Изобретение относится к машиностроению и касается переработки волокнистых материалов на основе высокомолекулярных связующих и может быть использовано в различных отраслях народного хозяйства при производстве наполненных профильных изделий.
Известна установка для формования профильных изделий из армированных пластмасс методом протяжки, включающая шпулярник, пропитывающую ванну с отклоняющими роликами, узел формования, состоящий из нескольких формующих фильер с заданной формой сечения, где первая из формующих фильер выполнена в виде свободно установленной втулки, средства нагрева фильер и тянущее устройство (авторское свидетельство СССР N629078, Мки B 29 C 55/30, 1978 г.).
Конструкция указанной установки не обеспечивает получение качественных изделий на основе ряда высокомолекулярных связующих, имеющих низкое сродство к наполнителю, ввиду потери части связующего из формуемого профиля под воздействием выделяющихся из связующего газов в процессе термообработки, что приводит к зарастанию формующих фильер и снижению плотности и прочности получаемых изделий. Кроме того, данную конструкцию нельзя использовать при получении изделий на основе ряда термопластичных связующих ввиду необходимости поддержания их в нагретом состоянии на этапе пропитки и формообразования.
Известно также устройство для формования наполненных профильных изделий, содержащее шпулярник, пропитывающую ванну, отжимающее устройство, выполненное в виде роликов, узел формования с рабочей фильерой и средствами ее нагрева, перед которой установлены распределители-фиксаторы, выполненные в виде перфорированной пластины, и тянущий механизм (патент РФ N2112649, Мки B 29 C 55/30, 55/00, 1998 г.).
В процессе работы устройства нити волокна сматываются со шпулярника, погружаются в пропитывающую ванну, на выходе из ванны отжимаются в отжимном устройстве, после чего проходят через отверстия распределителей-фиксаторов, укладывающих их в строго заданные области сечения профиля, формующегося в рабочей фильере узла формования, обогреваемой с помощью средств нагрева. Готовый профиль вытягивается из узла формования с помощью тянущего механизма.
Использование данного устройства направлено на получение профильных изделий сложной конфигурации с равномерным распределением армирующего наполнителя по сечению изделия, что является положительным фактором. Устройство обладает высокой производительностью и позволяет получать гибридные изделия с введенной арматурой заданной конфигурации.
Однако конструкция установки не обеспечивает полноценное наполнение формуемого изделия связующими, имеющими низкую смачивающую способность волокнистого наполнителя, что ухудшает физико-механические характеристики профильных изделий. Выделяющиеся из связующего газы в процессе термообработки формуемого изделия нарушают упорядоченное расположение армирующего наполнителя, сформированное распределителями-фиксаторами, ухудшают качество поверхности и снижает размерную точность профиля изделия. Кроме того, данное устройство не позволяет получать наполненные профили на основе ряда термопластичных связующих, вводимых в пропитываемый жгут в состоянии расплава.
Техническим результатом изобретения является получение профильных полимерных и углеродных наполненных изделий на основе высокомолекулярных связующих, обладающих улучшенным качеством поверхности, высокой размерной точностью, улучшенными физико-механическими характеристиками при сниженном тепловом воздействии на связующее и повышение эффективности эксплуатации устройства за счет предотвращения зарастания фильер связующим.
Поставленная цель достигается тем, что в предлагаемом устройстве для формования наполненных профильных изделий методом протяжки, содержащем шпулярник, пропитывающую ванну, отжимающее устройство, узел формования с рабочей фильерой, средства нагрева, тянущий механизм, пропитывающая ванна снабжена нагревателем, размещенными в ней электродами, выполненными в виде цилиндрических сегментов с канавками, и установленными между электродами направляющими фильерами, причем между направляющими фильерами расположены теплоотводящие элементы, отжимающее устройство выполнено в виде фильеры с независимым нагревательным элементом, а рабочая фильера выполнена в виде канала, внутри которого находится ряд дискретно расположенных формообразующих пластин.
Общими признаками предлагаемого устройства с прототипом является наличие шпулярника, пропитывающей ванны, отжимающего устройства, узла формования с рабочей фильерой, средства нагрева и тянущего механизма.
