Изобретение относится к изготовлению мелких бетонных и железобетонных изделий на конвейерных линиях.
Известен конвейер, включающий бесконечную ленту со сменной бортоснасткой, пост подготовки форм и камеру термической обработки.
Известные конвейерные установки предназначены для изготовления крупных изделий. Применение же их для формования мелких бетонных или железобетонных изделий не обеспечивает необходимую производительность и качество изделий.
Цель изобретения - повысить производительность и улучшить качество изделий. Достигается это тем, что формующий узел выполнен в виде двух вибробункеров, смонтированных один против другого по обе стороны бортоснастки. Кроме того, между вибробункерами через упругие прокладки неподвижно укреплен верхний щит бортоснастки.
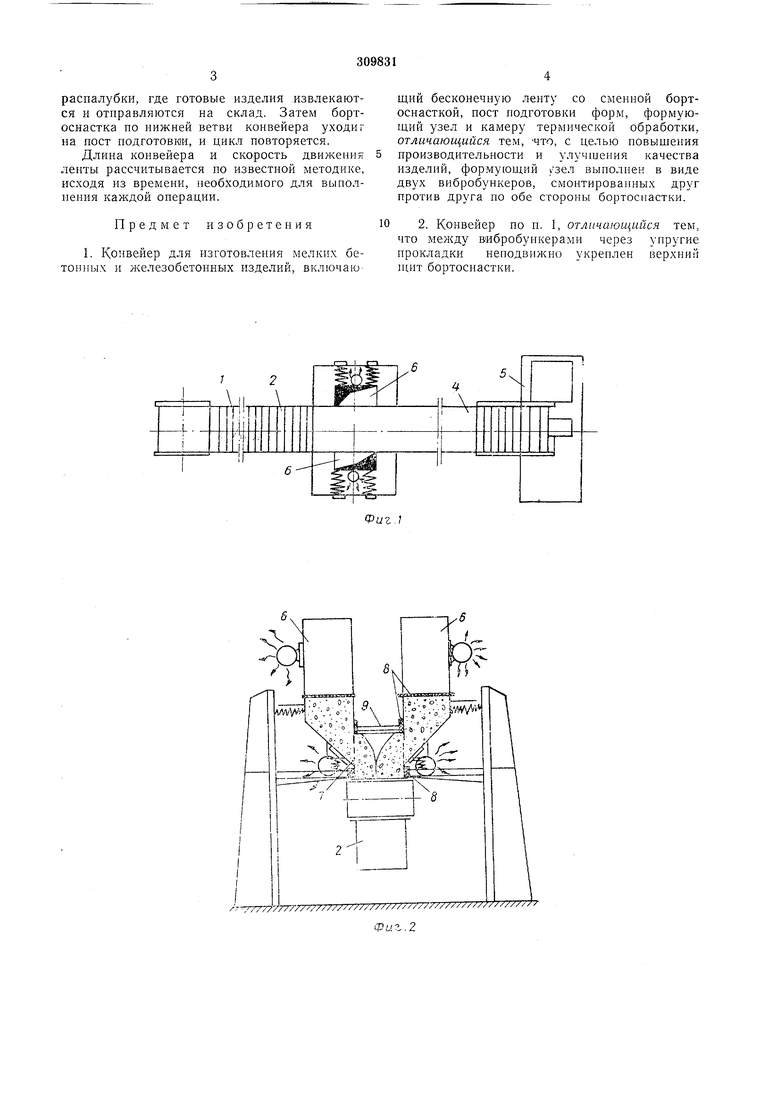
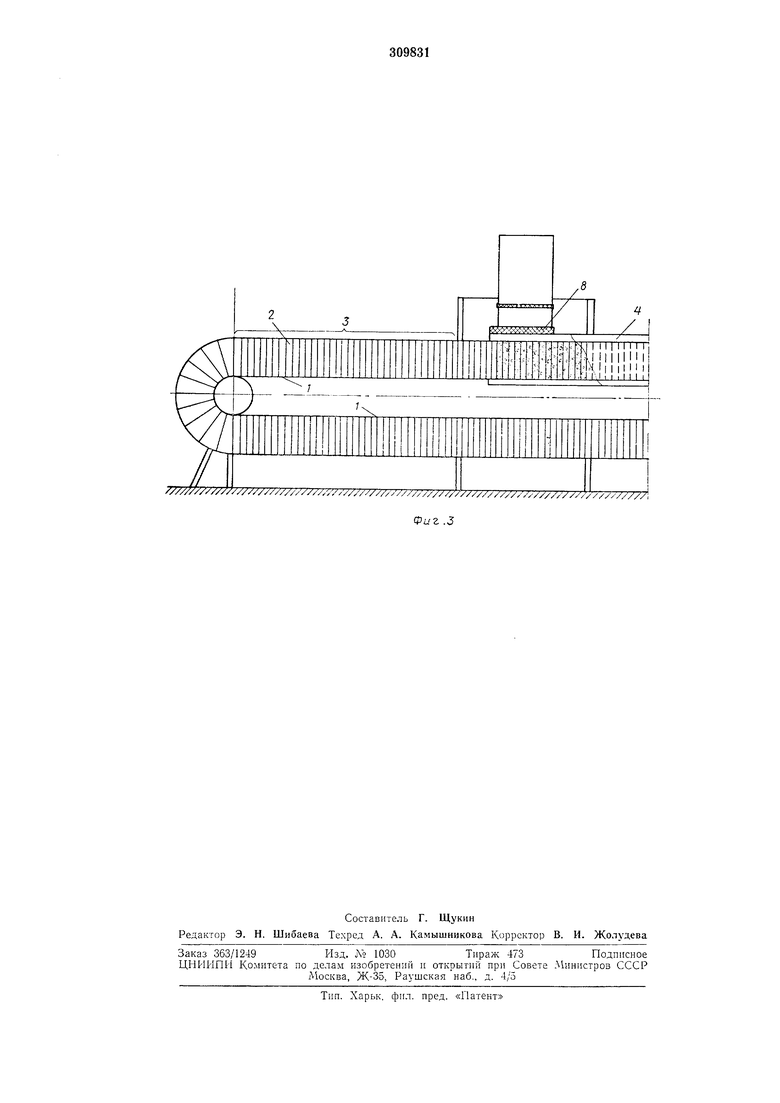
На фиг. 1 - изображен конвейер в плане; на фиг. 2 - формующий узел, поперечный разрез; на фиг. 3 - конвейер, продольный разрез.
Копвейер состоит из бесконечной ленты / со сменной бортоснасткой 2, поста 3 подготовки форм, формующего узла, камеры 4 термической обработки и поста 5 распалубки изделий.
