Изобретение относится к контрольно-измерительной технике и может быть использовано в металлургии, машиностроении и других отраслях промышленности при контроле толщины стенки изделий с крупнозернистой структурой при одностороннем доступе.
Известен способ ультразвукового контроля толщины стенки изделий, заключающийся в том, что в изделии возбуждают, принимают прошедшие через него продольные ультразвуковые волны, измеряют время их прохождения, по которому судят о толщине.
Наиболее близким техническим решением является способ ультразвукового контроля, заключающийся в том, что в образец
под углом к его поверхности вводят импульсы ультразвуковых колебаний, принимают отраженные от противоположной поверхности эхо-сигналы, измеряют временную задержку эхо-сигналов относительно возбуждаемых импульсов и с ее учетом вычисляют толщину образца:
1 го оо
10
сл со
0,5 Wa ат Pi +
Cfti-tr) и (aL-aT)sinaJ
где а - угол ввода ультразвуковых волн в изделие, град;
С - скорость продольных волн в материале преобразователей, см/с;
ti, XT время распространения продольных и сдвиговых волн;
ai, ат - расстояния от точки ввода до точки приема соответственно продольных и сдвиговых волн.
Недостатком этих способов является большая трудоемкость и невысокая точность измерений в образцах крупнозернистых материалов.
Цель изобретения - повышение точности измерений в образцах из крупнозернистых материалов и упрощение способа.
Цель достигается тем, что предварительно рассчитывают среднюю скорость ультразвуковых колебаний Сер в материале образца, выбирают угол падения ультразвуковых колебаний на поверхности образца соответствующим углу ввода 45° в образец со скоростью ультразвуковых колебаний Сер, под тем же углом падения возбуждают ультразвуковые колебания в контролируемом образце, а толщину образца вычисляют с учетом Сер.
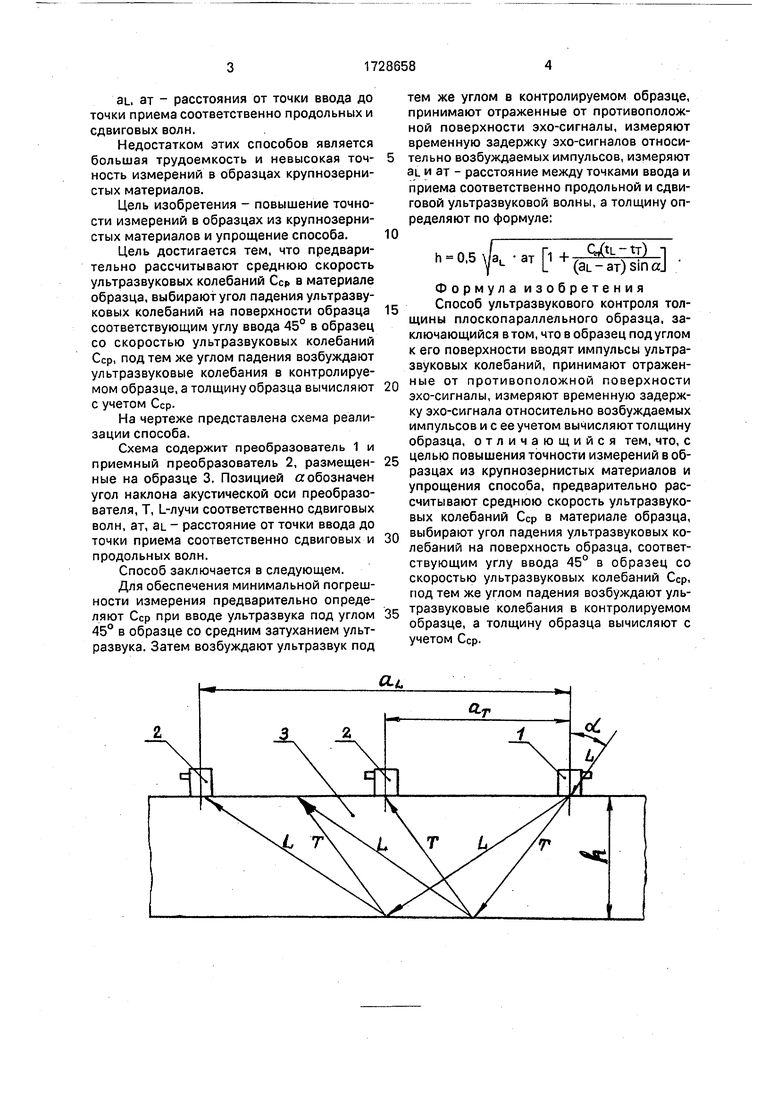
На чертеже представлена схема реализации способа.
