Изобретение относится к технологии варки оптических стекол и стеклокристалли- ческих материалов и может быть использовано при варке стекол в индукционных печах с холодными тиглями (гарнисажные печи).
Известны способы варки стекла в индукционных печах прямого нагрева в охлаждаемых огнеупорных тиглях. При индукционном нагреве в холодных тиглях частичная гомогенизация является следствием движения конвективных потоков за счет температурного перепада между пристеночной областью и центром ванны расплава. Использование такого эффекта перемешивания не требует применения перемешивающих механических устройств, но при этом положительный результат гомогенизации достигается не во всех случаях индукционной варки и, как правило, не обеспечивает высокого качества стекла по бессвильности. Конвективного и электродинамического перемешивания не достаточно. Основной причиной этого является замкнутость конвективных потоков при движении по контуру: пристеночная область зеркало расплава - середина ванны распла- ва- область дна- пристеночная область. Гомогенизация в этом случае осуществляется за счет процесса диффузии между параллельно перемещающимися слоями стекломассы. Поэтому для гомогенизации расплава может быть использовано традиционное механическое перемешивание мешалками различного типа. Но внесение дополнительных гомогенизирующих устройств в расплав стекломассы приводит к частичному растворению материала устройств в стекломассе. Это является недостатком указанных способов варки, так как ухудшается качество стекла и усложняется способ варки.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому способу является способ варки тугоплавких стекол путем стартового нагрева и расплавления силикатов щелочных металлов, используемых в качестве исходной шихты, концентрация двуокиси кремния в каждой из которых соответствует началу монотонного роста температуры ликвидуса системы окислов, образующейся при
сл
с
XI N 00
со сл
взаимодействии расплава с материалом тигля.
Применение известного способа снижает уровень загрязнения стекломассы продуктами коррозии металлического тигля во время варки.
Недостатком способа является замкнутость контуров конвек ивных потоков, регулярность которых можно прервать только с помощью механического перемешивания.
Целью изобретения является повышение качества стекла по бессвильности при снижении или полном исключении загрязнения стекломассы.
Цель достигается тем, что согласно известному способу варки стекла в индукционной печи с кварцевым тиглем путем стартового разогрева и расплавления шихты и гомогенизации стекломассы с целью повышения качества стекла по бессвильности процесс гомогенизации стекломассы проводят при вращении кварцевого тигля со скоростью 1-30 об/мин вокруг своей оси при смещении ее положения относительно оси индуктора на величину
г (0,5-0.715)Нинд, где Рикд- радиус индуктора, мм;
К - минимальное расстояние между внутренней стенкой индуктора и наружной стенкой тигля, мм, которое составляет 20- 25 мм,
Отличительным признаком предлагаемого способа является предварительное смещение тигля относительно центра индуктора и вращение тигля. Эффективная гомогенизация не требующая применения перемешивающих устройств, достигается путем перемещения вращением элементарного объема стекломассы в зону, температура которой выше средней температуры объёма расплава вследствие большей плотности силовых линий электромагнитного поля, неоднородность которого в объеме стекломассы определяется величиной смещения оси тигля относительно оси индуктора.
Наименьшая величине смещения оси кварцевого тигля относительно оси индуктора, равная 2мин | К-(1-0,715)Яинд1, мм определяется тем, что дальнейшее ее уменьшение не приводит к увеличению эффекта перемешивания.
Наибольшая величина смещения центра кварцевого тигля относительно центра индуктора, равная ZMaxc К-(1-0,5)Ринд , мм устанавливается из возможности поддержания электрического режима, при котором осуществимо проведение процесса варки стекла.
Наименьшее расстояние между внутренней поверхностью индуктора и внешней поверхностью тигля К выбрано 20-25 мм. Такой диапазон изменения величины объясняется следующим. К « 20 мм - это минимально возможная величина, получаемая из условий электрической прочности воздушного зазора. Увеличиение расстояния К нецелесообразно, так как это приводит к
0 потере эффективности процесса гомогенизации в способе варки. Величина К 2,5 мм еще сохраняет все преимущества предлагаемого способа, но дальнейшее увеличение К приводит к уменьшению смещения тигля от5 носите льно индуктора или к существенному уменьшению диаметра тигля, при котором невозможно поддерживать стекломассу в расплавленном состоянии по причине недостаточной электрической мощности, вводи0 мой в расплав, а также затрудняет стабилизацию энергетических параметров процесса варки.
