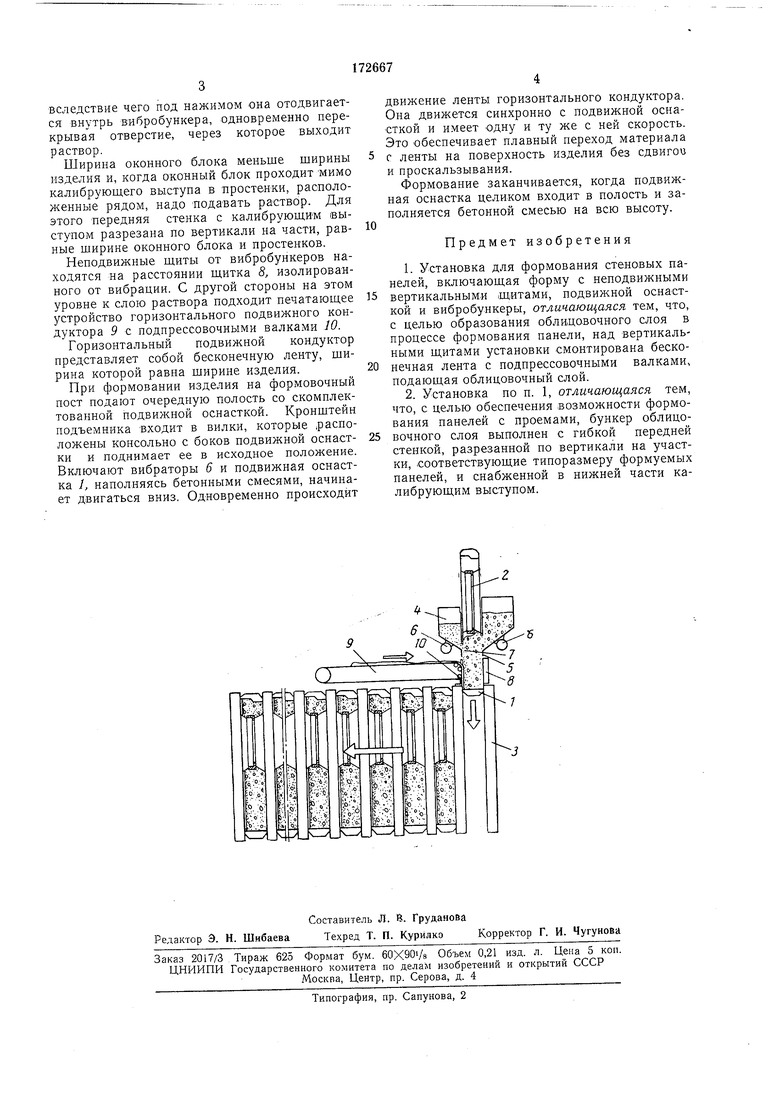
Изобретение относится к установкам для формирования стеновых панелей с фактурным слоем. Известны подобного рода установки, включающие вертикальные щиты, раздаточные бункеры с вибраторами и подвижную оснастку. Недостатком этих установок является то, что верхняя открытая поверхность изделия требует больших трудозатрат для ее выравнивания и затирки. В предлагаемой установке этот недостаток устранен и обеспечена возможность образования облицовочного слоя в процессе формования панели, а также возможность формирования панелей с проемами. Достигается это тем, что над вертикальными щитами установки смонтирована бесконечная лента с под,прессовочиыми валками, подающая облицовочный слой. Бункер облицовочного слоя выполнен с гибкой передней стенкой, разрезанной по вертикали на участки, соответствующие типоразмеру формуелмых панелей, и снабженной в нижней части калибрующим выступом. На чертеже представлена схема установки для формования стеновых панелей, общий вид. Изделие формуется в вертикальном положении в замкнутой подвижной оснастке /, ванием подвижную оснастку комплектуют необходимыми арматурными каркасами, закладными деталями н оконным блоком 2 с опалубкой откосов. В процессе формования изделие опускают в полость, образованную двумя неподвижными пиитами ,5. Над щитами расположены формующие . вибробункеры 4 с наклонными днищами, в нижней части которых имеется вертикальный элемент 5. Длина вибробункера равна максимальной ширине изделия. Один вибробункер предназначен для легкобетонной смеси, другой - для раствора фактурного слоя. Бетонные смеси поступают в полость от вибраторов 6, укрепленных на днищах бункеров 4. Подвижную оснастку перед формованием выдвигают вверх так, чтооы днище ее подошло к низу отверстий вибробункеров, через которые выходит бетон. Из одного вибробункера бетонная смесь выходит через отверстие, сотзетствуюн1ее толщине этого слоя изделия. Из друго о раствор выходит через калибруюи ее отверстие, создающее фактурный слой. Для того, чтобы слои не смешивались, в нижней части передней стенки вибробункера, над отверстием, из которого выходит раствор, имеется калибруюни1Й выступ 7. Поскольку выступ входит в полость и мещает
вследствие чего под нажимом она отодвигается внутрь вибробункера, одновременно перекрывая отверстие, через которое выходит раствор.
