прихвата, включающего подпружиненный рычаг 7, размещенный над пластиной 4 и закрепленный на каретке 5 посредством шарнира 8, расположенного между концами пружины 9, один конец которой закреплен
на каретке 5, а другой - на рычаге 7, и тол-
кателей 10 и 11 для клапанов, расположенных в плоскости пластины 4. Из стопы заготовок берется заготовка, расправляется, далее производится загибка клапанов дна, и затем короб надевается на группу изде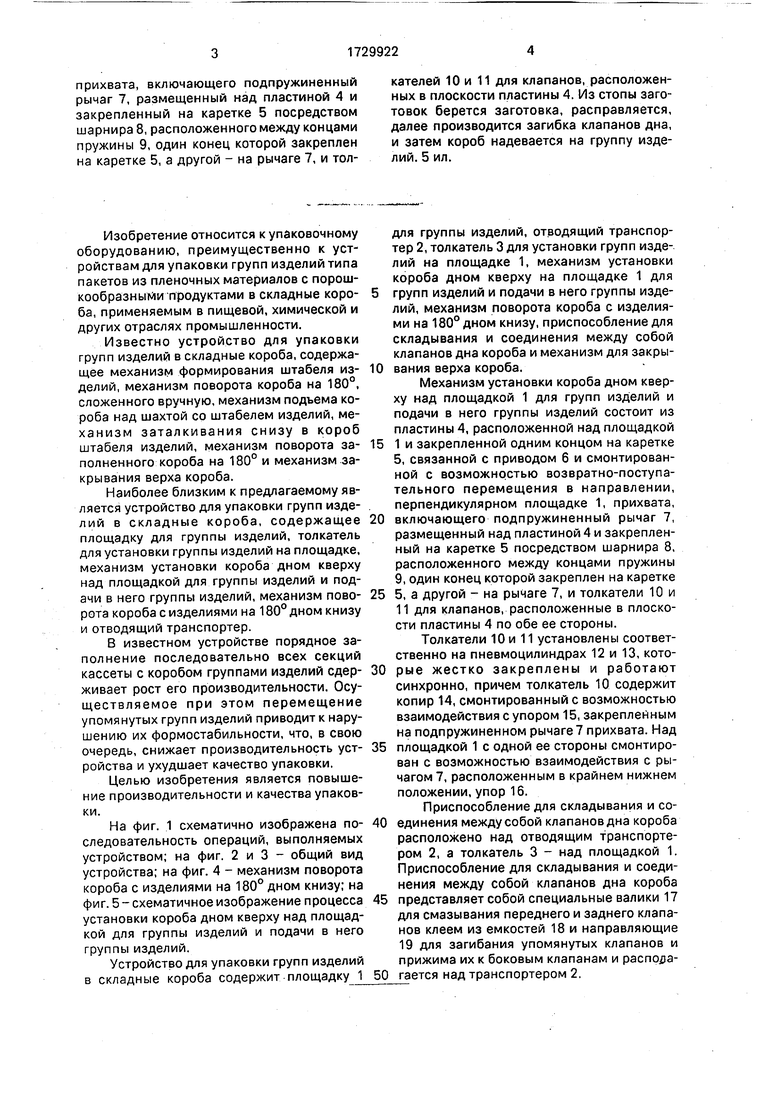
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема клапанных мешков с патрубка расфасовочной машины | 1982 |
|
SU1018879A1 |
| Способ упаковывания пачек с сыпучим материалом и линия для его осуществления | 1984 |
|
SU1288117A1 |
| Складная коробка | 2018 |
|
RU2706102C1 |
| УСТРОЙСТВО ДЛЯ ЗАВЕРТЫВАНИЯ ПРЕДМЕТОВ В БУМАГУ И УПАКОВКИ ИХ В КОРОБКИ | 1969 |
|
SU241276A1 |
| Способ групповой упаковки картонных пачек | 1981 |
|
SU971716A1 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Полуавтомат для складывания и упаковки чулок | 1961 |
|
SU148747A1 |
| УСТРОЙСТВО для РАСФАСОВКИ МЕЛКОКУСКОВЫХ ШТУЧНЫХ ИЗДЕЛИЙ В КОРОБКИ И ИХ ЗАКЛЕЙКИ | 1969 |
|
SU239842A1 |
| УСТРОЙСТВО для УПАКОВКИ СТОПОК ПЛОСКОСЛОЖЕННЫХ ИЗДЕЛИЙ | 1971 |
|
SU311826A1 |
Изобретение относится к упаковочному оборудованию для пищевой, химической и других отраслей промышленности. Цель изобретения - повышение производительности и качества упаковки. Устройство содержит площадку 1 для группы изделий 45, отводящий транспортер 2, толкатель (Т) 3 для установки группы изделий 45 на площадку 1, механизм установки короба 40 дном кверху на площадку 1 и подачи в него группы изделий 45, механизм поворота короба 40 на 180° дном книзу, приспособление для складывания и соединения между собой клапанов дна короба 40, механизм для закрывания верха короба 40. Механизм установки короба 40 дном кверху и подачи в него группы изделий состоит из пластины 4, закрепленной одним концом на каретке 5, связанной с приводом 6 и смонтированной с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном площадке 1, Ј
Изобретение относится к упаковочному оборудованию, преимущественно к устройствам для упаковки групп изделий типа пакетов из пленочных материалов с порошкообразными продуктами в складные коро- ба, применяемым в пищевой, химической и других отраслях промышленности.
