Изобретение относится к машиностроению и может быть использовано для получения полуфабрикатов при производстве волокнистых композиционных материалов, для пропитки канатов смазывающими веществами и для других целей.
Известен способ непрерывной пропитки волокнистых изделий, заключающийся в их протягивании через пропитывающую среду с определенной скоростью.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ непрерывной пропитки волокнистых изделий, включающий заполнение пропитывающей средой в атмосфере газа камеры, снабженной входящим и выходящим патрубками, и протяжку волокнистого изделия через пропитывающую среду при вибрационном воздействии на нее.
Недостатком этих способов является плохое проникновение пропитывающей среды в мелкие лоры и каналы между волокнами, поскольку скорость пропитки пропор- циональна квадрату эффективного диаметра канала.
Цель изобретения - повышение качества пропитки.
Поставленная цель достигается тем, что в известном способе непрерывной пропитки волокнистых изделий, включающем заполнение пропитывающей средой в атмосфере газа камеры, снабженной входящим и выходящим патрубками, и протяжку волокнистого изделия через пропитывающую среду при вибрационном воздействии на нее, при заполнении пропитывающей
средой оставляют незаполненным объем камеры, определяемый из соотношения
0,1 (Vr + Vn)/Vc 0,25,(1)
где Vr - объем камеры, не заполненный пропитывающей средой и содержащий газовую атмосферу, м3;
Vn - объем пустот отрезка изделия, размещенного в камере, м ;
Vc - объем пропитывающей среды, м , после чего камеру герметизируют, а вибрационное воздействие осуществляют в режиме нелинейного резонанса в системе пропитывающая среда - газ. При этом постоянство объема пропитывающей среды Vc при протяжке волокнистого изделия поддерживают дополнительной подачей пропитывающей среды во входящий патрубок в количестве, равном удаляемому из камеры вместе с пропитанным изделием.
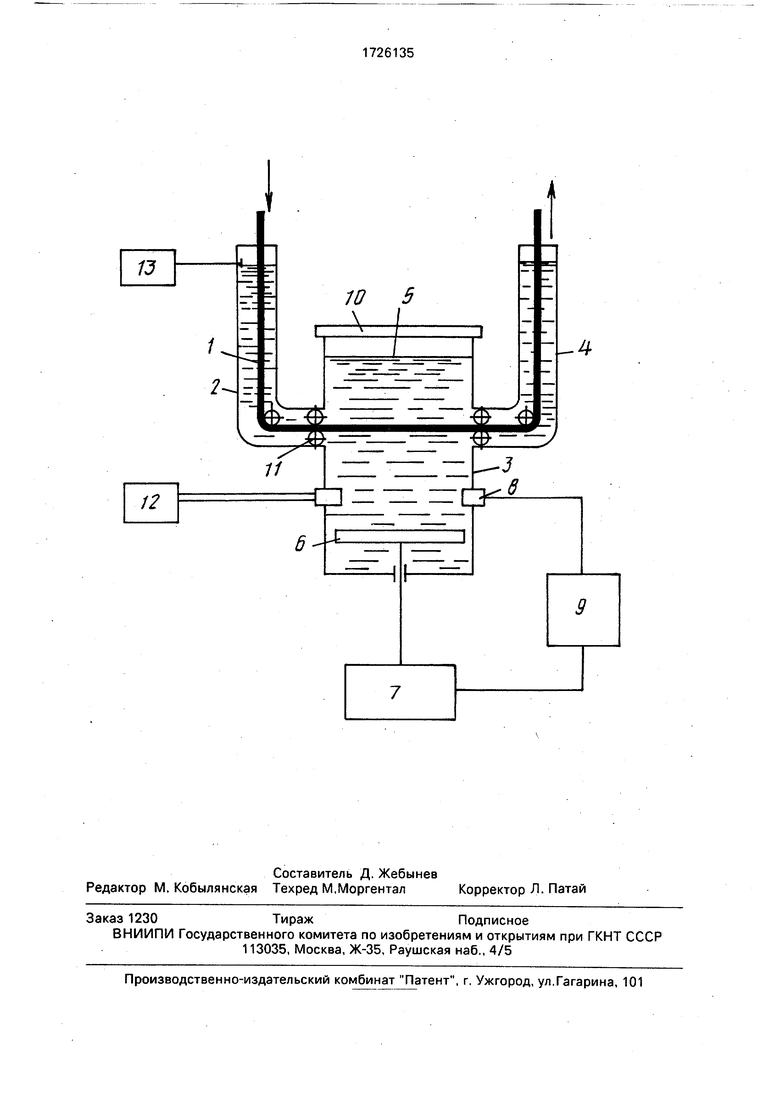
На чертеже изображена схема реализации предлагаемого способа.
Последовательность технологических операций заключается в следующем. Волокнистое изделие 1 протягивают при помощи устройства для протяжки (не показано) через входящий патрубок 2, камеру 3 и выходящий патрубок 4, заполненные пропитывающей средой 5. Скорость протяжки выдерживают в широких пределах (например, 0,1 -100 м/мин) в зависимости от диаметра волокнистого изделия, его пористости и свойств среды.
