Изобретение относится к разделению тонких гибких листовых деталей, уложенных в стопы, преимущественно текстильных деталей швейных изделий, подаваемых в зону обработки машин.
Наиболее близким к предлагаемому является способ отделения деталей от пачки, преимущественно швейных изделий, включающий фиксацию одного края пачки на столе и отделение деталей с одновременной фиксацией другого края пачки путем протягивания через край пачки гибкого элемента с наконечником.
Недостатками указанного способа являются ограниченные технологические возможности применения его для материалов с широким диапазоном плотности из-за присутствия наконечника на конце гибкого длинномерного элемента и недостаточная надежность по причине изменения деформационных свойств пачки при изменении ее
толщины (в начале и конце процесса отделения). Указанные причины не позволяют осуществлять надежное отделение деталей протаскиванием гибкого элемента с наконечником постоянным шагом. Следует отметить, что и усилие, необходимое для протаскивания гибкого элемента с наконечником через одну деталь, так же не является постоянным при отделении первых и последних деталей.
Целью изобретения является расширение технологических возможностей и повышение надежности отделения.
Поставленная цель достигается тем, что в процессе отделения деталей от стопы, включающем фиксацию заданного положения стопы, осуществляемую путем приложения усилия прижима с разных сторон по двум противоположным краям стопы и проведения длинномерного элемента через один край стопы в ее поперечном направле(Л
С
XI
го - ел
СЛ О
нии, и отделение нижней детали, при фиксации заданного положения стопы и через другой край стопы проводят длинномерный элемент в поперечном направлении, а отделение нижней детали осуществляют путем освобождения зафиксированных ее краев от длинномерного элемента, поочередного смещения каждого зафиксированного края нижней детали к середине стопы до его освобождения от усилия прижима и последующего расправления.
Поставленная цель достигается также тем, что в устройстве для отделения деталей от стопы, содержащем пару средств для фиксации положения края стопы, каждое из которых включает пару прижимных элементов, расположенных с противоположных сторон стопы, смонтированный на одном из средств фиксации положения края стопы длинномерный элемент для проведения его через соответствующий край стопы, в поперечном направлении, соединенное с длинномерным элементов средство пошагового изменения его рабочей длины и приспособление для отделения нижней детали, другое средство для фиксации положения края стопы имеет длинномерный элемент и средство для шагового изменения его рабочей длины, а каждый прижимной элемент для верхней детали в стопе имеет привод его вертикального пошагового перемещения, при этом каждый длинномерный элемент выполнен в виде установленной на верхнем прижимном элементе иглы, свободный конец которой размещен с зазором относительно нижнего прижимного элемента, причем средство для отделения нижней детали выполнено в виде пары роликов, установленных с возможностью реверсивного поворота. При этом каждая игла имеет средство регулирования ее начального положения, устройство вцелом - размещенную под одним из нижних прижимных элементов горизонтальную направляющую для его установки и фиксатор положения, а соответствующий ролик средства для отделения нижней детали от стопы закреплен на нижнем прижимном элементе, соединенным с верхним прижимным элементом. ,