Известно устройство для упаковки групп изделий в складные короба, содержащее механизм формирования штабеля из- делий, механизм поворота короба на 180°, сложенного вручную, механизм подъема короба над шахтой со штабелем изделий, ме- ханизм заталкивания снизу в короб штабеля изделий, механизм поворота за- полненного короба на 180° и механизм закрывания верха короба.
Наиболее близким к предлагаемому является устройство для упаковки групп изде- лий в складные короба, содержащее площадку для группы изделий, толкатель для установки группы изделий на площадке, механизм установки короба дном кверху над площадкой для группы изделий и подачи в него группы изделий, механизм пово- рота короба с изделиями на 180° дном книзу и отводящий транспортер.
В известном устройстве порядное заполнение последовательно всех секций кассеты с коробом группами изделий сдер- живает рост его производительности. Осуществляемое при этом перемещение упомянутых групп изделий приводит к нарушению их формостабильности, что, в свою очередь, снижает производительность уст- ройства и ухудшает качество упаковки.
Целью изобретения является повышение производительности и качества упаковки.
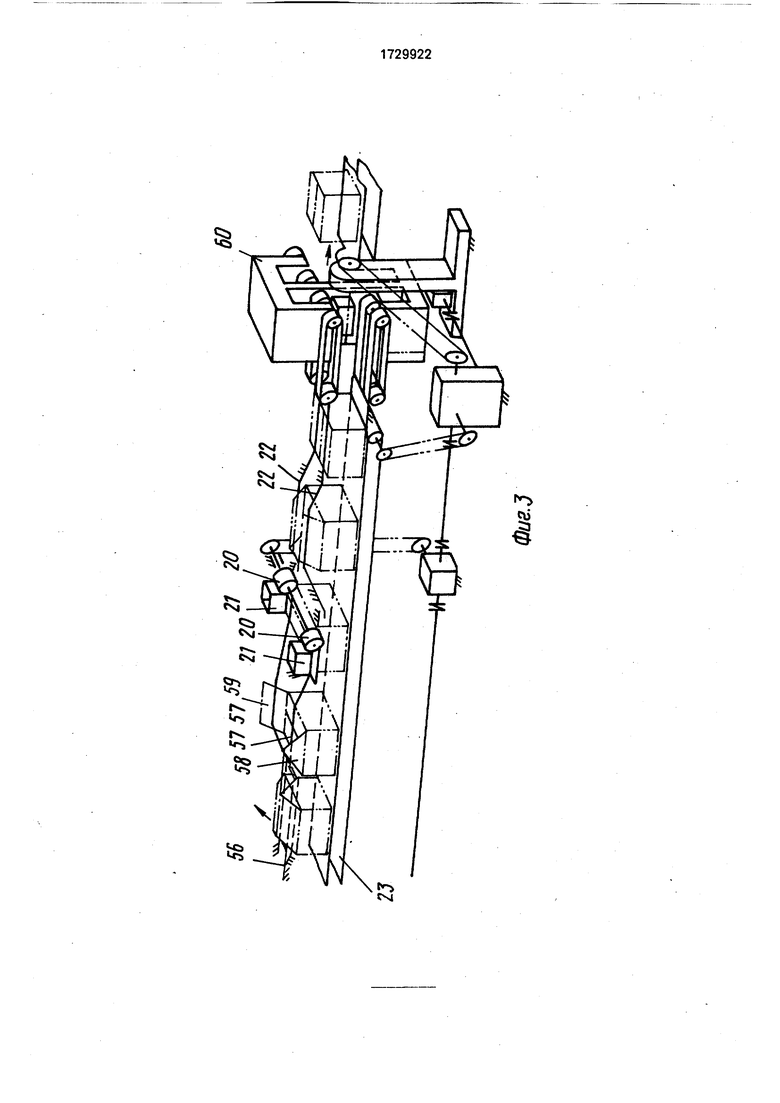
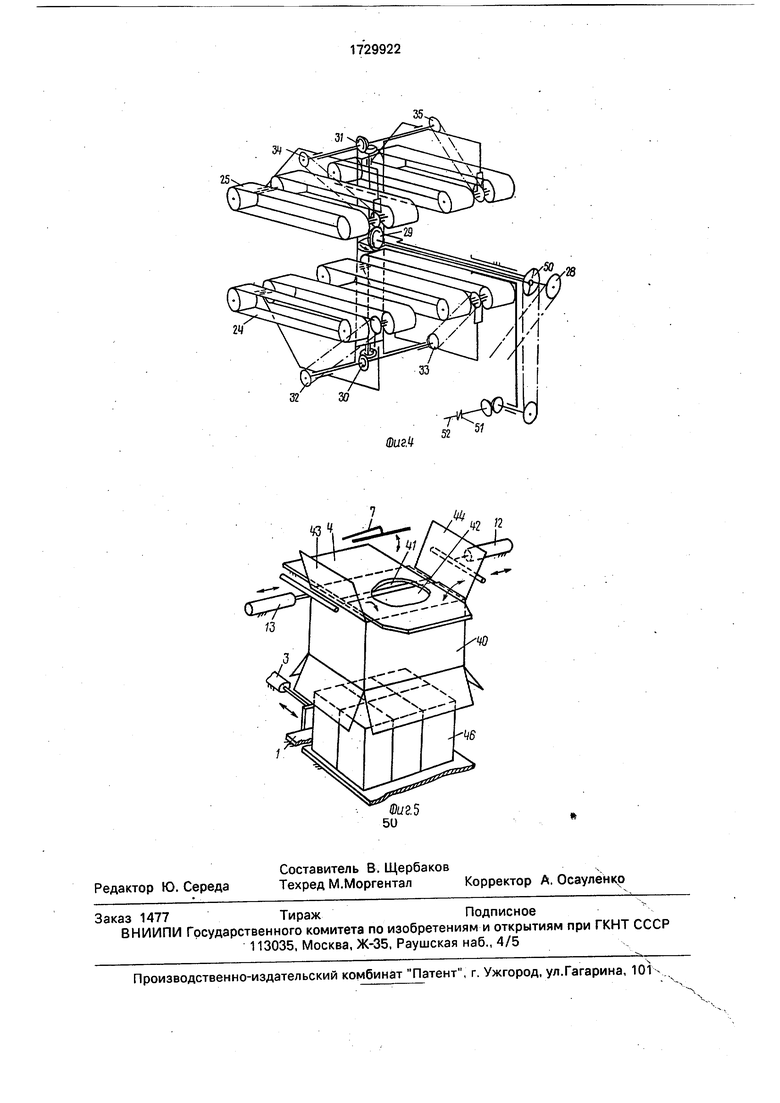
На фиг. 1 схематично изображена по- следовательность операций, выполняемых устройством; на фиг. 2 и 3 - общий вид устройства; на фиг. 4 - механизм поворота короба с изделиями на 180° дном книзу; на фиг. 5 - схематичное изображение процесса установки короба дном кверху над площадкой для группы изделий и подачи в него группы изделий.
Устройство для упаковки групп изделий в складные короба содержит площадку 1
для группы изделий, отводящий транспортер 2, толкатель 3 для установки групп изделий на площадке 1, механизм установки короба дном кверху на площадке 1 для групп изделий и подачи в него группы изделий, механизм поворота короба с изделиями на 180° дном книзу, приспособление для складывания и соединения между собой клапанов дна короба и механизм для закрывания верха короба.
