществляется реверс направления перемещения накатной головки 1. При этом рабочая среда направляется в полость И поршневого цилиндра 27, полости Е, Ж дополнительного поршневого цилиндра 19 сообщаются со сливом и между собой. Под действием давления рабочей среды в полости И поршневого цилиндра 27 его поршень 28 с размещенной на его торце накатной головкой 1 перемещаются вверх: осуществляется калибровка профиля. При этом центрирование накатной головки 1 относительно штока 20 поршня 21 дополнительного поршневого цилиндра 19 и центров 12, 13 зажима с закрепленной в них заготовкой 34 обеспечивается за счет осевого усилия, развиваемого поршнем 21 дополнительного поршневого цилиндра 19 от давления рабочей среды на сливе.
По сигналу от датчика 30 осуществляется останов перемещения накатной головки 1, полости Е, Ж, И поршневых цилиндров 19, 27 запираются, а полость В поршневого цилиндра 17 сообщается со сливом, в результате чего лепестки цанги 13 освобождаются от воздействия поршня 16 этого поршневого цилиндра, заготовка 34 разжимается и удаляется из зоны накатывания.
Далее внутрь цанги 13 подается до упора в центр 12 очередная заготовка, зажимается путем подачи рабочей среды в полость В поршневого цилиндра 17 и осуществляется накатывание профиля в описанной последовательности.
Таким образом, во всех вариантах исполнения устройства при накатывании обеспечивается точное центрирование заготовки в калибре, что позволяет повысить точность размеров, а следовательно, и качество накатанных профилей. Благодаря этому существенно расширяются технологические возможности устройства за счет расширения сортамента накатываемых профилей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продольной прокатки деталей | 1989 |
|
SU1741959A1 |
| Устройство для холодной продольной раскатки цилиндрических изделий | 1977 |
|
SU911815A1 |
| Устройство для холодной продольной раскатки цилиндрических изделий | 1978 |
|
SU911816A1 |
| Устройство для прокатки изделий | 1980 |
|
SU896817A1 |
| Устройство для прокатки изделий | 1980 |
|
SU896818A1 |
| Устройство для прокатки изделий | 1981 |
|
SU980340A2 |
| Станок б.в.федорова для накатывания профилей на валах | 1973 |
|
SU559760A1 |
| Устройство для продольной прокатки | 1989 |
|
SU1745399A1 |
| Устройство для продольного накатывания профилей | 1975 |
|
SU560687A1 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении, например, при изготовлении шлицевых валов и шестерен. Сущность изобретения: устройство для накатывания профилей, содержащее накатную головку с деформирующими валками, образующими калибр, установленный соосно с калибром и жестко закрепленный на станине поршневой цилиндр для перемещения накатной головки в направлении оси калибра и зажим для закрепления заготовки. Накатная головка устройства соединена непосредственно с поршнем поршневого цилиндра. Зажим для закрепления заготовки связан с его поршнем. Устройство снабжено дополнительным поршневым цилиндром для перемещения накатной головки в направлении оси калибра, который установлен соосно с калибром с возможностью взаимодействия штока его поршня с накатной головкой при накатывании и жестко закреплен на станине. Кроме того, накатная головка размещена непосредственно в корпусе поршневого цилиндра на торце его поршня. Такая конструкция устройства обеспечивает повышение качества накатанных профилей за счет точного центрирования заготовки в калибре при накатывании. 1 з.п. ф-лы, 3 ил.
| СТАНОК ДЛЯ НАКАТЫВАНИЯ ШЛИЦ1-Н | 0 |
|
SU350553A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
