Изобретение относится к области обработки металлов давлением и может быть использовано в машиностроении при накатывании осесимметричных профилей, в частности, шлицев и зубьев шестерен.
Целью изобретения является снижение трудоемкости монтажа: и демонтажа установочных клиньев.
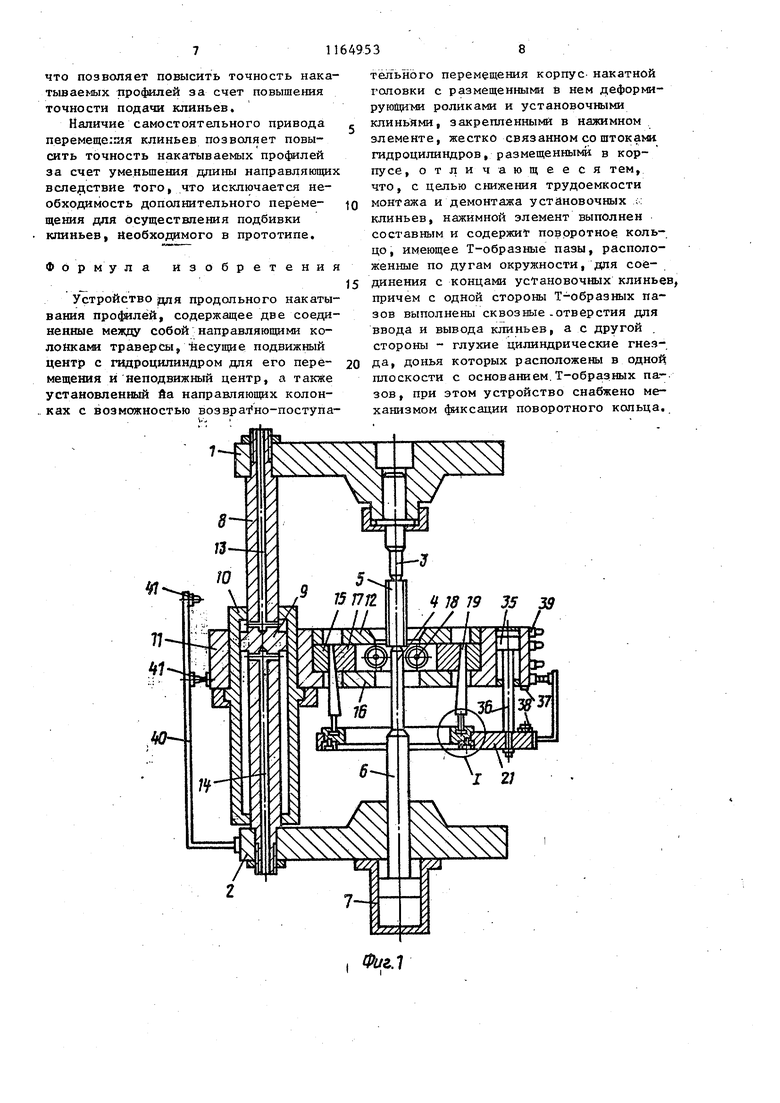
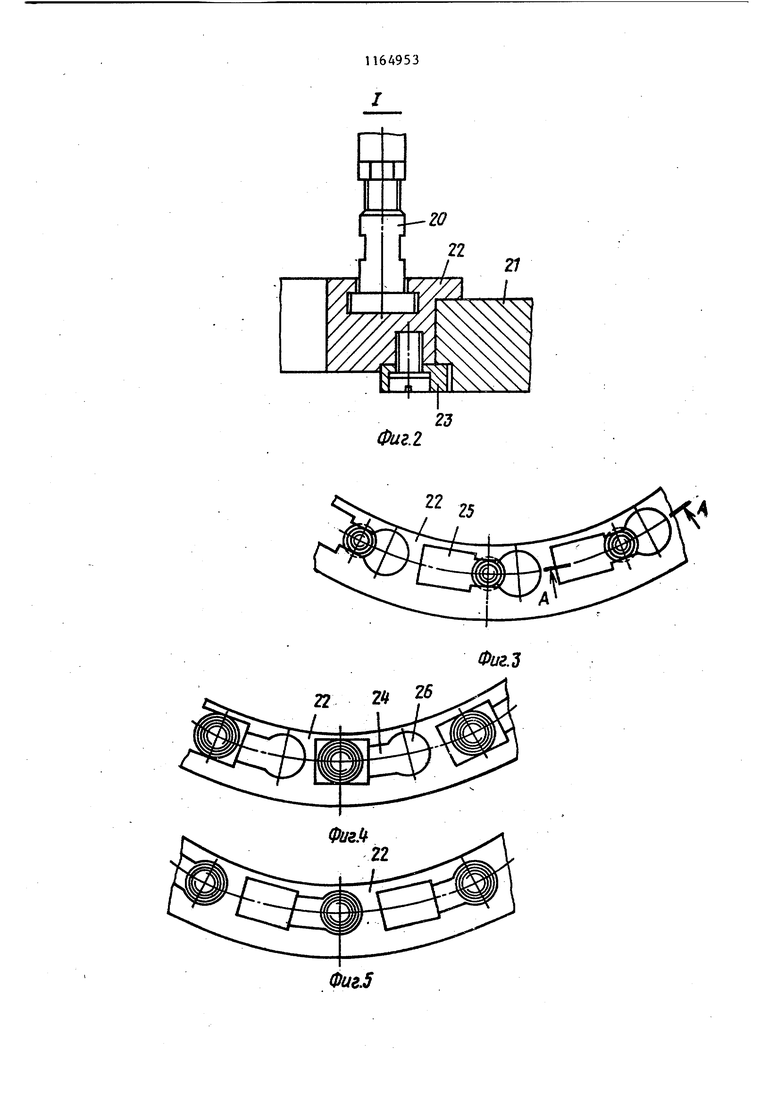
На фиг. 1 представлен общнй вид устройства; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - поворотное коль