Механизм установки короба дном кверху над площадкой 1 для групп изделий и подачи в него группы изделий состоит из пластины 4, расположенной над площадкой
Iи закрепленной одним концом на каретке 5, связанной с приводом 6 и смонтированной с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном площадке 1, прихвата, включающего подпружиненный рычаг 7, размещенный над пластиной 4 и закрепленный на каретке 5 посредством шарнира 8, расположенного между концами пружины 9, один конец которой закреплен на каретке 5, а другой - на рычаге 7, и толкатели 10 и
IIдля клапанов, расположенные в плоскости пластины 4 по обе ее стороны.
Толкатели 10 и 11 установлены соответственно на пневмоцилиндрах 12 и 13, которые жестко закреплены и работают синхронно, причем толкатель 10 содержит копир 14, смонтированный с возможностью взаимодействия с упором 15, закрепленным на подпружиненном рычаге 7 прихвата. Над площадкой 1 с одной ее стороны смонтирован с возможностью взаимодействия с рычагом 7, расположенным в крайнем нижнем положении, упор 16.
Приспособление для складывания и соединения между собой клапанов дна короба расположено над отводящим транспортером 2, а толкатель 3 - над площадкой 1. Приспособление для складывания и соединения между собой клапанов дна короба представляет собой специальные валики 17 для смазывания переднего и заднего клапанов клеем из емкостей 18 и направляющие 19 для загибания упомянутых клапанов и прижима их к боковым клапанам и располагается над транспортером 2.
Далее установлен механизм закрывания верха короба, представляющий собой валики 20 для смазывания переднего и заднего клапанов клеем из емкостей 21 и направляющие 22 для загибания упомянутых клапанов и прижима их к боковым клапанам и расположенный над транспортером 23.
Механизм поворота короба с группой изделий на 180° дном книзу представляет собой две пары транспортерных лент 24 и 25, расположенных одна над другой на расстоянии, равном высоте короба, и помещенных в корпус 26, выполненный с возможностью поворота от мальтийского механизма 27. Привод транспортерных лент 24 и 25 осуществляется .звездочкой 28 через блок шестерен 29-31 и звездочки 32-35.
Транспортер 2 располагается по ходу движения коробов с площадки 1 и представляет собой две параллельно движущиеся ленты 36 и 37, ширина которых несколько меньше ширины короба. Транспортер 23 смещен относительно транспортера 2 на величину продиктованную исполнением механизма поворота короба с группой изделий на 180° дном книзу, и на выходе из него может быть предусмотрен механизм поворота короба с группой издели1 на 180° дном кверху (фиг. 3), аналогичный упомянутому механизму поворота короба с группой изделий на 180° дном книзу (фиг. 4).
Устройство работает следующим образом.
Из стопки 38 заготовок коробов берется заготовка 39 и расправляется, т.е. ей придается прямоугольная форма в поперечном сечении (фиг. 1). Далее осуществляется формование дна короба 40, т.е. загибание вовнутрь под прямым углом и складывание боковых клапанов 41 и 42 дна, подведение упомянутых клапанов под пластину 4, после чего подается сигнал пневмоцилиндрам 12 и 13 на их срабатывание, вследствие чего толкатели 10 и 11 перемещаются навстречу друг другу и, встречая на своем пути передний клапан 43 и задний клапан 44 дна, загибают их вовнутрь под прямым углом и складывают их поверх пластины 4.
В конце хода толкателя 10 копир 14, воздействуя на упор 15, принуждает рычаг 7 под действием пружины 9 повернуться на шарнире 8 и опуститься вниз до прижима к упомянутым клапанам 43 и 44, после чего пневмоцилиндры 12 и 13 возвращаются в исходное положение.
Сформированная группа 45 изделий (фиг. 1), например полиэтиленовых пакетов 46 (фиг. 2) с продуктом, сталкивается толкателем 3 на площадку под короб 40, после чего подается сигнал на включение пневмоцилиндра46, который, воздействуя на рыча 7 и пластину 4, закрепленные на втулках 47, передвигает последние по скалкам 48 каретки 5 вниз, вследствие чего упомянутый
короб 40 одевается на группу предметов (пакетов).