Интервал скорости вращения кварцевого тигля объясняется следующим.
5 Наибольшей температурой обладает та часть стекломассы, которая расположена ближе к поверхности индуктора. Движение конвективных потоков обуславливается расположением зон, температуры которых
0 максимально отличаются одна относительно другой. Скорость 1 об/мин является той минимальной величиной скорости, которая позволяет менять расположение зон в объеме стекломассы. Это приводит к усложне5 нию движения конвективных потоков. Эмпирическим путем найдена максимальная скорость вращения тигля, равная 30 об/мин. При скорости вращения выше указанной происходит усреднение температу0 ры расплава в пристеночных областях, и тем самым ситуация приближается к варке стекла при стационарном осесимметричном расположении тигля внутри индуктора. Предлагаемым способом варили стекло
5 следующего состава: 10%CaO 20%Na20- 70%5Ю2,(мас.%).
Шихту стекла засыпают в водоохлажда- емый кварцевый тигель диаметром 90 мм и помещают в индукционную установку ВЧИ
0 - 60/5,28. В данном примере был использован индуктор диаметром 165 мм. Кварцевый тигель смещают относительно центра индуктора на расстояние 18 мм с таким расчетом, чтобы минимальное расстояние между
5 наружным диаметром кварцевого тигля и внутренним диаметром индуктора составило 20 мм.
Индуктор установки подключен к ламповому генератору с рабочей частотой 5,28 мГц, имеющему регулируемую выходную
мощность 0-60 кВт. Стартовый нагрев осуществляется монокристаллом легированного кремния с удельным сопротивлением 1-0,5 Ом «см, запаянным в кварцевую ампулу. После включения генератора кварцевая ампула разогревается до 1300-1400°С. После появления первых порций расплава стартовая ампула удалялась. Регулировкой мощности генератора формируется ванна расплава с температурой 1200-1400°С. При этом начинают вращение кварцевого тигля. Скорость вращения, равна 10 об/мин. Максимальная температура варки стекла ограничивается степенью улета легколетучих компонентов. Для стекла указанного состава температуру расплава не поднимали выше 1800°С.
Выработка стекла осуществлялась в блок с последующим отжигом в муфеле.
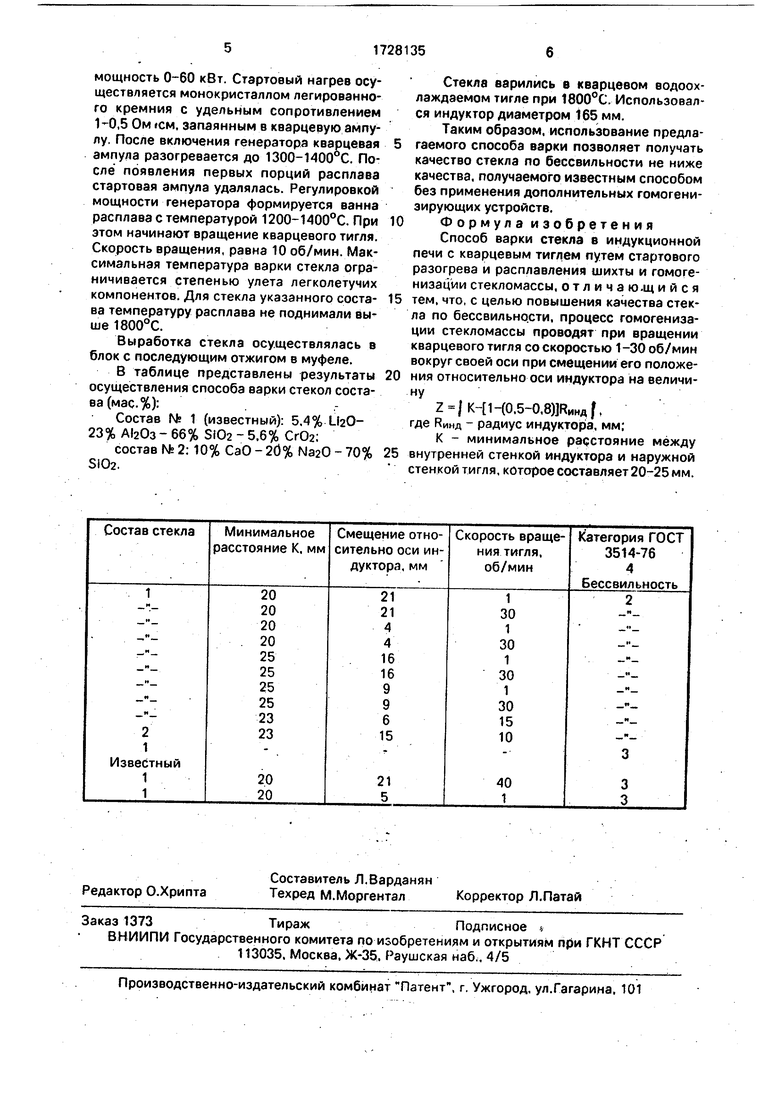
В таблице представлены результаты осуществления способа варки стекол состава (мае. %):
Состав Ns 1 (известный): 5.4% LfaO- 23% А120з - 66% SI02 - 5.6% Сг02;
