Изобретение относится к обработке металлов давлением, а именно к изготовлению штампового инструмента для объемной штамповки поковок, предназначено для использования в кузнечно-штамповочном производстве для получения деталей с рёбрами жесткости и является усовершенствованием известного способа по авт.св. № 1648623.
Известен способ изготовления тонкостенных деталей с односторонним оребре- нием, заключающийся в штамповке заготовки с деформированием полотна и выдавливанием ребер путем приложения рабочего усилия в направлении, перпендикулярном к полотну заготовки и усилия, на- правленного под углом к рабочему, приложенного перпендикулярно к боковой поверхности ребер в плоскости их поперечного сечения, при этом величину угла изменяют в процессе штамповки с момента окончания деформирования полотна заготовки при неизменной ширине ребер в сечении, наиболее удаленном от полотна заготовки, а ширину ребер в месте сопряжения с полотном уменьшают на величину, равную О 14-0,17 от окончательной высоты ребер детали
Недостатком способа является низкий коэффициент использования металла из-за чрезмерного растекания металла по полотну заготовки при его деформировании в условиях затрудненного истечения металла в ребро вследствие недостаточной ширины ребер в месте их сопряжения с полотном до момента окончания деформирования полотна заготовки, а также из-за наличия штамповочных уклонов на ребрах деталей.
Цель изобретения -увеличение коэффициента использования металла за счет уменьшения сопротивления истечению металла в ребра до момента окончания деформирования полотна заготовки.
СО
с
VI
GJ
СО 0
сл
i
to
Поставленная цель достигается тем, что согласно способу изготовления деталей с односторонним оребрением, заключающемуся в изготовлении тонкостенных деталей с односторонним оребрением, штамповкой заготовки с деформированием полотна и выдавливанием ребер путем приложения рабочего усилия в направлении, перпендикулярном к полотну заготовки и усилия, направленного под углом к рабочему, с приложением последнего перпендикулярно к боковой поверхности ребер в плоскости их поперечного сечения, изменяя величину угла в процессе штамповки с момента окончания деформирования полотна заготовки при неизменной ширине ребер в сечении, наиболее удаленном от полотна заготовки и ширине ребер в месте сопряжения с полотном, которую уменьшают на величину, равную 0,14-0,17 от окончательной высоты ребер детали,
Уменьшение величины рассматриваемого угла менее 75° приводит к образованию дефекта в надреберной зоне детали в виде утяжины, исключение образования которой возможно за счет увеличения толщины полотна заготовки, а следовательно, и припуска на механическую обработку, что уменьшает коэффициент использования металла.
Увеличение угла между расположением рабочего усилия и усилия, направленного к рабочему, под углом, большим 80°, приводит к уменьшению ширины в месте сопряжения ребер с полотном, затрудненному истечению металла из полотна в ребро и уменьшению коэффициента использования металла из-за интенсивного растекания металла по полотну детали.
Окончание штамповки при ортогональном расположении рабочего усилия и усилия, направленного под углом к рабочему, позволяет получать ширину ребер детали в месте сопряжения их с полотном, равную ширине ребер в сечении, наиболее удаленном от полотна, что позволяет увеличить коэффициент использования металла за счет получения ребер детали без штамповочных уклонов.
Окончание штамповки при величине угла между направлениями действия рабочего усилия и усилия под углом к рабочему больше 90° приводит к неоправданному увеличению усилия деформирования, нарушению геометрии готового изделия вследствие уменьшения ширины ребер в месте сопряжения с полотном до величины меньшей, чем ширина ребер в сечении, наиболее удаленном от полотна.