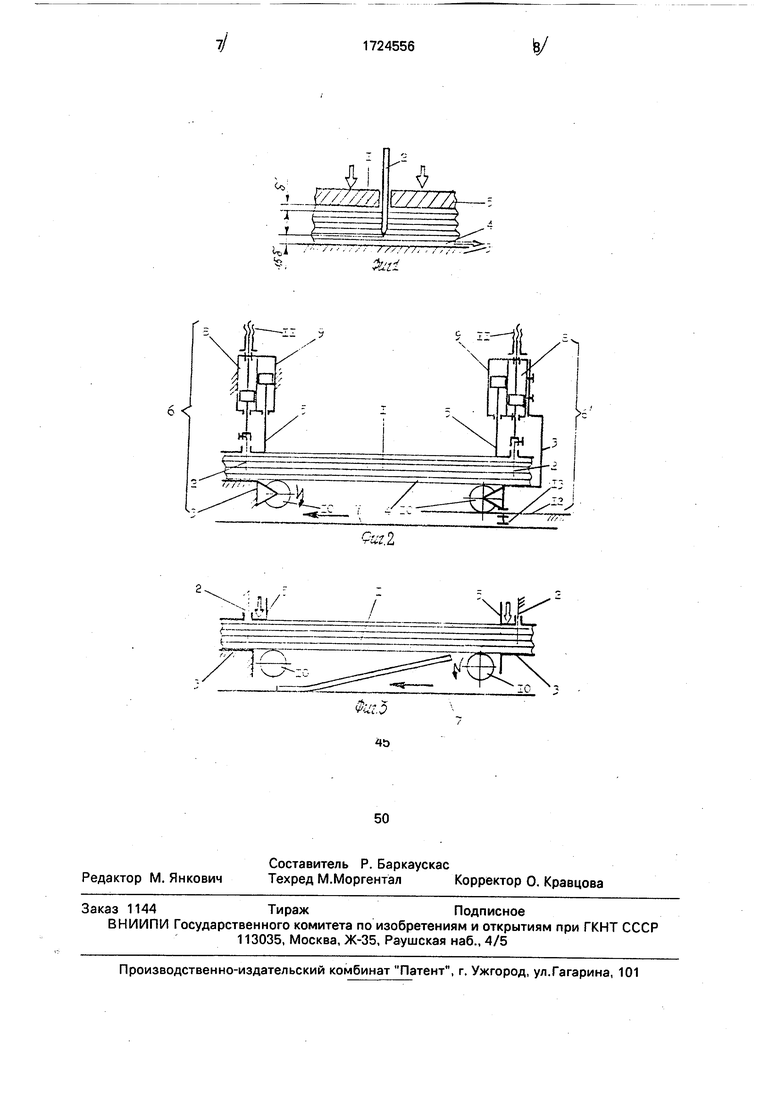
На фиг. 1 показана схема выполняемых приемов по предлагаемому способу; на фиг. 2 и 3 - принципиальные схемы устройства, осуществляющего способ.
Один из краев стопы 1 (фиг. 1) фиксируют длинномерными элементами, например иглами 2, свободные концы которых не доходят до опорной поверхности 3 на расстоянии 1,5(5, где д- толщина деталей стопы. Отделение нижней детали 4 от стопы осуществляют путем последовательного освобождения зафиксированных ее краев от игл 2 (длинномерных элементов) смещающимся упором 5 и поочередным перемещением каждого зафиксированного края нижней детали к середине стопы до его освобождения от усилия прижима с последующим его расправлением.
Аналогичные приемы с этой же последовательностью применяют и для отделения
края детали с другой (противоположной) стороны.
Устройство содержит два средства 6 и 6 фиксации и отделения краев деталей стопы и ленточный транспортер 7. Каждое
средство фиксации и отделения краев деталей состоит из пневмоцилиндра 8, к штоку которого крепятся длинномерные элементы (иглы) 2, цилиндра 9, к штоку которого прикреплены верхние прижимные элементы 5
для смещения стопы 1 в сторону свободных концов игл с отверстиями под иглы, нижнего прижимного элемента в виде опорной площадки 3, и ролика 10 с приводом для периодического поворота и отделения краев нижней детали стопы. Ход штоков цилиндров 8 регулируют упорными гайками 11.
Устройство работает следующим образом.
После установки стопы текстильных деталей на площадки 3 (фиг, 2) осуществляют подачу сжатого воздуха в верхние полости цилиндров 8 и 9. Иглы 2 прокалывают края стопы и способствуют фиксации их на опорных площадках 3. Верхние прижимные элементы 5 поджимают края стопы, постепенно смещая их в сторону свободных концов игл, а также создают прижимное усилие, фиксирующее край стопы. В дальнейшем специальный привод поворачивает левый ролик
10 и смещает левый край нижней детали 4 к середине стопы. Край детали подается на движущуюся ленту транспортера 7 и распрямляется. После этого производится аналогичный поворот правого ролика 10 (фиг. 3) и полное отделение нижней детали 4, которая лентой транспортера 7 перемещается в зону обработки,
После отделения нижней детали края стопы смещаются верхними прижимными
элементами 5 вниз и последующая деталь освобождается от игл и занимает положение нижней. В дальнейшем цикл повторяется.
При изменении размеров стопы осуществляют коррекцию положения правого средства фиксации и отделения краев деталей 6 путем перемещения в направляющих 12 и закрепления его стопорными винтами 13.
При изменении толщины деталей стопы рабочее положение игл 2 регулируют упорными гайками 11.