Два вибробункера 6 формующего узла расположены по обе стороны бортоснасткн 2 и обращены к ней выпускны.ми отверстиями 7. Между вибробункера.ми на унругих прокладках 8 неподвижно укреплен верхний щит 9 бортоснасткн. Таким образом формовочные полости образованы снизу бесконечной лентой , сверху верхним щитом 9 и но длине разделительными перегородками бортоснастки. Оставшиеся боковые отверстия служат для заполнения формующих полостей бетонной смесью из вибробункеров 6 через выпускные отверстия 7.
Работает конвейер следующим образом.
На посту подготовки бортоснастка очищается, смазывается и в нее устанавливается арматура и закладные детали. Затем формы поступают к формующему узлу. Как только бортоснастка минует передний обрез выпускных отверстий вибробункеров, бетонная смесь начинает заполнять формовочную полость. По мере продвижения бортоснастки мимо вынускных отверстий осуществляется укладка и уплотнение бетонной смеси в формующие нолости до полного ее занолнения.
Миновав формующий узел, бортоснастка с изделия.ми ноступает в камеру термической обработки, где изделия подвергаются тепловой обработке. При дальнейшем движении ленты бортоснастка направляется на пост
распалубки, где готовые изделия извлекаются и отправляются на склад. Затем бортоснастка по нижней ветви конвейера уходит на пост подготовми, и цикл повторяется.
