Изобретение относится к производству искусственных и химических волокон и предназначено для транспортирования получаемых при формовании волокнистых материалов, а именно углеродных волокон из неков, синтетических волокон, стекловолокон и других нитевидных волокнистых материалов.
На машинах, предназначенных для формования химических волокон, фиксация скорости формования и транспортировка нитей осуществляется при помощи прядильных дисков. На каждое прядильное место устанавливают один - два прядильных диска, которые транспортируют нити за счет трения и суммарного угла обхвата нитями дисков.
Недостатком прядильных дисков является образование на их поверхности подмо- тов элементарных волокон, сложность заправки, малое усилие транспортировки.
Известно устройство для получения и транспортирования волокон из асбестовой пасты между двумя бесконечными приводными лентами с размещением внутри приводных лент средств для прижима смежных ветвей лент к получаемому материалу. Средство прижима состоит из нескольких пар прижимных роликов.
Недостатком этого устройства является то, что зажим транспортируемого материала осуществляется между парами роликов через слой транспортерных лент. Давление роликов на материал образует жесткий зажим свежесформованного волокнистого материала. В процессе транспортирования жесткость зажима, а также возможное биение роликов, неравномерность транспортерных лент по толщине отрицательно влияют на качество образованных волокон, приводят к повреждению и обрыву отдельных филаментов. Особенно это относится к
XJ СО О Ю СО Ю
получения хрупких волокнистых материалов, таких как углеродные волокнистые материалы, получаемые из пеков, для которых особенно важно обеспечить бережную приемку и перемещение сформованного волок- на на дальнейшую технологическую операцию.
Известно также устройство для транспортирования волокнистых нитевидных материалов после формования. Устройство содержит пару бесконечных приводных лент, смежные ветви которых размещены параллельно друг другу с соприкосновением между собой. Внутри бесконечных лент установлено средство прижима смежных ветвей друг к другу, выполненное в виде подпружиненных роликов. При изменении толщины жгута расстояние между ветвями увеличивается с помощью пружины.
Недостатком данного устройства является то, что захват материала ветвями для его перемещения осуществляют с помощью роликов, которые при работе неизбежно оказываютсильное давление на свежесформованный материал, который сам по себе является очень хрупким, непрочным, и вызывают повреждение его филаментов. Кроме того, при работе на высоких скоростях наблюдается биение роликов, что также вызывает повреждение филаментов волокнистого материала, значительно ухудшая его качество. Так, при формовании волокон из пеков, скорость формования которых достигает 150-800 м/мин, обрывность отдельных филаментов в жгуте достигает (в промышленном производстве) 25-30%.
Целью изобретения является повышение качества волокнистого материала путем предотвращения повреждений отдельных филаментов и устранения обрывности при эксплуатации на любых скоростях транспортирования.
Поставленная цель достигается тем, что в устройстве для транспортирования свежесформованных нитевидных материалов, содержащем пару бесконечных приводных лент, смежные ветви которых размещены параллельно друг другу, и средство прижима смежных ветвей, бесконечные приводные ленты размещены с образованием зазора между смежными ветвями с возмож- ностью прижима последних друг к другу за счет центробежных сил.
Кроме того, средство прижима смежных ветвей имеет камеру со сквозной щелью для прохода ветвей и патрубками для двухстороннего привода рабочего агента, установленными по обе стороны от смежных ветвей.
Установка бесконечных приводных лент с зазором между смежными ветвями позволяет обеспечить свободную заправку материала между транспортерными лентами, а
при работе создать центробежный прижим к материалу, исключить возможное биение подпружиненных прижимных роликов (в прототипе) и их отрицательное воздействие на материал.
