ми стопы имеет место неравномерное смещение деталей с образованием напуска.
Цель изобретения - повышение надежности смещения деталей в стопе за счет исключения образования напуска,
Поставленная цель достигается тем, что согласно способу смещения деталей в стопе, заключающемуся в том, что фиксируют положение деталей одно относительно другой с одного края стопы, изгибают зафикси- рованный край стопы до образования смещения между деталями в стопе, свободный край стопы свободно размещают в вертикальной плоскости и повторяют процесс смещения п раз в зависимости от толщины деталей и заданной величины смещения между деталями в стопе, изгибают зафиксированный край стопы путем подъема стопы с одновременным поворотом ее на 90° и перебрасыванием свободного края стопы в направлении к зафиксированному краю стопы, а перед повторением процесса смещения фиксируют свободный край стопы и освобождают зафиксированный край стопы.
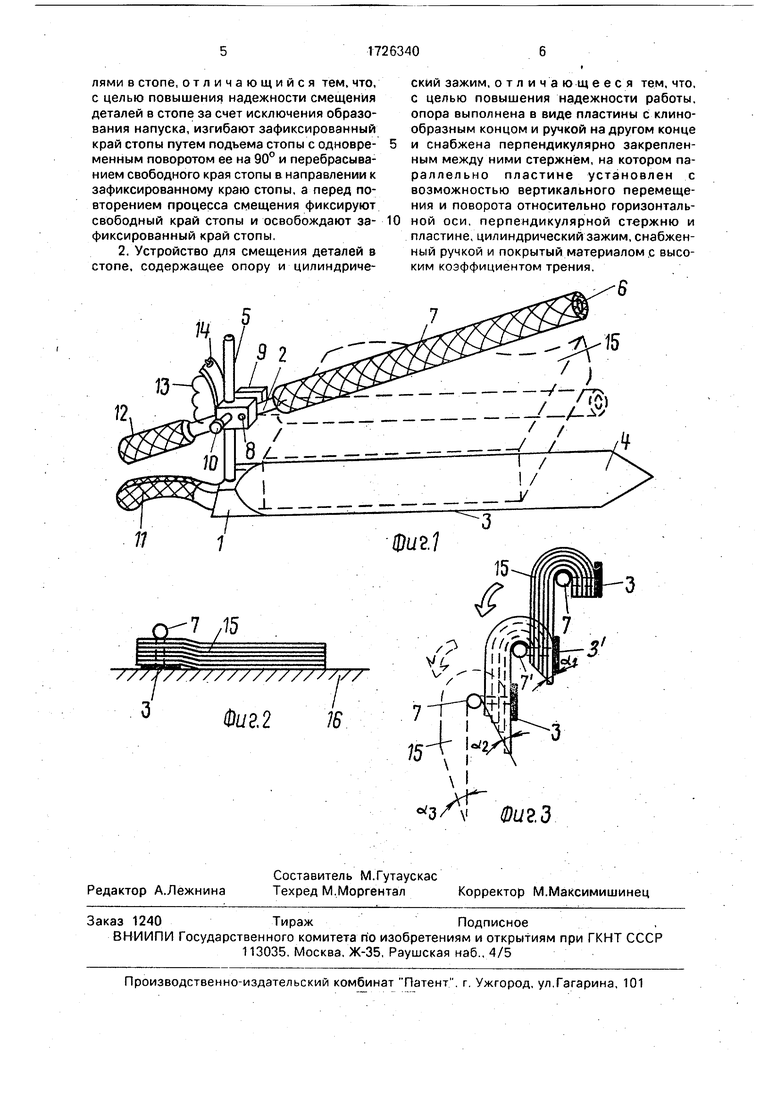
На фиг. 1 представлено предлагаемое устройство для смещения деталей в стопе перед их поштучным отделением, общий вид: на фиг. 2 - схема расположения устройства относительно стопы после захвата: на фиг. 3 - последовательность перебрасывания подвешенной стопы через второе устройство такого же назначения.