С71
САЭ
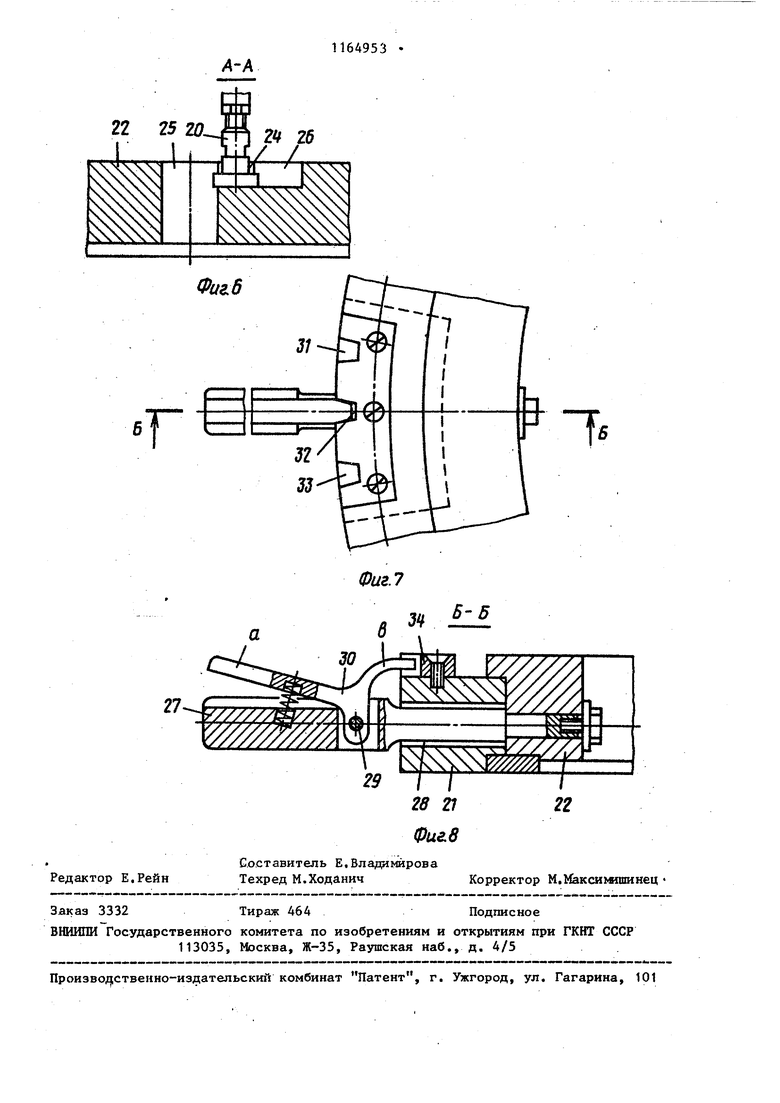
цо в сборе с установочными клиньями в рабочем положении, вид сверху; на фиг. 4 - поворотное кольцо с установочными клиньями, подготовленными для монтажа или демонтажа; на фиг, 5 поворотное кольцо, подготовленное для подбивки клиньев в процессе монтажа и последующего замыкания с устано вочными клиньями; на фиг. 6 - разрез А-А на фиг. 3; на фиг. 7 - схема ме- , ханизма фиксации; на фиг. 8 - разрез В-Б на фиг. 7.