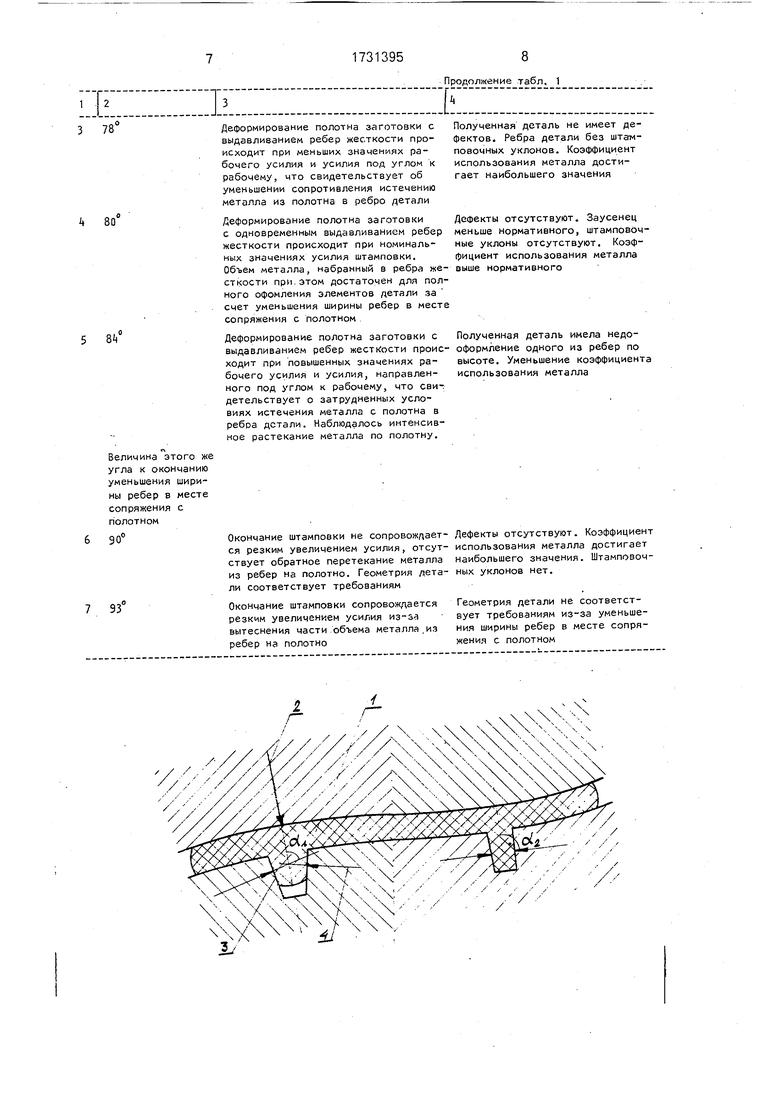
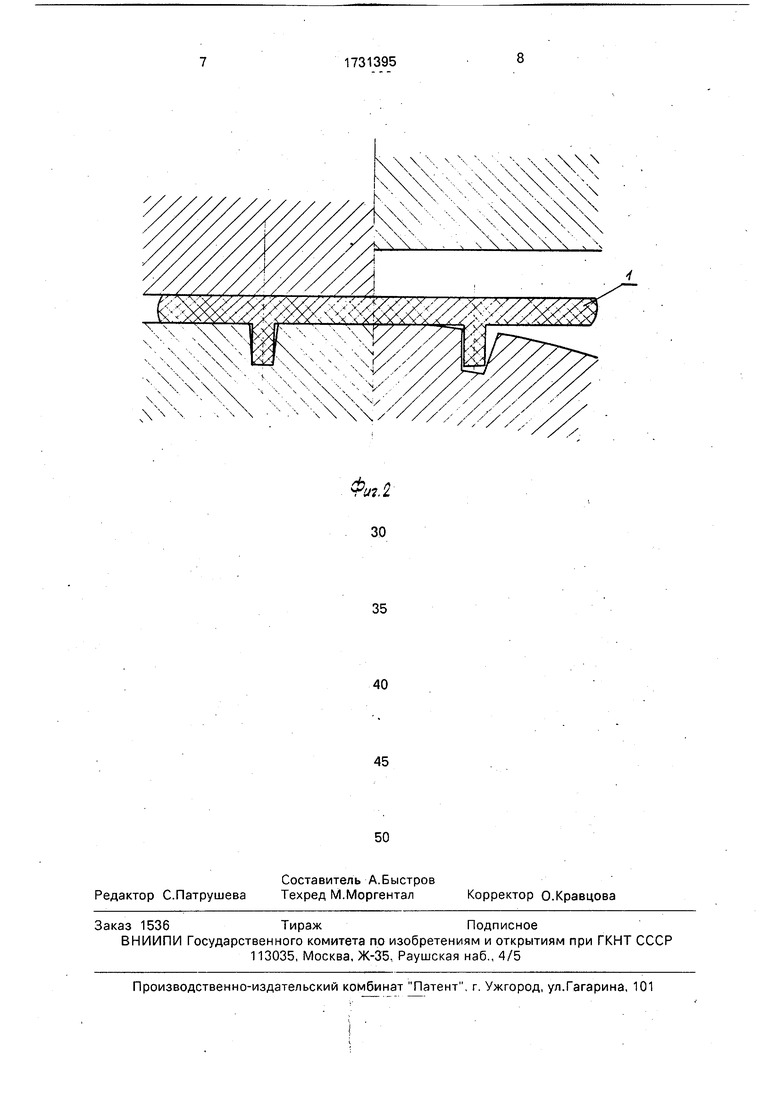
На фиг.1 изображены стадия окончания деформирования полотна заготовки, предшествующая началу уменьшения ширины ребер в месте сопряжения с полотном при
величине угла, равном 75-80° взаимного расположения рабочего усилия и усилия, направленного под углом к рабочему и стадия окончания уменьшения ширины ребер в месте сопряжения с полотном при ортогональном расположении усилий; на фиг.2 - полотно в плоском состоянии, деталь разгружена от усилий; на фиг.2 - деталь освобождена для ее удаления из штампа.