Отличительными признаками заявленного технического решения являются наличие нагревателя пропитывающей ванны, размещенных в ней электродов, выполненных в виде цилиндрических сегментов с канавками, и установленными между электродами направляющих фильер, причем между направляющими фильерами расположены теплоотводящие элементы, отжимающего устройства, выполненного в виде фильеры с независимым нагревательным элементом, и рабочей фильеры, представляющей собой канал, внутри которого находится ряд дискретно расположенных формообразующих пластин.
В научно-технической и патентной литературе аналогичных решений не выявлено. Таким образом, предлагаемое техническое решение обладает новизной и имеет изобретательский уровень.
Техническое решение является промышленно применимым для производства углеродных композиционных материалов. На созданной пилотной установке в непрерывном режиме были получены карбонизованные изделия на основе высокомодульного углеродного волокна и каменноугольного пека, отличающиеся повышенными прочностными характеристиками, большей плотностью и высокой размерной точностью, а также улучшенным качеством поверхности формуемого профиля.
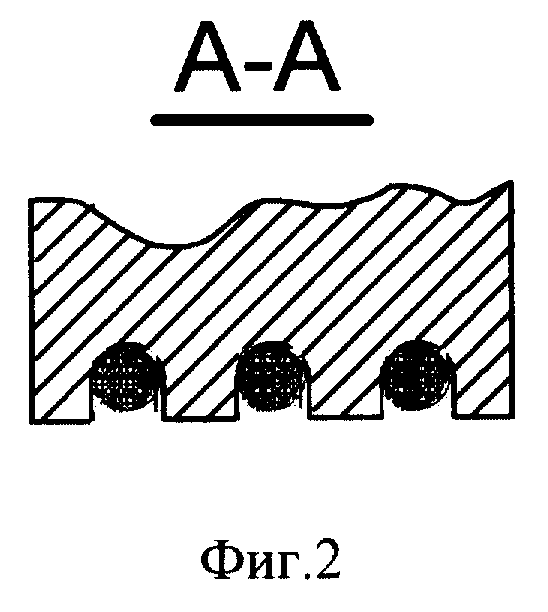
Сущность представленного изобретения поясняется чертежом, где на фиг. 1 представлен общий вид устройства для формования наполненных профильных изделий; на фиг. 2 представлено сечение электрода устройства в плоскости А-А, с расположенными в его канавках нитями волокон; на фиг. 3 показано сечение теплоотводящих элементов устройства в плоскости Б-Б, выполненных в виде пластин; на фиг. 4 показан вариант выполнения теплоотводящих элементов в форме змеевиков и их размещение в пропитывающей ванне.
Устройство для формования наполненных профильных изделий содержит шпулярник 1 для подачи с него нитей волокна 2, пропитывающую ванну 3, снабженную нагревателем 4, в которой находится связующее 5, электроды 6, выполненные в виде цилиндрических сегментов с канавками, направляющие фильеры 7, отклоняющие ролики 8, отжимающую фильеру 9, обогреваемую с помощью расположенного в крышке 10 нагревательного элемента 11, теплоотводящие элементы 12, узел формования 13, снабженный средствами нагрева 14 рабочей фильеры 15, представляющей собой канал, внутри которого находится ряд дискретно расположенных формообразующих пластин 16, тянущий механизм 17 и источник электрического тока 18. Цифрой 19 обозначен готовый профиль.
Форма сечения канавок электродов, в которых движутся нити волокна, может иметь различные варианты исполнения: как округлую (фиг. 2), так и имеющую прямолинейные участки. Каждая из канавок может предназначаться как для одной нити волокна, так и для жгута из нескольких нитей.
Исполнение теплоотводящих элементов возможно как в форме пластин с фигурными отверстиями, показанных на фиг. 3, так и в форме змеевиков, выполнение и расположение которых показано на фиг. 4, имеющих внутренний канал для подачи в них охлаждающей жидкости, что позволяет в более широких пределах управлять градиентом температуры внутри пропитывающей ванны.