0 В случае формования и транспортирования материала на высоких скоростях смежные ветви транспортерных лент осуществляют надежный щадящий захват материала и его перемещение без каких-либо
5 механических жестких воздействий на него. Пневматический прижим ветвей к материалу дополнительно поджимает ветви, что необходимо при работе на низких скоростях формования (транспортирования), когда од0 ного прижима центробежными силами будет недостаточно. В этом случае захват материала ветвями с помощью воздушных подушек является оптимальным, т.е. выполнение механизма прижима ветвей в виде
5 пневматической камеры позволяет создать мягкий двухсторонний прижим ветвей к материалу и его перемещение, обеспечить максимально щадящий режим для транспортируемого свежесформованного мате0 риала, предотвратить повреждения и обрыв филаментов волокна,
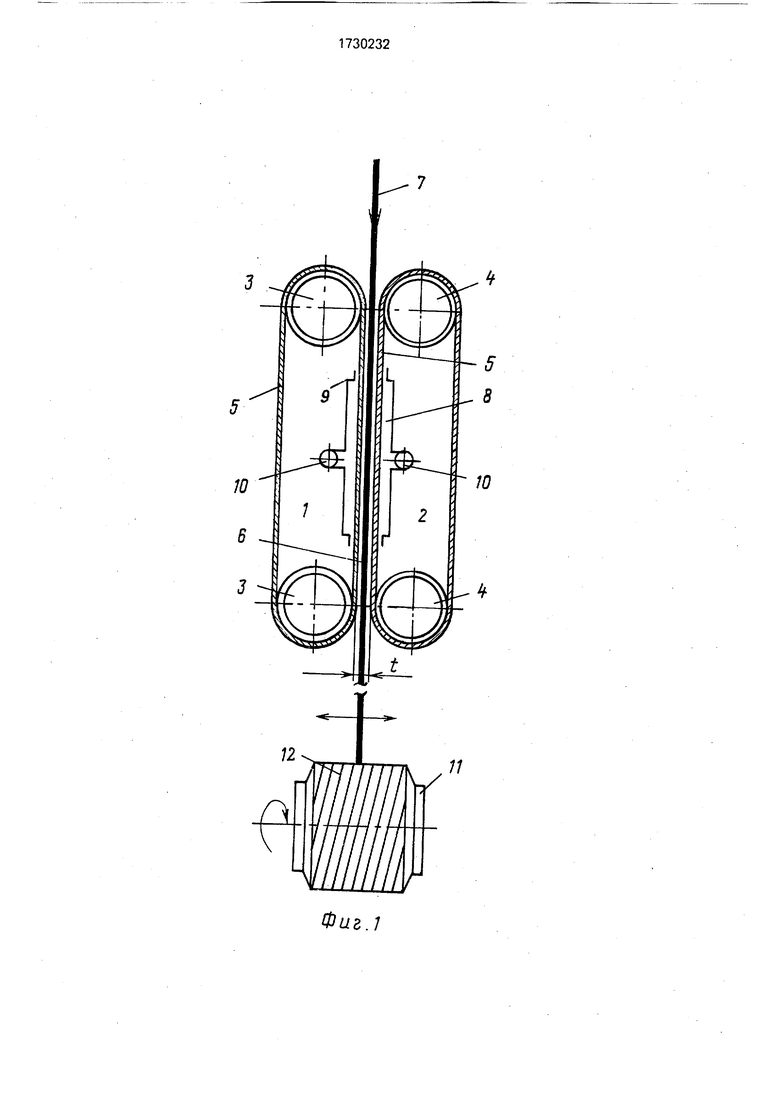
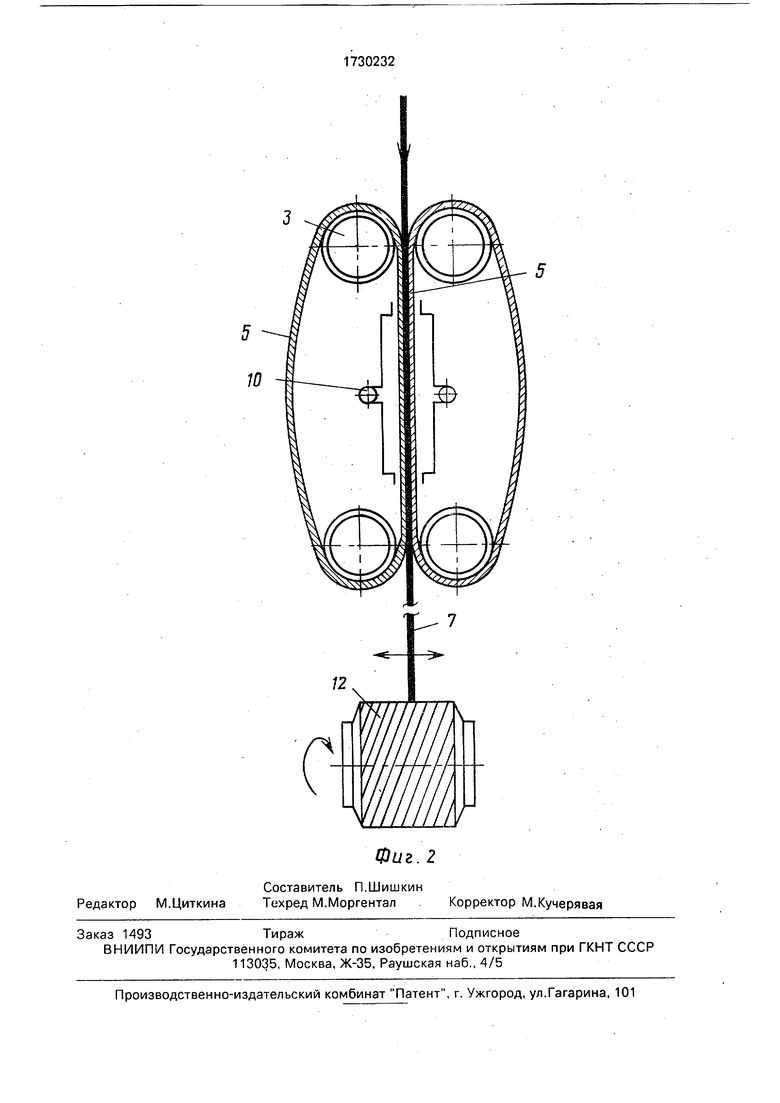
На фиг.1 изображено предлагаемое устройство; на фиг.2 - то же, в работе.