Ширина оконного блока меньше ширины изделия и, когда оконный блок проходит мимо калибруюшего выступа в лростенки, расположенные рядом, надо подавать раствор. Для этого передняя стенка с калибруюшим выступом разрезана по вертикали на части, равные ширине оконного блока и простенков.
Неподвижные шиты от вибробункеров находятся на расстоянии шитка 8, изолированного от вибрации. С другой стороны на этом уровне к слою раствора подходит печатающее устройство горизонтального подвижного кондуктора 9 с подпрессовочными валками 10.
Горизонтальный подвижной кондуктор представляет собой бесконечную ленту, ширина которой равна ширине изделия.
При формовании изделия на формовочный пост подают очередную полость со скомплектованной подвижной оснасткой. Кронштейн подъемника входит в вилки, которые расположены консольно с боков подвижной оснастки и поднимает ее в исходное положение. Включают вибраторы 6 и подвижная оснастка 1, наполняясь бетонными смесями, начинает двигаться вниз. Одновременно происходит
движение ленты горизонтального кондуктора. Она движется синхронно с подвижной оснасткой и имеет одну и ту же с ней скорость. Это обеспечивает плавный переход материала с ленты на поверхность изделия без сдвигои и проскальзывания.
Формование заканчивается, когда подвижная оснастка целиком входит в полость и заполняется бетонной смесью на всю высоту.
Предмет изобретения
1.Установка для формования стеновых панелей, включающая форму с неподвижными
вертикальными щитами, подвижной оснасткой и вибробункеры, отличающаяся тем, что, с целью образования обли цовочного слоя в процессе формования панели, над вертикальными щитами установки смонтирована бесконечная лента с подпрессовочными валками, подающая облицовочный слой.
2.Установка по п. 1, отличающаяся тем, что, с целью обеспечения возможности формования панелей с проемами, бункер облицовочного слоя выполнен с гибкой передней стенкой, разрезанной по вертикали на участки, соответствующие типоразмеру формуемых панелей, и снабженной в нижней части калибрующим выступом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1972 |
|
SU435936A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКОГО БЕТОНА | 1964 |
|
SU164830A1 |
| Многоэтажное здание Белоуса | 1990 |
|
SU1796748A1 |
| Способ изготовления строительныхэлЕМЕНТОВ | 1979 |
|
SU835996A2 |
| «ВНИИПРОЕКТЭЛЕКТРОМОНТАЖ» | 1973 |
|
SU375186A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ УКРУПНЕННЫХ СТЕНОВЫХ ЭЛЕМЕНТОВ И СТЕНОВОЕ ТЕПЛОСБЕРЕГАЮЩЕЕ ОГРАЖДЕНИЕ ЗДАНИЙ, ПОЛУЧЕННОЕ НА ДАННОЙ ЛИНИИ | 2008 |
|
RU2398677C2 |
| ПР.- БИБЛИОТЕКА | 1971 |
|
SU294735A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ СЛОЯ БЕТОНА | 1966 |
|
SU215779A1 |
| Способ изготовления железобетонного объемного блока | 2024 |
|
RU2830661C1 |
| КОНВЕЙЕР ДЛЯ ИЗГОТОВЛЕНИЯ МЕЛКИХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1971 |
|
SU309831A1 |