Пример. Предлагаемый способ реализован для получения тонкостенных деталей с двумя односторонними ребрами жесткости. Штамповку плоской свинцовой заготовки толщиной 20 мм осуществляют на гидравлическом прессе усилием деформирования до 1 МН. Деформирование осуществляли при температурах инструмента и заготовки, равных комнатной (20°С), что для свинцовых образцов является условием изотермического деформирования со средней скоростью деформирования до 10 с , т.е. без деформационного упрочнения.
Штамповку заготовки осуществляют деформированием полотна 1 (фиг.1) с начальной толщины 20 мм до толщины, равной 15
мм, путем приложения рабочего усилия 2 в направлении, перпендикулярном полотну заготовки, с одновременным надавливанием двух ребер с приложением к их боковым поверхностям 3 усилия 4 с направлением
под углом, равным а 78° к рабочему усилию. Усилие 4 с направлением под углом к рабочему 2 прикладывали перпендикулярно к боковой поверхности 3 ребер в плоскости их поперечного сечения. С момента окончания деформирования полотна 1 заготовки изменяли величину угла между линиями действия рабочего усилия 2 и усилия 4 с направлением под углом к рабочему с а-, - 78° до «2 90° при неизменной ширине
ребер, равной 10 мм в сечении, наиболее удаленном от полотна заготовки, и уменьшении ширины ребер в месте сопряжения с полотном с 16 до 10 мм при окончательной высоте ребер детали, равной 40 мм, что составляет величину, равнойО,15 уменьшения ширины ребер в месте сопряжения с полотном от окончательной высоты ребер детали и попадает в интервал значений 0,14-0.17. Для получения сравнительных данных
последовательно деформируют несколько свинцовых заготовок тех же геометрических размеров при указанных температурно-ско- ростных параметрах штамповки При этом отличие в реализации способа изготовления
деталей в каждом из случаев заключалось в том, что уменьшение ширины ребер в месте сопряжения с полотном начинают при различном взаимном расположении рабочего усилия и усилия, направленного под углом к рабочему.
По результатам штамповки применительно к каждой из полученных деталей 1 (фиг.2) давалась характеристика их качества по наличию дефектов и оформленности элементов,
Данные сведены в таблицу.
Анализ данных, представленных в таблице, показывает, что в случае реализации способов штамповки, при которых величины углов между линиями действия рабочего усилия и усилия, направленного под углом к рабочему, выходят за границы интервала заявленных значений углов, сопровождается либо образованием дефектов, либо уменьшением коэффициента использования металла. В том случае, когда величина рассматриваемого угла меньше 75°, в надреберной зоне деталей наблюдается образование дефекта в виде утяжины. В случае штамповки, при которой этот угол принимает значение большее 80°, создаются затрудненные условия для истечения металла из полотна в ребра при интенсивном растекании металла по полотну, что уменьшает значение коэффициента использования металла.
В случае окончания уменьшения ширины ребер в месте сопряжения с полотном
при величине угла больше 90° между линиями действия рабочего усилия и усилия, на- правленного под углом к рабочему, окончание штамповки сопровождается резким увеличением усилия из-за вытеснения
части объема металла из ребер на полотно.