Пропитывающую среду 5- подвергают вибрационному воздействию в режиме нелинейного резонанса системы пропитывающая среда - газ при помощи подвижного диска 6, соединенного с вибратором 7. Вибрационное воздействие на среду можно также осуществлять с помощью подвижного дна камеры. В случае, когда вязкость пропитывающей среды высока, ее понижают путем нагревания, добавлением растворителей и т.д.
Необходимым условием возбуждения режима нелинейного резонанса является выполнение соотношения (1). Верхний и нижний пределы этого соотношения связаны с динамической устойчивостью колебаний в режиме нелинейного резонанса системы пропитывающая среда - газ. Вне пределов этого соотношения поддержание режима нелинейного резонанса практически невозможно или весьма затруднительно. Резонансная частота возбуждения системы зависит от ряда факторов (соотношения (1), размеров камеры, плотности пропитывающей среды и пр.) и характеризуется максимальным гидродинамическим давлением для конкретной системы. Режим нелинейного резонанса поддерживают при
помощи датчика 8 гидродинамического давления и автоматического регулятора 9 колебаний.
При возбуждении колебаний системы
пропитывающая среда - газ в режиме нелинейного резонанса в камере создается избыточное постоянное давление. Для поддержания в камере устойчивого режима нелинейного резонанса необходима полная ее
герметизация. С этой целью сверху ее герметично закрывают крышкой 10, а вход и выход изделия 1 через направляющие втулки 11 герметизируют с помощью жидкостных затворов, роль которых выполняют
столбы пропитывающей среды во входящем 2 и выходящем4 патрубках. При этом высоту столба пропитывающей среды во входящем патрубке при заполнении определяют из условия компенсации избыточного давления в
камере по формуле
Нвх РК//ЭС 9, м,(2)
где Рк - избыточное давление в камере при возбуждении колебаний в режиме нелинейного резонанса, Па;
ре - плотность пропитывающей среды, кг/м ;
g - ускорение свободного падения, м/с2, а в выходящем
НВых РК//ОС g, М,
(3)
где ре - средняя плотность пропитывающей среды, кг/м , насыщенной газом при вибрационном воздействии в режиме нелинейного резонанса (определяется опытным
путем).
Избыточное давление Рк определяют предварительно экспериментальным путем при возбуждении режима нелинейного резонанса в герметично закрытой камере для
конкретной пропитывающей среды. Рк измеряют с помощью датчика 12.
При протягивании волокнистого изделия часть пропитывающей среды будет удаляться из камеры вместе с изделием. В связи с этим для поддержания условий возбуждения режима нелинейного резонанса необходимо вводить в камеру уносимое количество пропитывающей среды. Это осуществляют путем пополнения входящего патрубка пропитывающей средой с помощью устройства 13 для поддержания постоянного уровня или дозирующего
устройства, т.е. вибрационное воздействие на пропитывающую среду осуществляют с компенсацией избыточного давления в камере столбом пропитывающей среды в патрубках и постоянным поддержанием уровня
пропитывающей среды в камере дополнительной подачей ее во входящий патрубок.
Давление со стороны выходящего патрубка поддерживают постоянным путем удаление избыточной среды через край патрубка или кран, установленный на необходимом уровне, определяемом по формуле (3).
Следует отметить, что при протягивании изделия через камеру с пропитывающей средой возможно изменение в ней и количества газовой компоненты. Недостаток ее можно компенсировать регулируемой подачей газа в камеру, а избыток ликвидировать удалением обогащенной газом среды из камеры с помощью регулируемой диафрагмы, установленной в выходящем патрубке, или другими методами.
Осуществление непрерывной пропитки волокнистых изделий при возбуждении в камере колебаний системы пропитывающая среда - газ в режиме нелинейного резонанса дает возможность получить однородную бездефектную пропитку мельчайших пор и каналов благодаря эффективной передаче энергии движущимся молекулам пропитывающей среды в локальных объемах за счет использования нелинейных капиллярных эффектов, а также ряда нелинейных акустических эффектов (кавитации, акустических течений и др.).
Пример 1. Пропитке подвергают стальной канат диаметром 3,6 мм (ГОСТ 2172-80), состоящий из 7 прядей, каждая из которых скручивается из 19 нитей диаметром 0,25 мм, смазкой типа Торсиол-35. Пропитку ведут в камере в виде цилиндра с внутренним диаметром 90 мм и высотой 270 мм. Уровень заполнения камеры в атмо- фере воздуха с отрезком каната 245 мм. При этом объем газовой полости Vr 1,59-10 4 м3, объем пропитывающей среды ,6x м3, а соотношение Vr/Vc 0,1. Объемом пустот отрезка каната длиной 90 мм в данном случае можно пренебречь из-за их малой величины по сравнению с объемом газовой полости. Резонансный режим возбуждают на частоте 54 Гц при ускорении 200 м/с2 и при температуре смазки 75°С, при которой ее кинематическая вязкость равна 1, м2/с. Избыточное давление в камере при этом 5 кПа. При протягивании каната со скоростью 15 м/мин объем дополнительной подачи смазки составил около 4х х10 6м3/мин.
