Изобретение относится к масло-жировой промышленности и касается способов очистки жиров.
Целью изобретения является повышение степени очистки жира и упрощение процесса.
Способ осуществляют следующим образом.
Отфильтрованный от гетерогенного катализатора гидрированный жир (саломас) нагревают до 80-95°С и при перемешивании к нагретому жиру добавляют разбавленный (0,2-2,0%-ный) водный раствор одного из следующих соединений: нитрилтриме- тилфосфоновая кислота, натриевая соль нитрилтриметилфосфоновой кислоты, окси- этилидендифосфоновая кислота, кглиевая соль оксиэтилидендифосфоновой кислоты.
Водный раствор комплексона подщелачивают, доводят рН раствора до 7,0-8,5. После ввода комплексона перемешивание фаз продолжают в течение 1-3 мин посте чего
водный раствор комплексона, содержащий хелатные комплексы никеля, меди, железа и других поливалентных катионов, отделяют от жира в поле центробежных сил (на сепараторах). Количество комплексона, вводимое в реакцию, должно в 10-30 раз превышать суммарное содержание никеля, меди и железа в обрабатываемой массе гидрированного ЖИрс).
Способ обеспечивает высокую степень очистки гидрированных жиров от перечисленных металлов. После обработки водными растворами перечисленных комп- лексообразователей з указанных условиях остаточное содержание металлов в саломасе составляет, % (мг/кг жира): никель - не более 0,00004 (0,4); медь не более 0,00002 (0,02); железо - не более 0,00002 (0.2).
Обработка жира водными растворами фосфоновых кислот или их щелочных солей позволяет свести в одну технологическую стадию получение хелатных водораствориСП
с
со
XI о
ю
мых комплексов никеля, меди и железа и т ем самым существенно упростить технологическую схему процесса деметаллизации .ipa
Производные фосфоновых кислот об- иазуют комплексы хелатного типа с металлами в водных растворах с кислой, нейтральной и щелочной реакцией среды, Оптимальным является рН среды 7,0-8,5. Снижение рН среды менее 7,0 резко замедляет комплексообразование и способствует коррозии оборудования, тогда как увеличение рН среды более 8,5 приводит к побочным реакциям образования щелочных солеи жирных кислот (щелочных мыл) и частичною гидролиза глицеридов жира.
Качество гидрированных жиров существенно зависит от остаточного содержания равным образом никеля, меди и железа, степень извлечения которых должна быть не ниже 90%. Однако гидрированные жиры содержат также примеси кальция, магния и некоторых других поливалентных металлов, первоначально присутствующие в жире и накапливающиеся в нем в результате коррозии оборудования, при обработке исходных жиров водой, в результате разрушения катализаторов или при взаимодействии жира с силикатными носителями катализатора и с адсорбентами. Кроме того, в жирах обнаруживаются некоторые количества катионов одновалентных металлов, реагирующих с кислотными группами комплексообразую- щих реагентов. В связи с этим расход комплексообразующих агентов на деме- таллизацию гидрированных жиров определяется стехиометрическими соотношениями реакции комплексообразова- ния, соотношением молекулярных масс комплексона и металлов, а также избытком комплексона, необходимым для обеспечения сдвига реакции в сторону образования стабильных водорастворимых хелатных комплексов металлов. Удельный расход комплексона должен быть в 10-30 раз выше суммарного содержания никеля, меди и железа в единице массы обрабатываемого гидрированного жира:
К
Me
10-30,
где К - удельный расход комплексообразу- ющего агента, кг/т жира;
Me - суммарное удельное содержание никеля, меди и железа в жире, кг/т жира.