Устройство для смещения деталей в стопе перед их поштучным отделением имеет форму ножниц и содержит (фиг. 1) опору 1 и зажим 2. Опора 1 выполнена в виде тонкой узкой пластины 3 с клинообразным концом 4 и вертикальным направляющим стержнем 5, а зажим 2 выполнен в виде трубки 6, покрытой резиновой оболочкой 7, и снабженной шарниром 8, который размещен на скользящей муфте 9, имеющей стопорный винт 10.
Ручки 11 и 12 для управления опорой 1 и зажимом 2 расположены за стержнем 5, при этом стягивающая пружина 13 соединена с ручкой 12 зажима 2 и отростком 14 муфты 9. Расположение стопы 15 относительно опоры 1 и зажим 2 на фиг. 1 показаны пунктиром.
На фиг. 3 показано трехкратное изгибание той же стопы 15 посредством двух одинаковых устройств, рабочие части которых обозначены соответственно 3, 7 и 3 , 7 . Стрелками показано направление перебрасывания стопы 15 через резиновую оболочку 7 или 7 ,
Стол, например, закройный, на котором лежит стола 15, обозначен позицией 16 (фиг. 2).
Степень смещения деталей в стопе 15
зависит в данном устройстве от кратности ее перебрасывания через оболочки 7 - 7 - 7 и на фиг. 3 показана в виде уменьшающихся углом «1, аг и од.
Устройство работает следующим образом.
Нажимом на ручки 11 и 12 преодолевают усилие пружины 13, и зажим 2, поворачиваясь вокруг шарнира 8, отходит от опоры 1. Подготовленное устройство рабочий
вручную надвигает на один край стопы 15, лежащей на столе 16 (фиг. 2). При этом тонкая пластина 3 с клинообразным концом 4 легко входит под стопу 15, а зажим 2 (6) проходит выше стопы 15. Ни один зажимной
элемент 1 или 2 при обхвате стопы 15 с противоположных сторон не повреждает исходного строения стопы 15, т.е. не смещает деталей и не прогибает стопы 15. Затем ручку 12 отпускают, Пружина 13 сокращэется и поворачивает зажим 2 по часовой стрелке вокруг шарнира 8. Трубка б с резиновой оболочкой. 7 прочно прижимает стопу 15 к пластине 3.
После зацепления стопы 15 между элементами 1-2 (3-7) устройство поднимают, отрывая стопу 15 рт поверхности стола 16, и одновременно поворачивают зажимное приспособление в любую сторону на 90°, т.е. переводят его из вертикального в горизонтальное положение, Но поворот осуществляют так, чтобы стопа 15 заняла подвешенное положение на трубке 6 с оболочкой 7. При этом детали в стопе 15 смещаются одна относительно другой и образуют
ступенчатый срез с углом а. В зависимости от толщины деталей и технологических требований процесс изгибания стопы 15 вокруг трубки 6 можно повторить л раз путем захвата висящего края стопы 15 другим зажимным устройством (3 -71) такой же конструкции. При этом можно получить новые углы «2 . «з и т.п., а следовательно, и более длинный ступенчатый срез стопы 15. Формула изобретения
1. Способ смещения деталей в стопе,
заключающийся в том, что фиксируют положение деталей одна относительно другой с одного края стопы, изгибают зафиксированный край стопы до образования смещения
между деталями в стопе, свободный край стопы свободно размещают в вертикальной плоскости и повторяют процесс смещения п раз в зависимости от толщины деталей и заданной величины смещения между деталями в стопе, отличающийся тем, что, с целью повышения надежности смещения деталей в стопе за счет исключения образования напуска, изгибают зафиксированный край стопы путем подъема стопы с одновременным поворотом ее на 90° и перебрасыванием свободного края стопы в направлении к зафиксированному краю стопы, а перед повторением процесса смещения фиксируют свободный край стопы и освобождают зафиксированный край стопы.