Устройство .содержит верхнюю 1 и . нижнюю 2 неподвижные траверсы, несущие неподвижный центр 3 и подвижный центр 4 для аажима и базирования заготовка 5, который соединен со штоком 6 цилиндра 7 зажима заготовки 5.
Траверсы 1 и 2 жестко стянуты между собой симметрично- расположенными относительно оси центров тремя направляющими колонками 8 с поршнями 9 гидроцилиндров 10, жестко з акр ештенных в корпуре 11, несущем накатную головку 12.
Для подвода рабочей жидкости в полости гидроцилиндров 10 направляющеколонки 8 имеют двусторонние осевые сверления 13 и 14.
Накатная головка 12 содержит бандажированный обоймой 15 корпус 16 ч: радиальными пазами, в каждом из которых размещен ползун 17с деформирующим роликом 18 и заведенный между опорными поверхностями обоймы 15 и ползуна 17 установочный клин 19, соединенный посредством регулировочного винта 20 с нажимньш элементом 21 , внутри которого установлено с возможностью поворота вокруг оси накатной головки 12 поворотное кольцо 22, к KO торому снизу крепится прижимное кольцо 23. В поворотном кольце 22 выполнены по дуге окружности Т-образные пазы 24 в которых размещены концы установочных клиньев 19. С одной стороны Т-образные пазы 24 оканчиваются сквозными пазами 25, слу жащими для ввода и вывода установочных клиньев 19 при монтаже и демонтаже, ас другой стороны - глухими цилиндрическими гнездами 26, служащими для монтажа установочных клиньев 19. Донья гнезд 26 находятся в одной плос кости с основанием Т-образных пазов 24. В поворотном кольце 22 закреплена рукоять 27 пропущенная через продоль ный паз 28. В рукояти 27 установлена ось 29, на которой с возможностью поворота установлен двуплечий рычаг 30, один конец а которого подпружинен, а другой конец в входит в один из пазов 31-33 планки 4, закрепленной на нажимном-элементе 21 для стопорения поворотного кольца 22 в определен ном yглojзoм положении. Паз 31 предназначен для фиксации п воротного кольца 22 при монтаже.и демонтаже установочных клиньев 19, паз 32 - при установке клиньев в рабочем положении, паз 33 - при монтаже : . клиньев.
В корпусе 1I размещены гидроциливдры 35 для подачи и возврата клиньеа 19, штоки 36 которых жестко соединены с нажимным элементом 21.
На корпусе 11 и нажимном элементе 21 размещены упоры 37 и 38, причем по крайней мере один из них 38 - регулируемый по высоте для ограничения величины подачи роликов перед последним проходом.
