N2...
N3POOOOLF
N4G50...
N5G50X...Y...Z...CLF
N6G50X...Y...Z....CLF
N50...X...Y...Z...C...P...LF
N51...
N52...
N53POOOOLF
N54G40POOOOLF
N55G40X...Y...Z...C...POOOOLF N56G40X...Y...Z...C...POOOOLF
N100...X...Y...Z...C...P....LF
Формообразующее движение инструмента 1 относительно детали 2 обеспечивается программно управляемыми приводами подач.
Перемещение инструмента 1 по координате Р осуществляется приводом 16 инструмента.
Процесс обработки включает в себя два режима: режим замера, когда обрабатывающий инструмент движется вдоль поверхности обработки, касаясь ее и замеряя отклонения реального обрабатываемого контура от теоретического, и режим обработки, когда инструмент повторно движется вдоль обрабатываемой поверхности, производя ее обработку с учетом реального положения обрабатываемой поверхности.
В кадрах № 1, 2, 3 приведенной выше программы инструмент перемещается в исходную точку. При этом перемещение координаты Р осуществляется при поступлении унитарного кода на входы управления + Р устройства и при воздействии его через, элементы ИЛИ 11. 13 на привод 16 инструмента.
При обработке кода N4 на управляющем входе Режим 1 (G50), устанавливается разрешающий потенциал, открывающий элементы И 3,4.
Цепь источника тока 7, состоящая из последовательно соединенных инструмента 1, детали 2 и входной цепи блока 8 гальванической развязки, разомкнута.
При этом нулевой потенциал с выхода блока 8 гальванической развязки устанавливает нулевой потенциал на l-входе триггера 9 и через элемент НЕ 10-единичный потенциал на К-входе этого триггера.
Первый же импульс частоты F через элемент И 4 и элемент ИЛИ 12, воздействуя на
С-вход триггера 9, установит его по заданному фронту в состояние, соответствующее состоянию его и К-входов.
После чего тактовые импульсы по 8 ходу
F через открытый элемент И 4 поступают на
суммирующий вход реверсивного счетчика
15и через элемент ИЛИ 13 на плюсовой вход привода 16 инструмента, вызывая перемещение инструмента в плюсовом на0 правлении, т.е. к детали.
В момент касания инструментом детали (при фрезерной обработке - касания вращающейся фрезой)замыкается цепь источника U тока 7 и на выходе блока 8 гальванической
5 развязки устанавливается единичный потенциал, при этом происходит смена состояний I и К-входов триггера 9 и по заднему фронту тактового импульса по входу F происходит смена состояний выходов триггера
0 9. Тактовые импульсы по входу F через открытый элемент И 3 поступают на вычитающий вход реверсивного счетчика 15 и через элемент ИЛ И 11 на минусовой вход привода
16инструмента, вызывая перемещение ин- 5 струмента в направлении от детали.
При размыкании цепи источника 7 тока работа устройства повторяется. Таким образом инструмент и деталь постоянно (в режиме замера) находятся в зоне электрического
0 контакта. При этом привод подач, отрабатывая информацию последующих кадров при- веденной программы (N5-N49), обеспечивает формообразующее движение инструмента относительно детали. В ревер5 сивном счетчике 15 при этом постоянно записано число, характеризующее абсолютное значение положения обрабатываемой поверхности по координате Р. Это число, суммируясь в сумматоре 17с
0 числом, равным глубине обработки поверхности, поступает на вход блока 18 оперативной памяти кодов обработки, куда и записывается по сигналу конца обработки кадра, поступающему с управляющего вхо5 да КОВ через элемент И 5, открытый потенциалом режима замера. По заднему фронту этого же сигнала через элемент ИЛИ 14 происходит смена адреса счетчика адреса 19, подготавливая для записи в блок 18
0 оперативной памяти кодов обработки следующей адрес. Таким образом после прохождения режима замера (кадры N5-N49), т.е. после прохождения инструмента вдоль детали в блоке 18 памяти отказываются за5 писанными абсолютные значения по координате Р множества точек, расположенных на реальной траектории.
Затем инструмент возвращается по программе в исходную точку (кадры N50- N53).
При отработке кадра N54 приведенной программы на управляющем входе Режим 3 устанавливается единичный потенциал, соответствующий дешифрированной функции G40 (режим обработки).