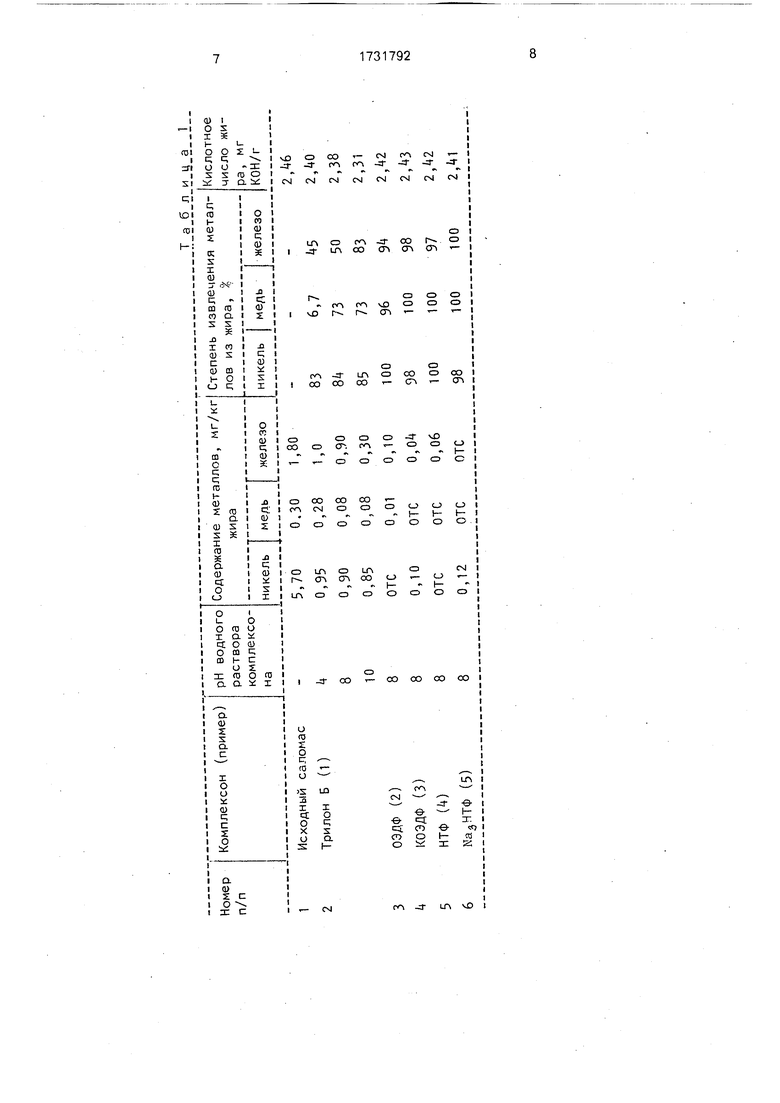
Если отношение К/Ме менее 10, не достигается требуемая степень извлечения металлов из гидрированного жира. Чрезмерное увеличение удельного расхода комплексона приводит к затруднениям при его извлечении из жира путем разделения водной и жировой фаз, т.е. требует дополнительной водной промывки жира. Пример (контрольный). Саломас, содержащий, % (мг/кг): никель 0,00057 (5,7 мг/кг); железо 0,00018 (1,8); медь 0,00003 (0,3); свободные жирные кислоты 1,2312,46мг КОН /г), нагревают до 90°С
0 и при этой температуре к саломасу при интенсивном перемешивании добавляют 0,3%-ный водный раствортрилона Б, рН 4,0, для комплексования никеля. Расход водного раствора составил 7% массы жира (0,21 г
5 трилона Б на 1 кг саломаса). Через 0,5 ч после добавления раствора комплексона перемешивание прекращают и водную фазу отделяют от жира центрифугированием. Жир повторно обрабатывают раствором
0 трилона Б с рН 8 в принятых выше условиях для связывания меди. Водную фазу также отделяют центрифугированием. Далее саломас вновь обрабатывают раствором трилона Б с рН 10 в приведенных выше условиях
5 для комплексования железа. Жировую и водную фазы также разделяют центрифугированием.
Результаты анализа саломаса после деметаллизации трилоном Б (прототип) приве0 дены в табл. 1.
Как видно из табл. 1, степень извлечения никеля, меди и железа составляет соответственно 85,73 и 83%. В итоге остаточное содержание никеля в саломасе почти в 1,5
5 раза превышает допустимый уровень, железа и меди - соответственно в 1,5 и 4 раза. Следует отметить, что степень извлечения железа при рН 4 (1-я стадия обработки) состазляет менее 50%, при этом содержа0 ние меди не снижается.
Пример 2. Саломас по примеру 1 при 90°С в течение 5 мин обрабатывают 0,3%- ным раствором оксиэтилидендифосфоно- вой кислоты (ОЭДФ), рН которого доведен
5 до 8,0 натриевой щелочью. Расход водного раствора, как и в примере 1, составляет 7% массы жира (0,21 г ОЭДФ до 1 кг саломаса). Соотношение между удельным расходом комплексона ОЭДФ и удельным содержа0 нием суммы никеля, меди и железа К/Ме - 25. После отделения водного раствора установлено (табл. ч) ч го указанный комплексен в приведенных условиях обеспечивает деметаллисацию саломаса на 94-100%.
5 П р и м е р 3. Саломас из примера 1 обрабатывают водным раствором калиевой соли оксиэтилидендифосфоновой кислоты (КОЭФД) в условиях, приведенных в примере 2 Степень извлечения металлов 98-100%.
Пример 4, Саломас из примера 1 обрабатывают водным раствором нитрилт- риметилфосфоновой кислоты (НТФ) в условиях, приведенных в примере 2. Степень извлечения металлов 97-100%.
