Изобретение относится к технике нанесения гальванических покрытий на металлические изделия, в частности на медь и ее сплавы, и может быть использовано, например, при изготовлении хромированных бытовых смесителей.
Известен способ подготовки поверхности, который включает механическую обработку, обезжиривание и травление. При этом в деталях остаются большие внутренние напряжения, которые могут привести к коррозионному растрескиванию и разрушению изделия при эксплуатации его в средах, содержащих коррозионно-активные примеси, например NH4OH и др.
Известен способ, в котором для снятия напряжений проводят отжиг, а также нанесение медного и никелевого подслоя. Однако отжиг не дает полного снятия внутренних напряжений и его оказывается недостаточно, чтобы избежать коррозионного растрескивания. Кроме того, отжиг проводят после травления, что приводит к образованию окисной пленки на поверхности, поэтому требуется повторное травление (активизация) в соляной кислоте с добавкой хлоридов Ра и Sn.
Цель изобретения - повышение коррозионной стойкости изделий.
Это достигается тем, что в способе подготовки поверхности, включающем обезжиривание, травление, отжиг и никелирование, отжиг проводят перед травлением, а после травления изделие дополнительно фрезеруют при 18-25оС и плотности тока 3-5 А/дм2 в электролите, содержащем, г/л: хромовый ангидрид 300 - 350 и сернокислый аммоний 10-15, а затем проводят химическую обработку в течение 20-60с в растворе, содержащем, г/л: хромовый ангидрид 80-90, сульфат кальция 15 - 20 и хромат кальция 10 - 15.
Достижение поставленной цели обеспечивается тем, что введен комплекс обработок, который улучшает поверхность и повышает ее коррозионную стойкость. Во-первых, электрохимическое фрезерование наиболее полно и мягко удаляет верхний некондиционный слой, во-вторых, химобработка создает тончайшую ингибированную пленку на поверхности, которая устраняет макродефекты и нейтрализует дефекты микроструктуры типа дислокаций.
Предлагаемый способ был осуществлен по следующей схеме:
З а г о т о в к и.

Очистка от литника и облоя.

Отжиг в вакуумной печи при 250оС в течение 2 ч.

О б е з ж и р и в а н и е
раствором соды в смеси с тринатрийфосфатом и с добавками
жидкого стекла при 60-80оС, воздушный барботаж. Время
выдержки 3 мин.

Промывка горячей водой при 60-80оС, а затем холодной
водой при 20-30оС, сушка
Т р а в л е н и е
в растворе серной кислоты (100-150 г/л) при 25оС в течение 1 ч.

Промывка в холодной воде.

Электрохимические фрезерование в растворе состава, г/л:
хромовый ангидрид 300-350; сернокислый аммоний 10-150;
Т = 18 - 25оС, анодная плотность тока 3 - 5 А/дм2.

Промывка в холодной воде при 20 - 30оС.

Химическая обработка в растворе состава, г/л:
Хромовый ангидрид 80-90
Сульфат кальция 15-20
Хромат кальция 10-15
Температура кипения 18-25оС, время выдержки 20-60 с.

Промывка в холодной воде при 20-30оС.

Электрохимическое никелирование, в растворе состава, г/л:
Сернокислый никель 250-300
Борная кислота 30-40
Хлористый натрий 3-5
Хлорамин Б 3-4
Бутандиол-1,4 0,3-0,5
Аноды никелевые НПА 1, Т=50-55оС; i = 3-5 А/дм2;
V=6-12 В, рН = 4,5-5,5; τ= 9-13 мин.

Промывка холодной водой.

Хромирование в растворе состава, г/л:
Хромовый ангидрид 220-240
Серная кислота 1,8-2,2
Свинцовые аноды Т = 50-56оС; i = 15-25 А/дм2;
V = 12 В, τ = 3-4 мин.

Промывка в холодной воде.

С у ш к а.