состав № 2:10% СаО - 20% Na20 - 70%
SI02.
Стекле варились в кварцевом водоох- лаждаемом тигле при 1800°С. Использовался индуктор диаметром 165 мм.
Таким образом, использование предла- гаемого способа варки позволяет получать качество стекла по бессвильности не ниже качества, получаемого известным способом без применения дополнительных гомогенизирующих устройств. Ф ормул а изобретен ия
Способ варки стекла в индукционной печи с кварцевым тиглем путем стартового разогрева и расплавления шихты и гомогенизации стекломассы, отличаю.щийся тем, что, с целью повышения качества стекла по бессвильности, процесс гомогенизации стекломассы проводят при вращении кварцевого тигля со скоростью 1-30 об/мин вокруг своей оси при смещении его положе- ния относительно оси индуктора на величину.
(0.5-0,8)RMHflf. где Яинд - радиус индуктора, мм;
К - минимальное расстояние между
внутренней стенкой индуктора и наружной
стенкой тигля, которое составляет 20-25 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ варки тугоплавких стекол | 1986 |
|
SU1344743A2 |
| Способ варки тугоплавких стекол и индукционная печь для варки тугоплавких стекол | 1979 |
|
SU872465A1 |
| Способ МАХИД варки стекла | 1985 |
|
SU1284950A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФТОРОБЕРИЛЛАТНЫХ СТЕКОЛ | 1968 |
|
SU231080A1 |
| СПОСОБ ВАРКИ АГРЕССИВНОГО ОПТИЧЕСКОГО СТЕКЛА В ДВОЙНОМ СОСУДЕ | 2008 |
|
RU2392236C1 |
| Способ варки стекла | 1988 |
|
SU1548161A1 |
| Способ варки тугоплавких стекол | 1982 |
|
SU1049439A1 |
| Способ варки стекла | 1981 |
|
SU1006395A1 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157795C1 |
| ОПТИЧЕСКОЕ ФОСФАТНОЕ СТЕКЛО | 2010 |
|
RU2426701C1 |
Сущность изобретения: процесс гомогенизации стекломассы проводят при вращении кварцевого тигля со скоростью 1-30 об/мин вокруг своей оси при смещении ее положения относительно оси индуктора на величину Z |К - 1-(0,5-0,8)Ринд|, мм, где Ринд - радиус индуктора, мм: К - минимальное расстояние между внутренней стенкой индуктора и наружной стенкой тигля, мм, которое составляет 20-25 мм. 1 табл.
| Способ варки тугоплавких стекол | 1986 |
|
SU1344743A2 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ варки тугоплавких стекол | 1982 |
|
SU1049439A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