Пример 5. В аналогичных условиях саломас по примеру 1 обрабатывают водным раствором натриевой соли нитрилтри- метилфосфоновой кислоты. Степень извлечения металлов 98-100%.
Приведенные в табл. 1 сопоставительные данные указывают на то, что обработка саломаса комплексообразователями по предлагаемому способу обеспечивает значительно более полное извлечение металлов в одну стадию по сравнению с известным способом. При этом остаточное содержание металлов в деметаллизирован- ном саломасе значительно ниже допустимого уровня, тогда как содержание свободных жирных кислот в саломасе снижается не более чем на 1,6 отн. %.
Рассмотрим влияние рН разбавленного водного раствора комплексообразующего реагента на степень извлечения никеля из саломаса и накопление в саломасе щелочных мыл.
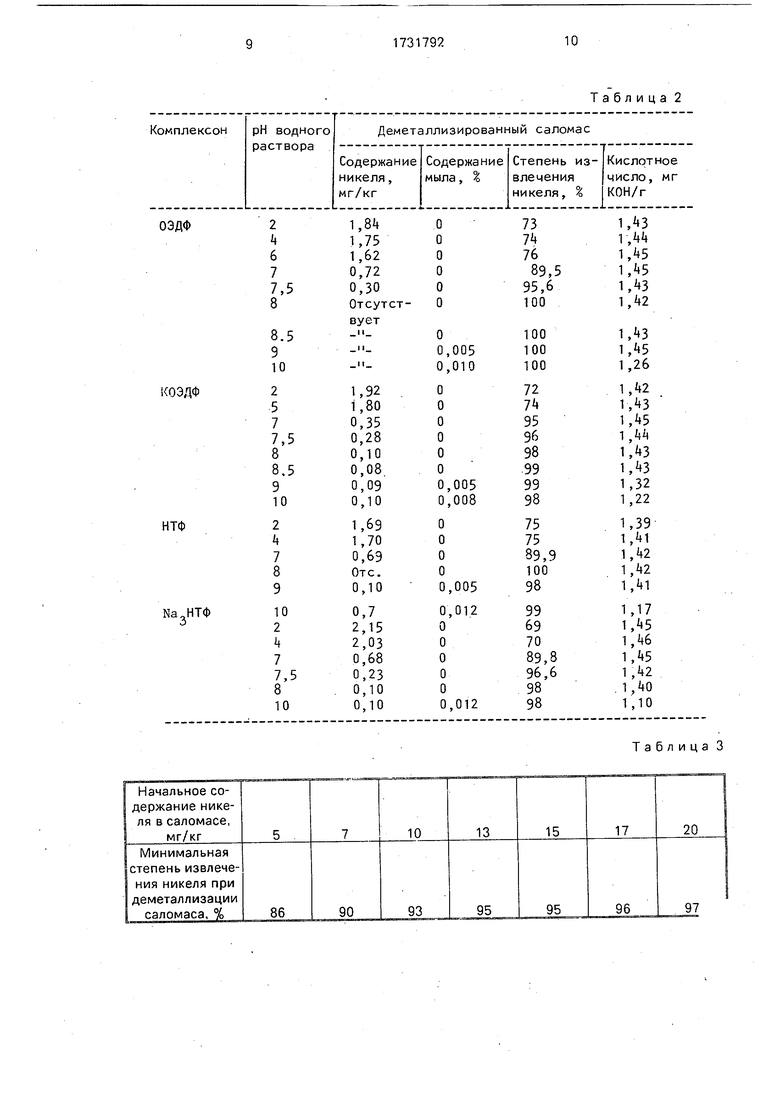
Пример 6. Саломас, полученный в промышленных условиях гидрированием хлопкового масла на никель-кизельгуровом катализаторе, после отделения гетерогенного катализатора фильтрованием содержит 0,000684% (6,84 мг/кг жира) никеля и 0,73% свободных жирных кислот (1,45 мг КОН/г). С этим образцом саломаса проводят серию опытов деметаллизации 0,3%- ным водным раствором ОЭДФ при 85°С, соотношении К/Ме 30, продолжительности обработки 0,25 ч и рН водного раствора комплексона 2-10,
Результаты приведены в табл. 2
Пример 7. Пищевой саломас по примеру 6 обрабатывают водным раствором калиевой соли оксиэтилидендифосфо- новой кислоты в условиях, аналогичных примеру 6 (табл, 2).
П р и м е р. 8. Саломас по примеру 6 обрабатывают водным раствором нитрилт- риметилфосфоновой кислоты в условиях, приведеных в примере 6 и 7 (табл. 2).