Устройство содержит два вертикально
5 размещенных транспортера 1,2, каждый из которых содержит по паре приводных шкивов 3, 4, соединенных попарно бесконечными плоскими лентами 5, выполненными из упругого материала, например, из армиро0 ванной резины. Бесконечные ленты 5 установлены таким образом, что между смежными ветвями лент образуется зазор 6 размером t, равный 3-5 толщинам транспортируемого жгута нитевидного материала
5 7. Такого зазора достаточно для удобства заправки материала между ветвями лент, а в процессе работы - для предотвращения контакта приводных шкивов, а также для обеспечения прижима ветвей к материалу
0 центробежными силами. Внутри бесконечных лент размещена пневматическая камера 8 со сквозной щелью 9 для прохода смежных ветвей и материала 7. Камера содержит патрубки 10 для подачи рабочего
5 агента, например, сжатого воздуха.
Камера 8 установлена так, что смежные ветви бесконечных лент 5 размещены в ней напротив патрубков 10. Камера предназначена для создания двухсторонней воздушной подушки, действующей на ветви,
посредством подачи регулируемого по давлению сжатого воздуха через патрубки 10.
Под узлом транспортирования размещен узел приемки материала на паковко- держатель 11 с формированием паковки 12. Приемка может производиться в тару, может быть установлена также машина для резки непрерывно поступающего жгута нитей.
Устройство работает следующим обра- зом.
Жгут нитей 7, поступающий из прядильной шахты, заправляется на вращающийся па ко в ко держатель 11 и затем в зазор 6 между смежными ветвями транспортеров 1,2 через сквозную щель 9, после чего включается привод бесконечных лент 5. При работе лент центробежная сила, возникающая от вращения лент и действующая на ветви, в большей или меньшей мере изгибает смеж- ные ветви лент навстречу друг другу, однако при малых скоростях формования и транспортирования, равных 150 м/мин (в зависимости от получаемого волокнистого материала), центробежных сил может быть недостаточно для создания прижима ветвей к материалу и его захвата для транспортирования. Для этого вводится в действие пневматическая камера 8. Введение в действие пневматической камеры 8 осуществ- ляется сразу же после включения привода лент 5 путем подачи сжатого воздуха через патрубки 10. При этом осуществляется мягкий прижим ветвей к материалу и его транс- портирование на приемный узел, в частности на паковкодержатель 11.
Таким образом, обеспечение мягкого захвата материала ветвями за счет наличия зазора между ними, центробежного и пневматического воздействия на ветви позволяет получать качественный, без механических повреждений материал различных наименований, таких как полиакри- лонитрильные волокнистые материалы, вискозные волокна, волокна мз пеков, формуемые со скоростью до 800 м/мин, и другие волокнистые материалы, формуемые на высоких скоростях, достигающих 10000 м/мин, например стекловолокна, полиамидные, полиэфирные волокна и другие, при этом максимум скорости зависит только от прочности транспортерных лент.
Формула изобретения
1.Устройство для транспортирования свежесформованных волокнистых материалов, содержащее пару бесконечных привод- ных лент, смежные ветви которых размещены параллельно друг другу, и средство для прижима смежных ветвей, отличающееся тем, что, с целью повышения качества материала путем предотвращения обрыва элементарных нитей, смежные ветви приводных лент установлены с зазором относительно друг друга, а средство для прижима выполнено в виде камеры, охватывающей смежные ветви приводных лент, и имеет патрубки подвода рабочего агента и щель для прохода смежных ветвей приводных лент.
2.Устройство поп.1,отличающее- с я тем, что патрубки установлены по обе стороны щели корпуса камеры.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из пластмассы с усиливающими волокнами и устройство для его осуществления | 1986 |
|
SU1801091A3 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА НЕТКАНОГО МАТЕРИАЛА | 2020 |
|
RU2810682C2 |
| Устройство для высокоскоростного получения химических нитей | 1990 |
|
SU1813128A3 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОФИЛАМЕНТНОЙ ЦЕЛЛЮЛОЗНОЙ НИТИ | 2005 |
|
RU2283375C1 |
| Пневматическая шина для автомобилей и способ ее изготовления | 1987 |
|
SU1727526A3 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОФИЛАМЕНТНОЙ ЦЕЛЛЮЛОЗНОЙ НИТИ | 2008 |
|
RU2371526C1 |
| Устройство для подачи нитевидного материала при его размотке с катушки | 1981 |
|
SU1049396A1 |
| ПРЯДИЛЬНЫЙ АППАРАТ | 1995 |
|
RU2098524C1 |
| Многопроходная печь для термообработки длинномерного ленточного материала | 1989 |
|
SU1716286A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ЗАГОТОВОК | 2013 |
|
RU2632298C2 |
Изобретение относится к области производства химических волокон, а именно к устройствам для их транспортировки, и позволяет повысить их качество путем предотвращения отрыва элементарных нитей за счет установки смежных ветвей приводных лент с зазором относительно друг друга и выполнения средства для прижима смежных ветвей в виде камеры, охватывающей смежные ветви, имеющей патрубки для подвода рабочего агента и щель для прохода смежных ветвей приводных лент. 1 з.п. ф- лы, 2 ил.
гегош
| Патент Австрии № 322088, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