При этом один из концов рычага 7 упирается в упор 16 и далее под действием последнего переводится в верхнее положе0 ние, освобождая тем самым передний и задний клапаны 42 и 43, а толкатель 3, подавая новую группу изделий на площадку 1, сталкивает тем самым короб,40 с изделиями 46 на транспортер 2 и снимает боковые клапа5 ны 41 и 42 с пластины 4.
Поскольку ширина лент 36 и 37 транспортера 2 несколько меньше ширины короба 40, то передний и задний клапаны верха последнего свободно свисают с упомянутых
0 лент. При входе короба 40 на транспортер 2 специальные направляющие49 раскрывают и удерживают в таком положении передний и задний клапаны 43 и 44 дна короба, которые, проходя далее под валиками 17, смазы5 ваются клеем из емкостей 18 с помощью направляющих 19 загибаются вовнутрь и, прижимаясь к боковым клапанам 41 и 42 дна, соединяются с последними.
При последующем перемещении транс0 портером 2 короб 40 с изделиями заводится в механизм его поворота на 180° дном книзу. Как только короб полностью войдет в упомянутый механизм, вращение звездочки 28 прекращается и тем самым ленты 24 и 25
5 останавливаются в зажатым в них коробом с изделиями. Подается сигнал на включение звездочки 50 (например, через муфту 51 на валу 52), и весь механизм вместе с коробом и изделиями поворачивается на 180° от
0 мальтийского механизма 27. Таким образом, перевернутый на 180° короб при дальнейшей обработке движется с прижатым массой изделий 46 дном, что способствует склеиванию клапанов последнего.
5 Далее подается сигнал на вращение звездочки 28, приводятся в движение ленты 24 и 25 и короб с изделиями передается на транспортер 23 под механизм для закрывания верха короба, т.е. боковой клапан 53
0 загибается вовнутрь с помощью приспособления 54, а второй боковой клапан 55 также загибается вовнутрь под прямым углом и складывается с помощью направляющей 56, удерживающей упомянутые клапаны в сло5 женном положении вплоть до направляющих 22. Затем короб проходит под направляющими 57, раскрывающими и удерживающими в таком положении передний 58 и задний 59 клапаны верха короба, и подводится под валики 20, смазывающие
упомянутые клапаны 58 и 59 клеем. Направляющие 22 осуществляют загибание вовнутрь под прямым углом, складывание упомянутых клапанов 58 и 59 и прижим их к боковым клапанам 53 и 55 верха.
В случае необходимости короб с изделиями поступает в механизм 60 поворота его на 180° дном кверху.
Предлагаемое устройство для упаковки групп изделий в складные короба по сравнению с известным устройством обладает более широкими технологическими возможностями за счет механизации процесса формирования короба и закрывания верха последнего.
Формула изобретения
Устройство для упаковки групп изделий в складные короба, содержащее площадку для группы изделий, толкатель для установки группы изделий на площадке, механизм установки короба дном кверху над площадкой для группы изделий и подачи в него группы изделий, механизм поворота короба с изделиями на 180° дном книзу и отводящий транспортер, отличающееся тем, что, с целью повышения производительности и качества упаковки, оно снабжено при- способлением для складывания и соединения между собой клапанов дна короба и механизмом для закрывания верха
короба, механизм установки короба дном кверху над площадкой для группы изделий состоит из пластины, расположенной над площадкой для группы изделий и закрепленной одним концом на каретке, связанной с приводом и смонтированной с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном площадке для группы изделий, прихвата, включающего подпружиненный рычаг, размещенный над пластиной и закрепленный на каретке посредством шарнира, расположенного между концами пружины, один конец которой закреплен на
каретке, а другой - на рычаге, и толкателей для клапанов, расположенных в плоскости пластины по обе ее стороны, один из которых содержит копир, смонтированный с возможностью взаимодействия с упором,
закрепленным на подпружиненном рычаге прихвата, при этом над площадкой для группы изделий с одной ее стороны смонтирован с возможностью взаимодействия с рычагом, расположенным в крайнем нижнем положении, упор, приспособление для складывания и соединения между собой клапанов дна короба расположено над отводящим транспортером, а толкатель для установки группы изделий расположен над
площадкой для группы изделий.
Фиг /
52 5
| Расфасовочная машина мод | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проспект фирмы Nagema (ГДР) | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| 1971 |
|
SU409922A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