Устройство работает следующим образом. Производят заправку устройства нитями волокна 2, включают обогрев пропитывающей ванны 3, отжимающей фильеры 9 и узла формования 13. Приготавливают связующее и заливают его в обогреваемую пропитывающую ванну 3, в которой поддерживается температура расплава на уровне требуемой вязкости с помощью нагревателя 4. Подают ток с источника электрического тока 18 на пропитываемый жгут через электроды 6. После установления теплового баланса в ванне начинают процесс протяжки заданного профиля с помощью тянущего механизма 17.
В процессе работы устройства нити волокна 2, подаваемые шпулярником 1, попадают в обогреваемую нагревателем 4 пропитывающую ванну 3, где на них подается электрический ток посредством электродов 6 с источника тока 18. Нити волокна, скользящие в канавках электродов 6, проходят через ряды направляющих фильер 7 и расположенные между ними теплоотводящие элементы 12, охватывающие каждую из нитей и не входящие в соприкосновение с их поверхностью. Отклоняющие ролики 8 служат для обеспечения заданной траектории движения нитей волокна. Пропитанные нити собираются в отжимающей фильере 9, обогреваемой с помощью независимого нагревательного элемента 11, расположенного в крышке 10. Отжатое из волокна связующее поступает обратно в пропитывающую ванну 3. Пропитанный жгут поступает в узел формования 13. снабженный средствами нагрева 14 и рабочей фильерой 15, где ему придается требуемая конфигурация формообразующими пластинами 16. Тянущий механизм 17 обеспечивает транспортировку волокна через узлы устройства. Результатом работы устройства является готовый профиль изделия 19.
Описываемое устройство предпочтительно использовать для получения изделий из углеродных композиционных материалов. Оно способно обеспечивать получение в непрерывном режиме изделий с плотной углеродной матрицей на основе высокомолекулярных веществ, имеющих низкое сродство к углеродным волокнам, таких как каменноугольные и нефтяные пеки. В качестве наполнителя формуемых изделий могут быть также использованы любые армирующие волокна, способные проводить электрический ток. Воздействие электрического тока в процессе пропитки волокон связующим благоприятно сказывается не только на качестве пропитки жгута, но и в дальнейших технологических циклах формования профиля.
Выделяемая на волокне энергия электрического тока, подаваемого электродами, формирует градиентное температурное поле, как по сечению пропитываемого жгута, так и в объеме связующего. Пропитываемые нити скользят по неподвижной поверхности канавок электродов, что обеспечивает хороший электрический контакт между ними и электродами в условиях погружения их в связующее.
Наличие теплоотводящих элементов вблизи поверхности волокна усиливает градиент температурного поля, что еще в большей степени снижает температуру связующего. Возникающий эффект позволяет увеличить температуру пропитки нитей волокна при незначительном температурном воздействии на основной объем связующего, что улучшает поверхностное взаимодействие на границе раздела между волокном и связующим, удерживающее связующее в межфиламентарном пространстве жгута и предотвращающее зарастание фильер в процессе формовки. Снижение температуры основного объема расплава связующего увеличивает стабильность его химических и технологических свойств.
Под воздействием тепловой энергии электрического тока, возникает интенсивное газовыделение из проникающего внутрь жгута связующего, приводящее к деагригированию отдельных филаментов волокна и способствующему проникновению связующего в межфиламентарное пространство. При этом в результате термической деструкции связующего, могут происходить процессы химической модификации поверхности филаментов волокна, улучшающие взаимодействие между связующим и наполнителем. Формирование матрицы начинается на поверхности отдельных филаментов волокна и направлено к центру межфиламентарных поровых объемов, заполненных связующим, что благоприятно отражается на физико-механических характеристиках и размерной точности получаемых изделий, предотвращает зарастание формообразующих фильер связующим.
Наличие направляющих фильер способствует "выжиманию" из межфиламентарного пространства волокна сорбированных пузырьков газа, мешающих проникновению связующего в тело нити, и ограничивает радиальное воздействие на филаменты волокна со стороны выделяющихся из связующего летучих, предотвращая разрушение филаментов.