Контроль качества покрытия.
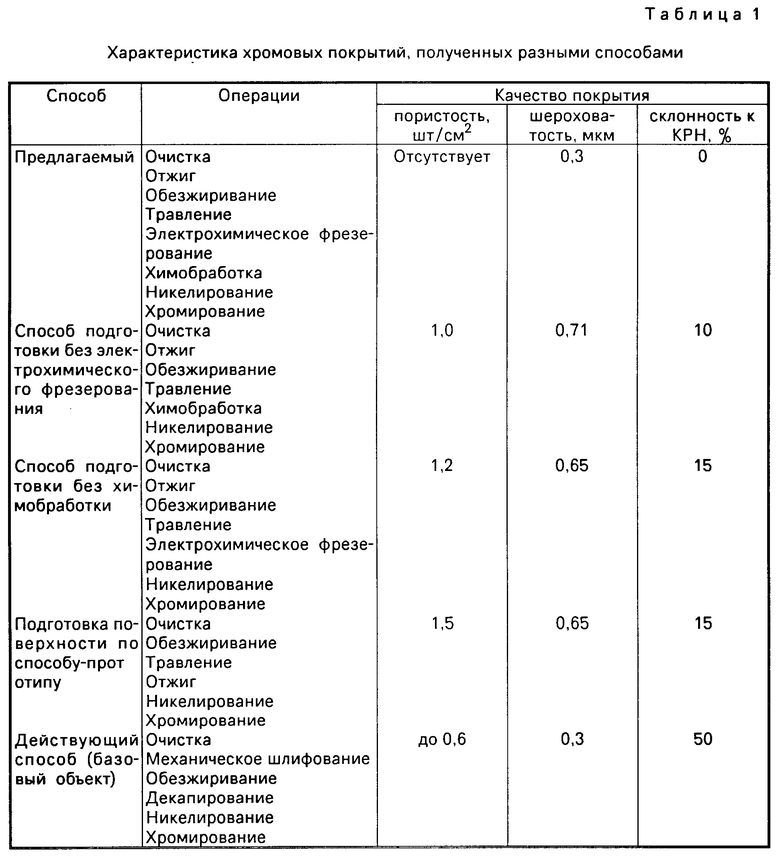
Результаты сравнительных испытаний способа сведены в табл.1.
Данные табл.1 показывают, что предлагаемый способ обеспечивает наиболее высокую коppозионную стойкость при испытании на "аммиачную" пробу выдержкой деталей в эксикаторе над 25%-ным раствором NH4OH в течение 4 ч с оценкой по количеству растрескавшихся деталей (в %).
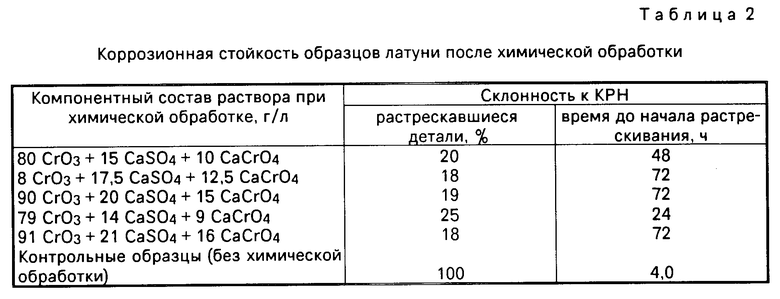
Данные испытаний образцов латуни, подвергшихся химической обработке раствором при различных соотношениях компонентов, сведены в табл.2.
Как видно из данных табл.2, только химическая обработка раствором предлагаемого состава снижает склонность к КРН со 100 до 20% и ниже, а по времени до начала растрескивания почти в 20 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОПОГЛОЩАЮЩИХ ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СИСТЕМ НА ПОДЛОЖКАХ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2018 |
|
RU2683883C1 |
| Композиционное металл-алмазное покрытие, способ его получения, алмазосодержащая добавка электролита и способ ее получения | 2018 |
|
RU2699699C1 |
| Способ получения композиционного металл-алмазного покрытия на поверхности медицинского изделия, дисперсная система для осаждения металл-алмазного покрытия и способ ее получения | 2020 |
|
RU2746730C1 |
| Композиционное металл-алмазное покрытие, способ его получения, дисперсная система для осаждения композиционного металл-алмазного покрытия и способ ее получения | 2019 |
|
RU2706931C1 |
| Способ химического никелирования заготовок стоматологических боров | 2022 |
|
RU2805729C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОПОГЛОЩАЮЩИХ ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СИСТЕМ НА ПОДЛОЖКАХ ИЗ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2020 |
|
RU2772080C2 |
| СПОСОБ НАНЕСЕНИЯ ХРОМОВОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СТАЛЕЙ | 2015 |
|
RU2595195C2 |
| Способ получения композиционного металл-дисперсного покрытия, дисперсная система для осаждения композиционного металл-дисперсного покрытия и способ ее получения | 2020 |
|
RU2746863C1 |
| Способ получения композиционного металл-дисперсного покрытия, дисперсная система для осаждения композиционного металл-дисперсного покрытия и способ ее получения | 2020 |
|
RU2746861C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ | 2020 |
|
RU2762695C1 |
Изобретение относится к технике нанесения гальванических покрытий на металлоизделия, в частности на медные сплавы, и может быть использовано при хромировании различной трубопроводной арматуры и других деталей. Целью изобретения является повышение коррозионной стойкости. Способ включает отжиг при 250 град. в течение 2 ч, обезжиривание тринатрийфосфатом с добавками жидкого стекла, травление в растворе серной кислоты 100 - 150 г/л, электрохимическое фрезерование в крепком растворе хромового ангидрида (300 - 350 г/л) с добавками сернокислого аммония (10 - 15 г/л), чистовую химобработку в разбавленном растворе хромового ангидрида (80 - 100 г/л) с добавками CaSO4 (15 - 20 г/л) и CaSO4 (10 - 15 г/л), электрохимическое никелирование (нанесение никелевого подслоя) в растворе сернокислого никеля (250 - 300 г/л) с добавками и электрохимическое хромирование в растворе хромового ангидрида (220 - 240 г/л) с сернокислой добавкой (1,8 - 2,2 г/л). 2 табл.
СПОСОБ ОБРАБОТКИ ЛАТУННЫХ ИЗДЕЛИЙ ПЕРЕД ХРОМИРОВАНИЕМ, включающий обезжиривание, травление, отжиг, никелирование, отлтчающийся тем, что, с целью повышения коррозийной стойкости, перед обезжириванием проводят отжиг, а после травления дополнительно изделия фрезеруют при 18-25оC и плотности тока 3-5 A/дм2 в электролите, содержащем, г/л: хромовый ангидрид 300-350 и сернокислый аммоний 10-15, а затем проводят химическую обработку в течение 20-60 с в растворе, содержащем, г/л: хромовый ангидрид 80-90, сульфат кальция 15-20 и хромат кальция 10-15.
| Способ предварительной обработки поверхности изделий перед амальгамированием | 1979 |
|
SU1036805A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