При обработке строки программы кадра N51 с символом Р устанавливается единичный потенциал на выходе дешифратора 22 и через элемент И 6, открытый разрешающим потенциалом управляющего входа Режим 2, поступает на вход сдвигового регистра 20. Обработка информации каждой строки сопровождается синхроимпульсом на управляющем входе СИ. Таким образом при обработке информации РОООО кадра isfe 54 на выходе сдвигового регистра 20 формируются импульсы опроса в момент появления на управляющем входе ISO нулевых строк после символа Р. Эти импульсы опрашивают поразрядно коммутатор 21. При этом на вход коммутатора 21 поступает параллельный код числа, представляющего собой сумму абсолютного значения координаты Р в точке касания инструментом детали и величины -, определяющей глубину врезания. Опрашивая подекадно этот код, устройство формирует на выходе коммутатора 21 значение декад этого кода в момент нулевой (цифра О) информации в линии 150. Так как выход коммутатора 21 соединен с четырьмя цифровыми дорожками линии 150, то в линии будет сформировано после символа Р число, считываемое из блока 18. оперативной памяти кодов обработки.
Это число через линию ISO воздействует на СЧПУ, в составе которого используется предлагаемое устройство, СЧПУ формирует унитарный код на управляющих входах +Р предлагаемого устройства и вызывает соответствующие перемещение по координате Р, несмотря на то, что в программе (кадр N54) запрограммирована нулевая информация.
Аналогичным образом происходит отработка последующих (N55-N99) кадров программы.
Технические преимущества данного изобретения заключаются в упрощении конструкции станка и устройства управления, повышении точности обработки за счет исключения погрешности от изменения размеров режущего инструмента.
Формула изобретения
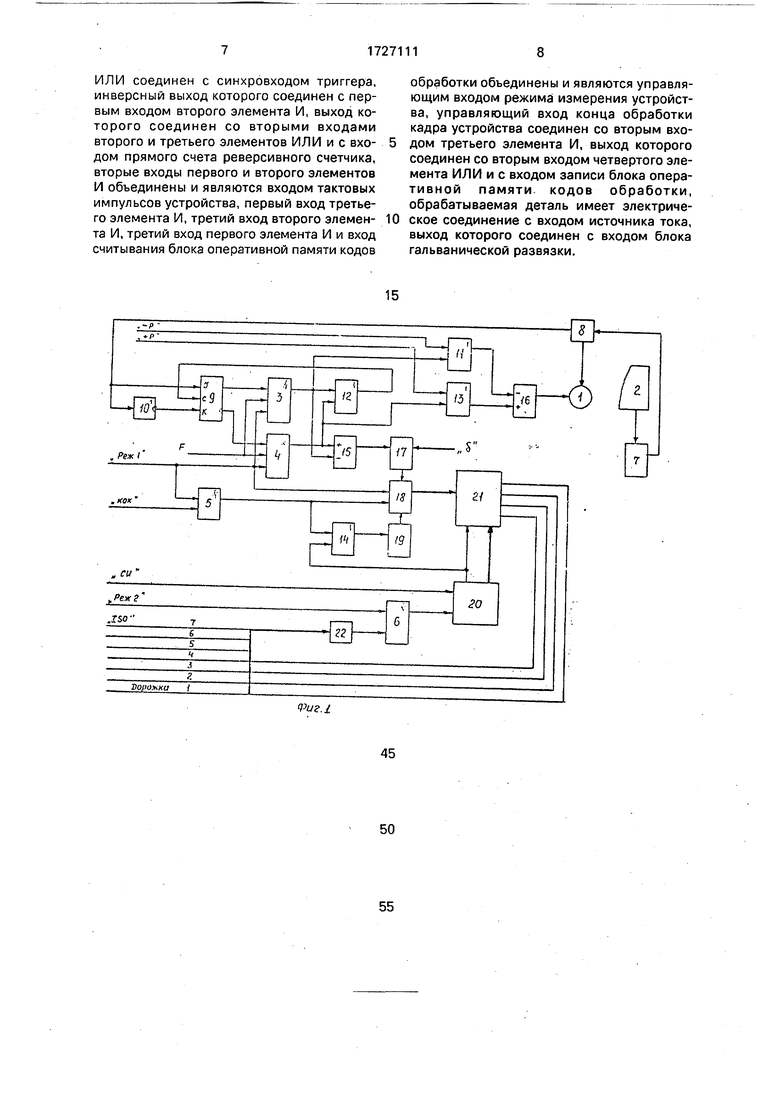
Устройство для программного управления с коррекцией траектории обработки, со- держащее обрабатываемую деталь, инструмент, первый, второй, третий и четвертый элементы И, триггер, элемент НЕ, первый, второй и третий элементы ИЛИ,
сумматор, счетчик адреса и сдвиговый регистр, отличающееся тем, что, с целью повышения точности обработки, в него дополнительно введены источник тока, блок
5 гальванической развязки, четвертый элемент ИЛ И, реверсивный счетчик, привод инструмента, блок оперативной памяти кодов обработки, дешифратор и коммутатор, причем привод инструмента механически сое0 динен с инструментом, четырехразрядный выход кода коммутатора объединен с пер-, выми четырьмя разрядами семиразрядного входа кода управления устройства, который также соединен с входами дешифратора,
5 выход которого соединен с первым входом четвертого элемента И, второй вход которого является входом режима обработки устройства, а выход четвертого элемента И соединен с информационным входом сдви0 гового регистра, младшие разряды информационных выходов которого соединены с первой группой информационных входов коммутатора, а старший разряд информационных выходов сдвигового регистра соеди5 нен с выходом управления коммутатора и с первым входом четвертого элемента ИЛИ, выход которого соединен со счетным входом, счетчика адреса, выходы которого соединены С адресными входами блока