Использование в кузнечно-штамповочном производстве предложенного способа
изготовления деталей с односторонним
оребрением позволяет за счет уменьшения
сопротивления истечению металла в ребра и за счет получения деталей с ребрами без штамповочных уклонов увеличить коэффициент использования металла на 10-15%. Формула изобретения
Способ изготовления деталей с односторонним оребрением по авт.св. Ms 1648623, отличающийся тем, что, с целью увеличения коэффициента использования металла уменьшение ширины ребер,
в месте сопряжения с полотном начинают при величине угла 75-80° взаимного расположения рабочего усилия и усилия, направ- ленного под углом к рабочему, а заканчивают при ортогональном расположении этих усилий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей с односторонним оребрением и штамп для его осуществления | 1988 |
|
SU1648623A1 |
| СПОСОБ ШТАМПОВКИ ПАНЕЛЕЙ С ОДНОСТРОННИМИ РЕБРАМИ ЖЕСТКОСТИ | 2003 |
|
RU2223838C1 |
| Штамп для получения ребристых деталей | 1981 |
|
SU1098645A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК С РЕБРАМИ И ПОЛОТНОМ | 1990 |
|
RU1824786C |
| Способ штамповки поковок удлиненной формы с двумя симметричными продольными ребрами и устройство для осуществления способа | 2016 |
|
RU2641217C2 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| Способ штамповки выдавливанием изделий с ребрами жесткости | 1989 |
|
SU1696079A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ | 2004 |
|
RU2262408C1 |
| Способ штамповки панелей с односторонними продольными ребрами | 1991 |
|
SU1817730A3 |
Изобретение может быть использовано в кузнечно-штамповочном производстве при изготовлении штампового инструмента для объемной штамповки поковок, имеющих односторонние ребра жесткости, и является усовершенствованием известного способа. Цель - увеличение коэффициента использования материала. Изготовление деталей осуществляют штамповкой заготовки с деформированием полотна и выдавливанием ребер. Уменьшение ширины ребер в месте сопряжения с полотном начинают при величине угла а 75-80° взаимного расположения рабочего усилия и усилия, направленного под углом к рабочему, а заканчивают при ортогональном расположении этих усилий.. 1 табл. 2ил.
72°
75
Деформирование полотна заготовки с выдэчлиаанием ребер жесткости происходит с потерей устойчивости слоя материала над полостью штамповки под ребро жесткости, С момента окончания деформирования полотна заготовки и начала уменьшения ширины ребра в месте его сопряжения с полотном образуется утяжина в надреберной зоне N
Деформирование полотна заготовки происходит без резкого увеличения усилия штамповки при начале уменьшения ширины ребер в месте сопряжения с полотном. Слоя материала в надреберной зоне детали не теряет устойчивое ти на всем протяжении итамповки
Т а б л и
В надреберной зоне детали образуется дефект в виде утяжины
Деталь не имеет дефектов. Заусенец минимальный, штамповочные уклоны отсутствуют. Коэффициент использования металла выше нормативного;
3
3 78
80
5
Деформирование полотна заготовки с выдавливанием ребер жесткости происходит при меньших значениях рабочего усилия и усилия под углом к рабочему, что свидетельствует об уменьшении сопротивления истечению металла из полотна в ребро детали
Деформирование полотна заготовки с одновременным выдавливанием ребер жесткости происходит при номинальных значениях усилия штамповки.
Объем металла, набранный в ребра we- выше нормативного сткости при этом достаточен для полного офомления элементов детали за счет уменьшения ширины ребер в месте сопряжения с полотном
Деформирование полотна заготовки с Полученная деталь имела недо- выдавливанием ребер жесткости проис- оформление одного из ребер по
Полученная деталь не имеет дефектов. Ребра детали без штамповочных уклонов. Коэффициент использования металла достигает наибольшего значения
Дефекты отсутствуют. Заусенец меньше нормативного, штамповоч ные уклоны отсутствуют. Коэффициент использования металла
ходит при повышенных значениях рабочего усилия и усилия, направленного под углом к рабочему, что свидетельствует о затрудненных условиях истечения металла с полотна в ребра детали. Наблюдалось интенсивное растекание металла по полотну.
ого же чанию шириместес
Окончание штамповки не сопровождается резким увеличением усилия, отсутствует обратное перетекание металла из ребер на полотно. Геометрия детали соответствует требованиям
Окончание штамповки сопровождается резким увеличением усилия из-за вытеснения части объема металла из ребер на полотно
, Xx
Продолжение табл, 1
Полученная деталь не имеет дефектов. Ребра детали без штамповочных уклонов. Коэффициент использования металла достигает наибольшего значения
Дефекты отсутствуют. Заусенец меньше нормативного, штамповочные уклоны отсутствуют. Коэффициент использования металла
высоте. Уменьшение коэффициента использования металла
Дефекты отсутствуют. Коэффициент использования металла достигает наибольшего значения. Штамповочных уклонов нет.
Геометрия детали не соответствует требованиям из-за уменьшения ширины ребер в месте сопряжения с полотном
/
b$mz &4 &6% //#7/%
ФюЧ
30 35 40
| Способ изготовления деталей с односторонним оребрением и штамп для его осуществления | 1988 |
|
SU1648623A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