Использование отжимающего устройства, выполненного в виде фильеры с независимым нагревательным элементом, совместно с обогреваемой пропитывающей ванной позволяет применять термопластичные связующие, требующие нагрева для перехода их в жидкое состояние. Независимость нагревательного элемента отжимающего устройства от нагревателя пропитывающей ванны, обеспечивает возможность поддержания разности температур между отжимающим устройством и пропитывающей ванной, что способствует предотвращению зарастания фильер устройства.
Исполнение рабочей фильеры в виде обогреваемого канала с дискретно расположенными в нем формообразующими пластинами способствует удержанию связующего в межфиламентарном пространстве жгута благодаря свободному выходу летучих из тела пропитанного жгута в процессе термообработки, что обеспечивает увеличение плотности получаемых изделий.
Результатами описываемых эффектов, обеспечиваемых конструкцией устройства, является увеличение наполнения жгута связующим до теоретически возможного, улучшение адгезионного контакта между волокном и сформированной в процессе последующей термообработки матрицей, увеличение коксового остатка связующего после термической обработки на 10-15%, что обеспечивает, повышение размерной точности профиля изделия благодаря уменьшению степени расширения связующего в процессе перехода из жидкой фазы в твердую, увеличение качества поверхности получаемого изделия, улучшение его физико-механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2133670C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ НАПОЛНЕННЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2112649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2210501C1 |
| Гибкий электронагреватель | 1982 |
|
SU1056477A1 |
| Технологическая линия для изготовления композитной арматуры | 2016 |
|
RU2637226C1 |
| СПОСОБ ФОРМОВАНИЯ НАПОЛНЕННЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2112650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2502600C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2000 |
|
RU2176119C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1999 |
|
RU2166817C1 |
| Технологическая линия для производства композиционных длинномерных изделий и гнутых арматурных элементов | 2019 |
|
RU2738529C1 |


Изобретение относится к машиностроению и касается переработки волокнистых материалов на основе высокомолекулярных связующих и может быть использовано в различных отраслях народного хозяйства при производстве профильных изделий. Устройство для формования наполненных профильных изделий методом протяжки содержит шпулярник, пропитывающую ванну, отжимающее устройство, узел формования с рабочей фильерой, средства нагрева и тянущий механизм. Пропитывающая ванна снабжена нагревателем, размещенными в ней электродами и направляющими фильерами. Электроды выполнены в виде цилиндрических сегментов с канавками. Направляющие фильеры установлены между электродами. Между направляющими фильерами расположены теплоотводящие элементы. Отжимающее устройство выполнено в виде фильеры с независимым нагревательным элементом. Рабочая фильера выполнена в виде канала с дискретно расположенными в нем формообразующими пластинами. Изобретение решает вопросы повышения размерной точности, качества поверхности, улучшения физико-механических характеристик наполненных профильных изделий на основе высокомолекулярных связующих, имеющих низкое средство к волокнистому наполнителю, повышения эффективности эксплуатации устройства за счет предотвращения зарастания фильер устройства связующим. 2 з.п. ф-лы, 4 ил.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ НАПОЛНЕННЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2112649C1 |
| Установка для формования профильных изделий из армированных пластмасс методом протяжки | 1976 |
|
SU629078A1 |
| Установка для изготовления профильных изделий из композиционных материалов | 1983 |
|
SU1142301A1 |
| GB 1412114 A, 29.10.1975 | |||
| СПОСОБ КРЕПЛЕНИЯ ГОРНЫХ ВЫРАБОТОК | 2007 |
|
RU2348811C1 |
| СПОСОБ СТИМУЛЯЦИИ ПРОДУКТИВНОСТИ И ГЕМОПОЭЗА У КРОЛИКОВ ПРИ ОДНОВРЕМЕННОМ УЛУЧШЕНИИ ВКУСОВЫХ КАЧЕСТВ МЯСА | 2018 |
|
RU2684331C1 |
| СПОСОБ РАЗРАБОТКИ НЕФТЯНОГО МЕСТОРОЖДЕНИЯ | 2005 |
|
RU2302521C1 |
| US 4992229 A, 12.02.1991 | |||
| Способ устранения рецессий десны | 2019 |
|
RU2722262C1 |
