Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве при получении длинномерных панелей с односторонними ребрами жесткости, используемых, например, в самолетостроении.
Известен способ штамповки панелей с односторонними продольными ребрами жесткости (Охрименко Я.М. Технология кузнечно-штамповочного производства, М. , Машиностроение, 1976, с.482-483).
Недостатками известного способа являются недооформление ребер жесткости по высоте и невозможность получения ребер жесткости в двух взаимно ортогональных направлениях.
Прототипом предложенного изобретения является способ штамповки панелей с односторонними ребрами жесткости, заключающийся в предварительной формовке полотна исходной заготовки, выдавливании в нем ребер жесткости и окончательной его формовке путем последовательного приложения рабочего усилия под изменяемым углом к полотну исходной заготовки (SU 1817730 A3, опублик. 23.05.93).
К недостаткам этого способа также относятся недооформление ребер жесткости по высоте и невозможность получения ребер жесткости в двух взаимно ортогональных направлениях.
В изобретении достигается технический результат, заключающийся в расширении функциональных возможностей способа за счет получения ребер жесткости в двух взаимно ортогональных направлениях при одновременном полном оформлении ребер жесткости по высоте.
Указанный технический результат достигается следующим образом.
Способ штамповки панелей с односторонними ребрами жесткости заключается в предварительной формовке полотна исходной заготовки, выдавливании в нем ребер жесткости и окончательной его формовке. Указанная обработка осуществляется последовательным приложением рабочего усилия под изменяемым углом к полотну исходной заготовки.
Отличие способа заключается в том, что величину угла приложения рабочего усилия к полотну исходной заготовки изменяют, при предварительной формовке и выдавливании ребер жесткости, уменьшая в пределах тупого угла, а при окончательной формовке, уменьшая угол от тупого до прямого. Выдавливание ребер жесткости осуществляют в долевом и поперечном направлениях.
Кроме того величина уменьшения угла приложения рабочего усилия на всех трех стадиях деформирования полотна заготовки одинакова.
По сравнению с прототипом направление движения заготовки изменено на противоположное, за счет чего направление подачи заготовки и распространение очага деформации при ее формовке совпадают, что приводит к возможности получения ребер жесткости на панелях в двух взаимно ортогональных направлениях (так называемое "вафельное оребрение") при одновременном полном оформлении ребер жесткости по высоте.
Изобретение поясняется чертежом, на котором изображена панель в процессе штамповки.
На чертеже стрелкой А показано направление движения исходной заготовки. Панель разделена на секции, прошедшие три различные стадии деформирования: секция 1 прошла стадию предварительной формовки, секция 2 прошла стадию выдавливания ребер жесткости, секция 3 прошла стадию окончательной формовки.
Способ осуществляется в следующей последовательности операций.
Сначала прикладывается рабочее усилие на начальной секции заготовки для осуществления предварительной формовки. Полученное при этом оребрение показано на секции 1. Усилие прикладывают вдоль и поперек полотна заготовки в плоскости продольного и поперечного сечения одновременно, изменяя при этом угол его приложения в пределах тупого угла
Штамповку панели осуществляют посекционно. При этом подачу заготовки осуществляют на шаг меньший, чем длина отформованной секции. Величина шага находится в пределах 2/3-3/4 от длины формируемой секции.
После предварительной формовки и протяжки заготовки на шаг длиной в вышеуказанных пределах на этой секции заготовки производят выдавливание ребер жесткости, также прикладывая рабочее усилие с изменением угла приложения в пределах тупого угла относительно полотна заготовки. Результат изображен на секции 2. При этом на следующей секции заготовки происходит предварительная формовка.
Затем заготовка протягивается на следующий шаг и происходит окончательное оформление ребер жесткости на участке окончательной формовки, при приложении рабочего усилия с изменением угла приложения в пределах от тупого угла до прямого относительно полотна заготовки. Результат изображен на секции 3. При этом на последующих секциях происходит соответственно выдавливание ребер жесткости и предварительная формовка.
Начальный тупой угол при предварительной и окончательной формовке одинаков и меньше, чем начальный угол приложения рабочего усилия при выдавливании ребер жесткости.
Однако величина уменьшения углов на всех трех стадиях деформирования - одна и та же и составляет несколько градусов.
Пример.