Пример 2. Пропитке подвергают аналогичный канат при уровне заполнения камеры 216 мм. При этом состояние Vr/Vc- 0,25. Резонансный режим возбуждают на частоте 46 Гц при ускорении 210 м/с . Остальные параметры такие же, как в предыдущем случае.
Пример 3. Пропитке подвергают жгут из углеродных волокон. Ширина жгута около 3 мм. Жгут сплетен из 10000 волокон диаметром 5 мкм. В качестве пропитывающей среды используют термореактивную смолу. Пропитку ведут в цилиндрической камере с внутренним диаметром 90 мм и высотой 270 мм. Уровень заполнения камеры с отрезком жгута 240 мм. При этом соотношение Vr/Vc 0,125. Объемом пустот жгута также пренебрегаем. В качестве газа используют воздух. Резонансный режим возбуждают на частоте 42 Гц при ускорении 250 м/с2 и при температуре смолы 65°С, при которой ее кинематическая вязкость снижается до 7-10 м /с. Избыточное давление в камере при этом 3 кПа, При протягивании
жгута со скоростью 1 м/мин объем дополнительной подачи смолы составляет около 0,5-10 6м3/мин.
Во всех случаях обеспечивалась 100%- ная пропитка изделий.
Формула изобретения
Способ непрерывной пропитки волокнистых изделий, включающий заполнение пропитывающей средой в атмосфере газа камеры с входящим и выходящим патрубками и протяжку волокнистого изделия через пропитывающую среду при вибрационном воздействии на нее, отличающийся тем, что, с целью повышения качества пропитки, камеру заполняют пропитывающей
средой, определяя объем пропитывающей среды из соотношения 0,1(Vr + Vn)/Vc 0,25, где Vr - объем камеры, не заполненный средой и содержащий газовую атмосферу, м3; Vn - объем пустот отрезка изделия,
размещенного в камере, м ;.Vc - объем пропитывающей среды, м , после чего камеру герметизируют, а вибрационное воздействие осуществляют в режиме нелинейного резонанса в системе пропитывающая среда газ. при этом постоянство объема Vc пропитывающей среды при протяжке волокнистого изделия поддерживают дополнительной подачей пропитывающей среды во входящий патрубок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пропитки материалов | 1989 |
|
SU1705099A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ НАПОЛНЕННЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2152307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ АРМАТУРНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2799215C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ИЗ ГИДРАТЦЕЛЛЮЛОЗЫ УГЛЕРОДНОГО ВОЛОКНА В ВИДЕ ОДНОНАПРАВЛЕННОГО ЖГУТА | 2010 |
|
RU2429316C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2133670C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2082610C1 |
| СПОСОБ ПРОПИТКИ ДЛИННОМЕРНОГО НАПОЛНИТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2145922C1 |
| Способ очистки внутренней поверхности цилиндрических изделий | 1990 |
|
SU1776465A1 |
| УСТАНОВКА ДЛЯ ИССЛЕДОВАНИЯ КИНЕТИКИ ПРОПИТКИ ВОЛОКНИСТЫХ НАПОЛНИТЕЛЕЙ ПОЛИМЕРНЫМИ СВЯЗУЮЩИМИ | 2013 |
|
RU2530575C1 |
| Способ изготовления стеклопластиковой арматуры и устройство для его осуществления | 1980 |
|
SU937207A1 |
Изобретение может быть использовано в машиностроении, при изготовлении волокнистых композиционных материалов, пропитки канатов смазывающими веществами. Перед пропиткой камеру в атмосфере газа заполняют пропитывающей средой и герметизируют. Объем заполнения камеры пропитывающей средой определяют из соотношения 0,1 Nr + Vn/Vc 0,25, где Vr - объем камеры, содержащий газовую атмосферу и не заполненный пропитывающей средой, м3, Vn - объем пустот отрезка изделия, размещенного в камере, м , Vc - объем пропитывающей среды в камере, м . Камеру снабжают входящим и выходящим патрубками. Пропитку проводят путем протяжки волокнистого изделия через патрубки и камеру, заполненную пропитывающей средой. При пропитке осуществляют вибрационное воздействие на систему пропитывающая среда - газ в режиме нелинейного резонанса. При протяжке волокнистого изделия постоянство объема пропитывающей среды поддерживают путем дополнительной подачи ее во входящий патрубок. 1 ил. ё
| Шоршоров М.Л | |||
| Волокнистые композиционные материалы с металлической матрицей | |||
| - М.: Машиностроение, 1981, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Способ получения волокнистого пресс-материала | 1985 |
|
SU1351948A1 |
| Солесос | 1922 |
|
SU29A1 |