Пример 9. В аналогичных примерам 6-8 условиях саломас по примеру 6 обрабатывают водным раствором натриевой соли нитрилтриметилфосфоновой кислоты (табл. 2).
Из данных табл. 2 следует, что всех предлагаемых комплексообразующих реагентов оптимальное значение рН водного раствора находится в интервале 7,0-8,5.
При рН менее 7,0 результаты деметаллизации саломасов оказываются неудовлетворительными, так как степень извлечения никеля колеблется в пределах 70-76% (остаточное содержание никеля в деметаллизированном саломасе на уровне 0,95- 1,7 мг/кг, что выше допустимого предела).
Соответственно этому зависимость между начальным содержанием никеля в саломасе и минимально допустимой степенью
извлечения этого металла при деметаллизации саломаса иллюстрируются данными табл. 3.
Таким образом, требуемая степень извлечения металла стабильно достигается,
если соотношение К/Ме поддерживается в пределах 10-30. При этом соотношении К/Ме в пределах 20-30 необходимо лишь в тех условиях, когда начальное содержание металлов в саломасе сравнительно мало и
используются сравнительно концентрированные водные растворы комплексона. Дальнейшее увеличение удельного расхода комплексона (К/Ме более 30) не отражается на эффективности извлечения металла,
Предлагаемый способ деметаллизации гидрированных жиров осуществляется в одну технологическую стадию, т.е. не требует дополнительной обработки деметаллизиро- ванного жира водой или адсорбентами, так
как образующиеся хепатные комплексы металлов практически полностью удаляются из жира при отделении от него водного раствора комплекссобразователя.
40
Формула изобретения
Способ очистки гидрированного жира от металлов путем обработки жира с температурой 80-95°С водными растворами комплесообразующих агентов с последующим отделением водной фазы, содержащей металлы, от жира, отличающийся тем, что, с целью повышения степени очистки и упрощения процесса, в качестве комплексообразующих агентов используют фосфоно- вые кислоты и их соли с одновалентными металлами и аммония, предварительно под- щелаченные до рН 7,0-8,5, которые берут в количестве, в 10-30 раз превышающем массовую долю металлов в жире.
Таблица 2


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИСТИЛЛЯЦИОННОЙ РАФИНАЦИИ САЛОМАСА | 1991 |
|
RU2008331C1 |
| Способ определения количества никеля в жирах | 1990 |
|
SU1730579A1 |
| Способ определения количества никеля в гидрированных жирах | 1987 |
|
SU1441306A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОЧИСТКИ И ДЕЗАКТИВАЦИИ КОНТУРОВ ИССЛЕДОВАТЕЛЬСКИХ И ЭНЕРГЕТИЧЕСКИХ РЕАКТОРОВ, ОХЛАЖДАЕМЫХ ВОДОЙ ПОД ДАВЛЕНИЕМ | 2013 |
|
RU2558732C2 |
| СПОСОБ УДАЛЕНИЯ ПЕРЕХОДНЫХ МЕТАЛЛОВ И РАДИОНУКЛИДОВ ИЗ РАСТВОРОВ, СОДЕРЖАЩИХ КОМПЛЕКСООБРАЗУЮЩИЙ АГЕНТ | 2012 |
|
RU2458418C1 |
| Способ физической рафинации растительных масел | 1988 |
|
SU1731793A1 |
| Способ очистки гидрированных жиров от следов тяжелых металлов | 1980 |
|
SU1065469A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ ПАРАМЕТРОВ РАСТВОРЕНИЯ ОКСИДОВ ПЕРЕХОДНЫХ МЕТАЛЛОВ В РАСТВОРАХ, СОДЕРЖАЩИХ КОМПЛЕКСООБРАЗУЮЩИЙ АГЕНТ | 2012 |
|
RU2516274C2 |
| Способ рафинации гидрированных жиров | 1987 |
|
SU1465448A1 |
| РАСТВОР ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ ОТ ОТЛОЖЕНИЙ РАЗЛИЧНОЙ ПРИРОДЫ | 2017 |
|
RU2696990C2 |
Изобретение относится к масло-жировой промышленности. Целью является повышение степени очистки жира и упрощение процесса. Это достигается тем, что гидрированный нагретый до 80-95°С жир обрабатывают фосфоновыми кислотами или их солями с одновалентными металлами и аммония, которые предварительно подщелачивают до рН 7,0-8,5 и берут в количестве, в 10-30 раз превышающем массовую долю металлов в жире, с образованием в водной фазе комплексов, Затем водную фазу отделяют от жира, 3 табл.
Таблица 3
| Thomas E | |||
| Furia ED.ТА in Foods | |||
| A.Technical Review | |||
| Food Technology, 1964, т, 18, № 12, c | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