На корпусе 11 смонтированы конечные вьпшючатели 39, обеспечивающие переменную величину хода штоков 36 гидроцилиндров 35 при подаче установоч/ ь клиньев 19 и их обратный ход при озврате установочных клиньев 19 в исходное положение. На нижней траверсе 2 установлена штанга 40 с конечными выключателями41, ограничивающими перемещение корпуса 11 и дающими комаццу на подачу или возврат установочных клиньев 19. Устройство работает следующим образом. В исходном положении устройства корпус 11 накатной головки 12 находится в нижнем положении против нижнего выключателя 41. Нажимной элемент вместе с клиньями 19 и штоками 36 гидроцилиндррв 35 расположен в крайнем , нижнем положении против нижнего шзгключателя 39. Заготовка 5 подается на линию центров 3, 4 и зажимается подвижным центром 4 с помощью гидравлн.ческой системы, имеющей устройство для сброса рабочей жидкости из полости зажима, гидроциливдра для перемещения подвижного центра 4 при удлинении заготовки в процессе накатывания. После зажима заготовки 5 по осевым сверлениям 13 в направляющих ко-. лонках 8 к поршням 9 подается рабочая жидкость, а гидроцилиндры 10 привода корпуса 11 накатной головки 12 перемещаются вверх до верхнего выключателя 41, т.е. осуществляется первый рабочий ход корпуса И и дается команда на подачу установочных клиньев 19. По этой команде рабочая жидкость подается в штоковые полости гидроцилиндров 35, штоки 36 которых перемещают нажимной элемент с установочными клиньями 19 до второго снизу выключателя 39, после чего рабочая жидкость подается по сверлениям 14в направляющих колон ках 8 к поршням 9 и корпус 11 с накат ной головкой 12 совершает обратный ра бочий ход до нижнего выключателя 41, который дает команду на подачу установочных клиньев 19 дпя следующего рабочего хода. Таким образом, накатная головка 12 совершает заданное количество двой ных ходов, цикл накатывания заканчивается остановкой накатной головки 12 в исходном нижнем положении выключателем 41, после чего заготовка 5 разжимается за счет перемещения подвижного центра 4 вниз при подаче рабочей жидкости в штоковую полость цилиндра 7. Одновременно с подачей жидкости в -штоковую полость цилиндра 7 для перемещения подвижного центра 4 происходи возврат установочных клиньев 19 в исходное положение путем подачи рабочей жидкости в-бесштоковые полости гидроцилиндров 35, штоки 36 которых переме щают нажимной элемент вниз до нижнего выключателя 39. После удаления накатанного изделия из зоны накатки на линию центров подается следунщая заготовка и цикл накатывания повторяется. При необходимости демонтажа клинье которая возникает в случае замены роликов, осуществляют следующие опера- По осевым сверлениям 13 в направляющих колонках 8 к поршням 9 подается рабочая жидкость, и гидроцилицдры 10 привода корпуса 11 с накатной головкой 12 перемещаются вверх до верхнего выключателя 41, Нажимают на конец а двуплечего рычага 30 до выхода другого конца в из паза 32, обеспечивая тем самым рас фиксацию поворотного кольца 22, Затем поворотное кольцо 22 поворачивают с помощью рукояти 27 против часовой стрелки до попадания конца в рычага 30 в паз 33, в-этом положении ось клиньев 19 совпадает с осью сквозных пазов 25, Через сквозные пазы 25 клинья 19 вынимают, после чего .осуществляют .дальнейшие известные операции, необходимые для смены роликов 18, Монтаж клиньев 19 осуществляется следующем образом. При размещении корпуса 11 с накатной головкой 12 в верхнем положении напротив верхнего выключателя 41 и нажимного элемента против верхнего выключателя 39 клинья 19 снизу через сквозные пазы 25 заводят между опорными поверхностями обоймы 15 и ползуна 17. При подаче рабочей жидкости в бесштоковые полости гидроцилиндров 35нажимной элемент перемещается вниз до выхода клиньев 19 из поворотного кольца 22. Затем осуществляют расфиксацию поворотного кольца 22 и его поворот с помощью рукояти 27 по часовой стрелке до попадания конца в рычага 30 в паз 31. В этом положении ось клиньев совпадает с осью глухих цилиндрических .