Длина конвейера и скорость движения ленты рассчитывается по известной методике, исходя из времени, необходимого для выполнения каждой операции.
Предмет изобретения
1. Конвейер для изготовления мелких бетонных и железобетонных изделий, включаю
щий бесконечную ленту со сменной бортоснасткой, пост подготовки форм, формующий узел и камеру термической обработки. отличающийся тем, что, с целью повышения производительности и улучшения качества изделий, формуюц ий узел выполнен в виде двух вибробункеров, смонтированных друг против друга по обе стороны бортоснастки.
2. Конвейер по п. 1, отличающийся тем, что между вибробункерами через упругие прокладки неподвижно укреплен верхниГ щит бортоснастки.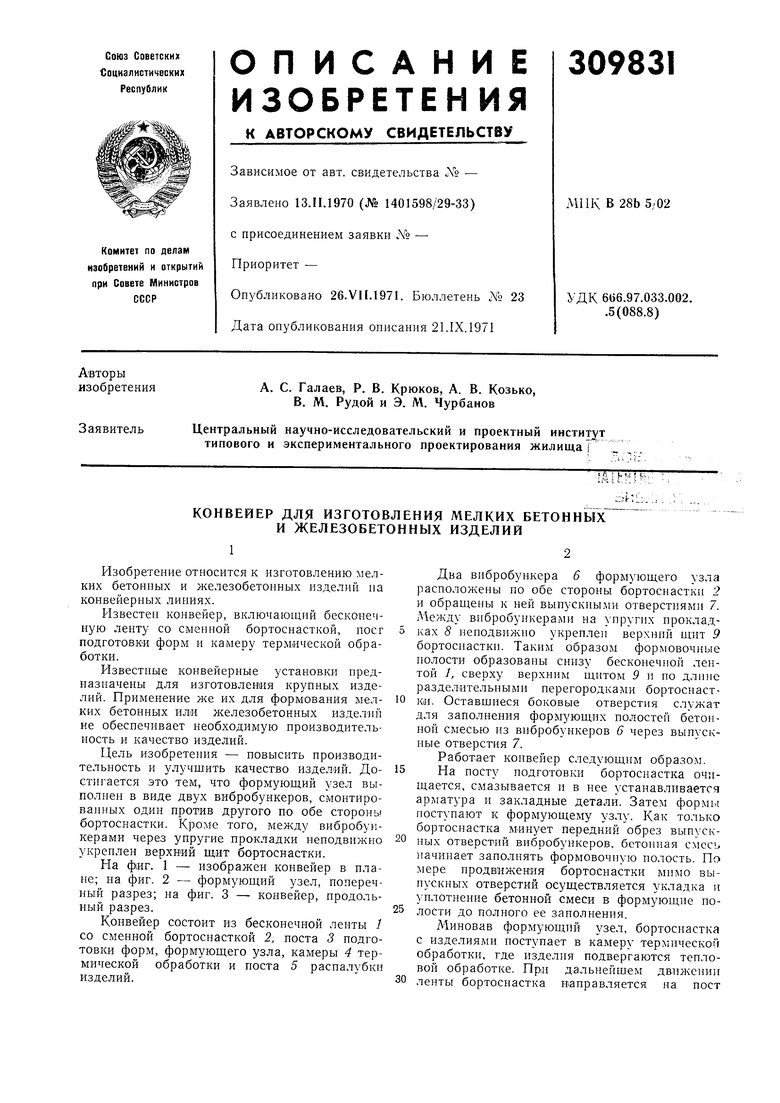
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЖЕСТКИХ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2090360C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ СТЕНОВЫХ ПАНЕЛЕЙ « | 1965 |
|
SU172667A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ | 1973 |
|
SU407738A1 |
| Конвейерная линия для формования железобетонных изделий | 1989 |
|
SU1682172A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1976 |
|
SU614950A1 |
-. y/V/yTTTT/V V///// /