2. Устройство для смещения деталей в стопе, содержащее опору и цилиндриче
ский зажим, отличающееся тем, что, с целью повышения надежности работы, опора выполнена в виде пластины с клинообразным концом и ручкой на другом конце и снабжена перпендикулярно закрепленным между ними стержнем, на котором па- раллельно пластине установлен с возможностью вертикального перемещения и поворота относительно горизонтальной оси, перпендикулярной стержню и пластине, цилиндрический зажим, снабженный ручкой и покрытый материалом .с высоким коэффициентом трения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки деталей | 1989 |
|
SU1650829A1 |
| Устройство для маркировки текстильных деталей | 1990 |
|
SU1726609A1 |
| Приспособление для смещения деталей в стопе перед их поштучным отделением | 1991 |
|
SU1796575A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОГО ОТДЕЛЕНИЯ ОТ СТОПЫ И ВЫДАЧИ ГАЗЕТ И ТОМУ ПОДОБНЫХ ЛИСТОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219585C1 |
| Устройство для смещения слоев в стопе перед их поштучным отделением | 1990 |
|
SU1747367A1 |
| Устройство для поштучной выдачи деталей | 1987 |
|
SU1641576A1 |
| Устройство для поштучного отделения мягких деталей | 1988 |
|
SU1611823A1 |
| Устройство для маркировки деталей | 1987 |
|
SU1442583A1 |
| Способ разделения деталей в стопе перед их поштучной выдачей из стопы | 1988 |
|
SU1627484A1 |
| Способ отделения деталей от стопы и устройство для его осуществления | 1990 |
|
SU1724556A1 |
Использование: в процессах манипулирования деталями малой жесткости, находящимися в стопе, перед их поштучном отделении. Сущность изобретения: способ смещения деталей в стопе заключается в том, что фиксируют положение деталей отг носительно друг.друга с одного края стопы, изгибают зафиксированный край стопы до образования смещения между деталями а стопе, а свободный край стопы свободно Изобретение относится к текстильной оснастке производственных процессов легкой промышленности и может быть использовано на швейных, обувных и трикотажных фабриках при обслуживании автоматизированного оборудования, в частности при заправке транспортных и робототехнических средств, предназначенных для отделения деталей от стопы. Известны устройства стационарного типа, содержащие подвижные поверхности и размещают в вертикальной плоскости и повторяют процесс смещения п раз в зависимости от толщины деталей и заданной величины смещения между деталями в стопе. При этом зафиксированный край стопы изгибают путем подьема стопы с одновременным поворотом ее на 90° и перебрасыванием свободного края стопы в направлении к зафиксированному краю стопы. Перед повторением процесса смещения фиксируют свободный край стопы и освобождают зафиксированный край стопы. Устройство для смещения деталей в стопе содержит опору и цилиндрический зажим. Опора выполнена в виде тонкой пластины с клинообразным концом и ручкой на другом конце и снабжена перпендикулярно закрепленным между ними стержнем, на котором параллельно пластине установлен с возможностью вертикального перемещения и поворота относительно горизонтальной оси, перпендикулярной стержню и пластине, цилиндрический зажим, снабженный ручкой и покрытый материалом с высоким коэффициентом трения. 2 с.п. ф-лы, 3 ил. зажимные приспособления со сложными приводными устройствами. Известен способ смещения слоев в стопе, заключающиеся в принудительном наматывании стопы из текстильных деталей на цилиндрическом основании с последующим смещении торцов деталей. Использование такого способа облегчает поштучное отделение деталей от стопы. Однако из-за сложности процесса принудительного наматывания на жесткий цилиндр или основание и из-за трения между деталя(Л G vj го о СА fe
| КОДЕР И ДЕКОДЕР | 2015 |
|
RU2639677C1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Заявка СССР № 4412400/30-12, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