гнезд 26, При подаче рабочей жидкости в штоковые полости гидроцилиндров 35 нажимной элемент перемещается вверх, проис ходит подбивка клиньев 19 и установка их на одном уровне. Осуществляют расфиксацию поворотного кольца 22 и его поворот с помощью рукояти 27 против часовой стрелки до попадания конца в рычага 30 в паз 32, при этом Т-образные пазы 24 входят во взаимодействие с концами установочных клиньев 19, После чего устройство готово к работе. Выполнение поворотного кольца со сквозными пазами для прохода клиньев позволяет при минимальном количестве действий обеспечить съем клиньев, что снижает трудоемкость демонтажа установочных клиньев, облегчить регулировку и обслуживание устройства.: Наличие упоров на подвижной траверсе и корпусе позволяет повысить точность накатываемых профилей за счет ограничения перемещения нажимного элемента и тем самым величины подачи роликов перед последним проходом накатной головки. Наличие упоров поз- воляет компенсировать небольшие погрешности , вносимые ограничением перемещения конечными выключателями. Наличие самостоятельного привода еремещения клиньев позволяет увеличить производительность устройства за счет исключения обратного холостого хода. Наличие самостоятельного привода перемещения клиньев позволяет упрос-.. тить наладку устройства за счет того, что величина подачи клиньев не завит сит от величины удлинения заготовки. что позволяет повысить точность нака тываемых профилей за счет повышения точности подачи клиньев. Наличие самостоятельного привода перемеще:21я клиньев позволяет повысить точность накатываемых профилей за счет уменьшения длины направляющи вследствие того, что исключается необходимость дополнительного перемещения для осуществления подбивки клиньев, йеобходимого в прототипе. Формула изобретени Устройство для продольного накаты вания профилей, содержащее две соеди ненные между собой направляющими колойками траверсы, -йесущие подвижный центр с гидроцилиндром для его перемещения и неподвижный центр, а также установленный йа направляющих колонках с возможностью возврат но-поступа тельного перемещения корпус- накатной головки с размещенными & нем деформирующими роликами и установочными клиньями, закрепленными в нажимном элементе, жестко связанном со щтоками гидроцилиндров, размещенными в корпусе, отличающееся тем, что, с целью снижения трудоемкости монтажа и демонтажа установочных ;: клиньев, нажимной элемент выполнен составным и содержит поворотное кольцо, имеющее Т-образные пазы, расположенные по дугам окружности, для соединения с концами установочных клиньев, причем с одной стороны Т-образных пазов выполнены сквозные.отверстия для ввода и вывода клиньев, а с другой . стороны - глухие цилиндрические гнезда, донья которых расположены в одной плоскости с основанием. Т-образных па-, зов, при этом устройство снабжено механизмом фиксации поворотного копьца.
Фиг.1 I
21
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| Устройство для продольного накатывания профилей | 1975 |
|
SU560687A1 |
| СТАНОК ДЛЯ НАКАТЫВАНИЯ ШЛИЦ1-Н | 1972 |
|
SU350553A1 |
| СТАН ДЛЯ ПРОДОЛЬНОГО РАСКАТЫВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200071C2 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРОФИЛЕЙ | 1990 |
|
RU2034676C1 |
| Устройство для холодной продольной раскатки цилиндрических изделий | 1977 |
|
SU911815A1 |
| Устройство для холодной продольной раскатки цилиндрических изделий | 1978 |
|
SU911816A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Автомат для двустороннего накатывания резьбы | 1980 |
|
SU940969A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано в машиностроении при накатывании осесимметричных профилей, в частности, шлицев и зубьев шестерен. Цель - снижение трудоемкости монтажа и демонтажа.установочных клиньев. Устройство для продольного накатывания профилей содержит две соединенные между собой направляющими колонками траверсы, несущие подвижный центр с гидроцилиндром для его перемещения и неподвижный центр, а также установленный на направляющих колонках с возможностью возвратнопоступательного перемещения корпус накатной головки с размещенными в нем деформирующими роликами и установочными клиньями, закрепленными в нажимном элементе, жестко связанном со штоками гидроцилиндров, размещенными в корпусе. НажиТйой элемент выполнен составным и содержит Т-образные пазы, расположенные по дугам окружности, для соединения с концами установочных клиньев, причем с одной стороны Т-образных пазов выполнено сквозное отверстие для ввода и вывода клиньев, а с сл другой стороны - глухие цилиндрические гнезда, донья которых расположены в одной плоскости с основанием Тобразных пазов, при этом устройство снабжено механизмом фиксации поворотного кольца. 8 ил.
Фиг.Ъ
| Устройство для продольного накатывания профилей | 1975 |
|
SU560687A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