Способ был реализован в лабораторных условиях для получения секционной штамповочной панели с тремя односторонними продольными и поперечными ребрами. Материал - свинец, температура штамповки - 20oС. Ширина панели - 80 мм, длина - 300 мм, толщина полотна - 15 мм. Осуществляли штамповку панели с тремя односторонними ребрами на вертикальном гидравлическом прессе приложением рабочего усилия до 250 т к полотну заготовки с размерами 60•18 мм в продольном и поперечном направлениях.
Рабочее давление при формовке прикладывали под углом к полотну заготовки, изменяя в процессе штамповки каждой секции от 110oС до 90oС. После штамповки одной секции с выдавливанием ребер жесткости высотой 15 мм и с шириной их 4 мм и 8 мм соответственно минимальной у вершины ребра и минимальной в месте сопряжения ребра с полотном заготовку перемещали на длину одной секции заготовки, изменяя величину угла приложения рабочего усилия от 100oС до 90oС, и весь цикл штамповки секции повторялся.
Штамповку панели по всей длине заготовки осуществляли за три цикла приложения рабочего усилия. На разных секциях заготовки одновременно осуществляли предварительную формовку, выдавливание ребер и окончательную формовку.
Изобретение позволяет значительно повысить производительность способа, а также качество получаемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки панелей с односторонними продольными ребрами | 1991 |
|
SU1817730A3 |
| Способ изготовления деталей с односторонним оребрением и штамп для его осуществления | 1988 |
|
SU1648623A1 |
| Способ изготовления деталей с односторонним оребрением | 1990 |
|
SU1731395A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ПАНЕЛЕЙ С РЕБРАМИ ЖЕСТКОСТИ | 1992 |
|
RU2020021C1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ПАНАЛЕЙ С РЕБРАМИ ЖЕСТКОСТИ | 2003 |
|
RU2223839C1 |
| Способ штамповки поковок удлиненной формы с двумя симметричными продольными ребрами и устройство для осуществления способа | 2016 |
|
RU2641217C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК С РЕБРАМИ И ПОЛОТНОМ | 1990 |
|
RU1824786C |
| Способ штамповки выдавливанием изделий с ребрами жесткости | 1989 |
|
SU1696079A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве при получении длинномерных панелей с односторонними ребрами жесткости, используемых, например, в самолетостроении. Производят предварительную формовку полотна исходной заготовки, выдавливание в нем ребер жесткости и окончательную его формовку путем последовательного приложения рабочего усилия под углом к полотну исходной заготовки. Величину угла приложения рабочего усилия к полотну исходной заготовки изменяют. При предварительной формовке и выдавливании ребер жесткости величину угла уменьшают в пределах тупого угла. При окончательной формовке угол уменьшают от тупого до прямого. Ребра жесткости выдавливают в долевом и поперечном направлениях. Величину уменьшения угла приложения рабочего усилия на всех трех стадиях деформирования выбирают одинаковой. В результате обеспечивается расширение функциональных возможностей способа. 1 з.п.ф-лы, 1 ил.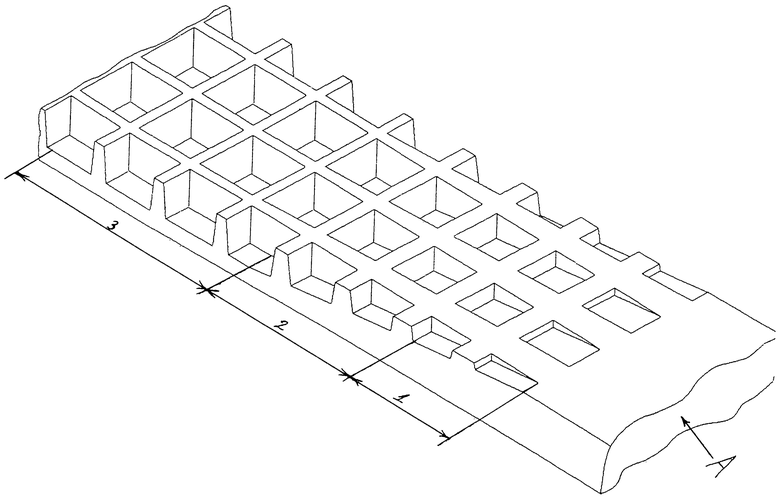
| Способ штамповки панелей с односторонними продольными ребрами | 1991 |
|
SU1817730A3 |
| Способ штамповки панелей с односторонним рельефом | 1984 |
|
SU1248718A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ПАНЕЛЕЙ С РЕБРАМИ ЖЕСТКОСТИ | 1992 |
|
RU2020021C1 |
| RU 2003419 C1, 30.11.1993 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