Схема содержит преобразователь 1 и приемный преобразователь 2, размещен- ные на образце 3. Позицией «обозначен угол наклона акустической оси преобразователя, Т, L-лучи соответственно сдвиговых волн, ат, ai - расстояние от точки ввода до точки приема соответственно сдвиговых и продольных волн.
Способ заключается в следующем.
Для обеспечения минимальной погрешности измерения предварительно определяют Сер при вводе ультразвука под углом 45° в образце со средним затуханием ультразвука. Затем возбуждают ультразвук под
тем же углом в контролируемом образце, принимают отраженные от противоположной поверхности эхо-сигналы, измеряют временную задержку эхо-сигналов относительно возбуждаемых импульсов, измеряют аи и ат - расстояние между точками ввода и приема соответственно продольной и сдвиговой ультразвуковой волны, а толщину определяют по формуле:
h 0,5
YaL
Q/tt-ti)
(aL-ar)sinaJ
Формула изобретения Способ ультразвукового контроля толщины плоскопараллельного образца, заключающийся в том, что в образец под углом к его поверхности вводят импульсы ультразвуковых колебаний, принимают отраженные от противоположной поверхности эхо-сигналы, измеряют временную задержку эхо-сигнала относительно возбуждаемых импульсов и с ее учетом вычисляют толщину образца, отличающийся тем, что, с целью повышения точности измерений в образцах из крупнозернистых материалов и упрощения способа, предварительно рассчитывают среднюю скорость ультразвуковых колебаний Сер в материале образца, выбирают угол падения ультразвуковых колебаний на поверхность образца, соответствующим углу ввода 45° в образец со скоростью ультразвуковых колебаний Сер, под тем же углом падения возбуждают ультразвуковые колебания в контролируемом образце, а толщину образца вычисляют с учетом Сер.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВОЙ СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ИЗДЕЛИЯ | 2009 |
|
RU2442106C2 |
| Способ ультразвукового контроля сварных соединений изделия | 1981 |
|
SU989472A1 |
| Ультразвуковой способ измерения расхода | 1989 |
|
SU1749711A1 |
| Способ определения температурного коэффициента скорости ультразвука | 1989 |
|
SU1742632A1 |
| Способ определения акустических параметров материалов | 1988 |
|
SU1682915A1 |
| Акустический способ определения упругих констант токопроводящих твёрдых тел | 2017 |
|
RU2660770C1 |
| Способ измерения скорости ультразвука | 1989 |
|
SU1684602A1 |
| Способ ультразвукового контроля | 1989 |
|
SU1682904A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ РАСПРОСТРАНЕНИЯ ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ ВОЛН В РАЗЛИЧНЫХ ТВЕРДЫХ МАТЕРИАЛАХ | 1991 |
|
RU2011192C1 |
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ТОНКОЛИСТОВОГО ПРОКАТА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2004 |
|
RU2262694C1 |
Изобретение относится к контрольно-измерительной технике и может быть использовано в металлургии, машиностроении и других отраслях промышленности для контроля толщины стенки изделий с крупнозернистой структурой при одностороннем доступе. Целью является повышение точности измерений в образцах из крупнозернистых материалов и упрощение способа. Цель достигается тем, что предварительно рассчитывают среднюю скорость ультразвуковых колебаний Сер в материале образца, выбирают угол падения колебаний на поверхность образца соответствующим углу ввода 45° в образец со скоростью Сер, под тем же углом падения возбуждают ультразвуковые колебания в контролируемом образце, а толщину образца вычисляют с учетом Сер. 1 ил. сл
| Королев М.В | |||
| Безэталонные ультразвуковые толщиномеры | |||
| - М,: Машиностроение, 1985, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Ультразвуковой способ измерения толщины слоя | 1979 |
|
SU887926A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