Применение предлагаемого способа и устройства расширит технологические воз- можности и повысит надежность процесса поштучного отделения деталей от стопы. Это способствует повышению коэффициента использования технологического оборудования, а за одно и фактической производительности его.
Формула изобретения
1.Способ отделения деталей от стопы, включающий фиксацию заданного положения стопы, осуществляемую путем приложе- ния усилия прижима с разных сторон по двум противоположным краям стопы и проведения длинномерного элемента через один край стопы в ее поперечном направлении, и отделение нижней детали, о т л и ч а ю щ и и с я тем, что, с целью расширения технологических возможностей и повышения надежности отделения, при фиксации заданного положения стопы и через другой край стопы проводят длинномерный эле- мент в поперечном направлении, а отделение нижней детали осуществляют путем освобождения зафиксированных ее краев
от длинномерного элемента, поочередного смещения каждого зафиксированного края нижней детали к середине стопы до его освобождения от усилия прижима и последующего расправления.
2.Устройство для отделения деталей от стопы, содержащее пару средств для фикса- ции положения края стопы, каждое из которых включает пару прижимных элементов, расположенных с противоположных сторон
стопы, смонтированный на одном из средств фиксации положения края стены длинномерный элемент для проведения его через соответствующий край стопы в поперечном направлении, соединенное с длинномерным элементом средство пошагового изменения его рабочей длины и приспособление для отделения нижней детали, от стопы, отличающееся тем, что, с целью расширения технологических возможностей и повышения надежности отделения, другое средство для фиксации положения края стопы имеет длинномерный элемент и средство для пошагового изменения его рабочей длины, а каждый прижимной элемент для верхней детали в стопе имеет привод его вертикального пошагового перемещения, при этом каждый длинномерный элемент выполнен в виде установленной на верхнем прижимном элементе иглы, свободный конец которой размещен с зазором относительно нижнего прижимного элемента, причем средство для отделения нижней детали выполнено в виде пары роликов, установленных с возможностью реверсивного поворота.
3.Устройство по п. 2, отличающее, с я тем, что каждая игла имеет средство регулирования ее начального положения.
4.Устройство по пп. 2иЗ, отличающее с я тем, что оно имеет размещенную под одними из нижних прижимных элементов горизонтальную направляющую для его установки и фиксатор положения, а соответствующий ролик средства для отделения нижней детали от стопы закреплен на нижнем прижимном элементе, соединенным с верхним приемным элементом.
. i /
:
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перелистывания деталей кроя швейных изделий | 1989 |
|
SU1687457A1 |
| Устройство для отделения листового материала от стопы | 1986 |
|
SU1341133A1 |
| СТЕНД-УСТРОЙСТВО, УСТРОЙСТВО ЗАЖИМА, МЕХАНИЗМ ЛОКАЛЬНОЙ ГИБКИ НЕМТИНА В.Ф. И СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ С ИХ ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2320441C1 |
| Устройство для подачи многослойного настила волокнистого материала к вырубочному прессу | 1983 |
|
SU1138374A1 |
| Устройство для отделения текстильных заготовок при их маркировке | 1991 |
|
SU1770496A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПАКОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2192374C2 |
| Устройство для отделения от стопы пачки листов | 1980 |
|
SU927700A1 |
| Устройство для декоративной отделки поверхности детали | 1991 |
|
SU1802789A3 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1983 |
|
SU1125082A1 |
| Способ разделения деталей в стопе перед их поштучной выдачей из стопы | 1988 |
|
SU1627484A1 |
Сущность изобретения: способ включает фиксацию заданного положения стопы, включающую приложение усилий с обеих сторон стопы по двум ее краям и проведение игл в поперечном направлении по обоим краям. Отделение нижней детали осуществляют путем ее освобождения от иглы и поочередным смещением ее зафиксированных краев к середине до освобождения их от усилия прижима с последующим их расправлением. Особенность устройства заключается в том, что края стопы фиксируют усилием прижима и проведением игл в поперечном направлении. Иглы имеют привод пошагового перемещения. Средство для отделения нижней детали выполнено в виде пары роликов. Они установлены с возможностью реверсивного поворота. 2 с. и 2 з.п. ф-лы, 3 ил.
| Способ отделения деталей от пачки | 1987 |
|
SU1505868A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