0 оперативной памяти кодов обработки, информационные выходы которого соединены со второй группой информационных входов коммутатора, синхровход сдвигового регистра является синхровходом устройства, уп5 равляющие входы положительного и отрицательного перемещения устройства соединены соответственно с первыми входами третьего и первого элементов ИЛИ, выходы которых соединены соответственно
0 с управляющими входами положительного и отрицательного перемещения привода инструмента, первый выход блока гальванической развязки соединен с инструментом, а второй выход - с синхровходом установки
5 триггера и с входом элемента НЕ, выход которого соединен с синхровходом сброса триггера, прямой выход которого соединен с первым входом первого элемента И, выход которого соединен со вторым входом перво0 го элемента ИЛИ, с первым входом второго элемента ИЛИ и с входом обратного счета реверсивного счетчика, выходы которого соединены с первой группой информационных входов сумматора, вторая группа
5 информационных входов которого является группой входов кодов глубины обработки поверхности устройства, информационные выходы сумматора соединены с информационными входами блока оперативной памяти кодов обработки, выход второго элемента
ИЛИ соединен с синхровходом триггера, инверсный выход которого соединен с первым входом второго элемента И, выход которого соединен со вторыми входами второго и третьего элементов ИЛИ и с входом прямого счета реверсивного счетчика, вторые входы первого и второго элементов И объединены и являются входом тактовых импульсов устройства, первый вход третьего элемента И, третий вход второго элемента И, третий вход первого элемента И и вход считывания блока оперативной памяти кодов
0
обработки объединены и являются управляющим входом режима измерения устройства, управляющий вход конца обработки кадра устройства соединен со вторым входом третьего элемента И, выход которого соединен со вторым входом четвертого элемента ИЛИ и с входом записи блока оперативной памяти кодов обработки, обрабатываемая деталь имеет электрическое соединение с входом источника тока, выход которого соединен с входом блока гальванической развязки.
Внешний контур детали {траектории замера)

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сопряжения вычислительной машины с каналом связи | 1985 |
|
SU1291994A1 |
| Устройство памяти на кадр цифрового теливизионного изображения | 1988 |
|
SU1600002A1 |
| Устройство для вывода графической информации | 1990 |
|
SU1783572A1 |
| Устройство для обмена данными между источником и приемником информации | 1988 |
|
SU1557566A1 |
| Устройство для ввода информации | 1983 |
|
SU1109732A1 |
| Программное временное устройство | 1990 |
|
SU1762298A1 |
| УСТРОЙСТВО ТЕЛЕМЕХАНИКИ | 1995 |
|
RU2111546C1 |
| Устройство для сопряжения | 1983 |
|
SU1129603A1 |
| Устройство для сопряжения ЭВМ с внешней памятью | 1987 |
|
SU1515166A1 |
| Устройство для отображения информации на экране электронно-лучевой трубки | 1986 |
|
SU1539826A1 |




Фиг.З
. k
Фиг. 5
e. Ј
