Изобретение относится к порошковой металлургии, а именно к способам получения постоянных магнитов путем горячего деформирования, и може г быть испол ьзова- но в металлургической, машиностроительной, авиационной и электронной промышленности.
Целью изобретения является упрощение процесса и повышение магнитных свойств магнитов.
Предлагаемый способ заключается в совмещении процесса горячего компактиро- вания и прессования с использованием в качестве защитной среды от окисления магнита металлической оболочки Процесс осуществляют следующим образом
В контейнер, выполненный из материала, соответствующего требованию
k с 0,3 (то,2 /0-0.2 0.7 .(1)
kс
где о02 и (т0,2 - условные пределы текучести материала контейнера и прессуемого сплава при температуре прессования, загружают порошок из измельченной ленты быстрозакаленного сплава на основе железа с добавлением редкоземельных элементов и бора имеющего структуру с размером зерен 50-1000 нм Оптимальный размер порошка после измельчения ленты выбирают из условия обеспечения максимальной плотности при заполнении контейнера и наиONГО Ю О 00
ю
меньшей окисляемости. При плотности магнитного порошка в контейнере 75-90% его закрывают пробкой из того же материала, что и контейнер, нагревают до температуры 0,63-0,7 ТПл (Ю- где ТПл - температура плавления (солидуса) магнитного сплава, и деформируют методом экструзии с противодавлением со скоростью деформа- ции()-() и степенью деформации 30-70%, Сразу после прессования пластической деформации магнит, находящийся в оболочке, вынимают из штампа, охлаждают на воздухе и определяют гистерезисные магнитные свойства.
При необходимости оболочку снимают методом механической обработки или электрохимии. В качестве материала контейнера могут быть использованы коррозионно-стойкие сплавы на основе меди или железа, например латунь, стали ферритного или аустенитного класса.
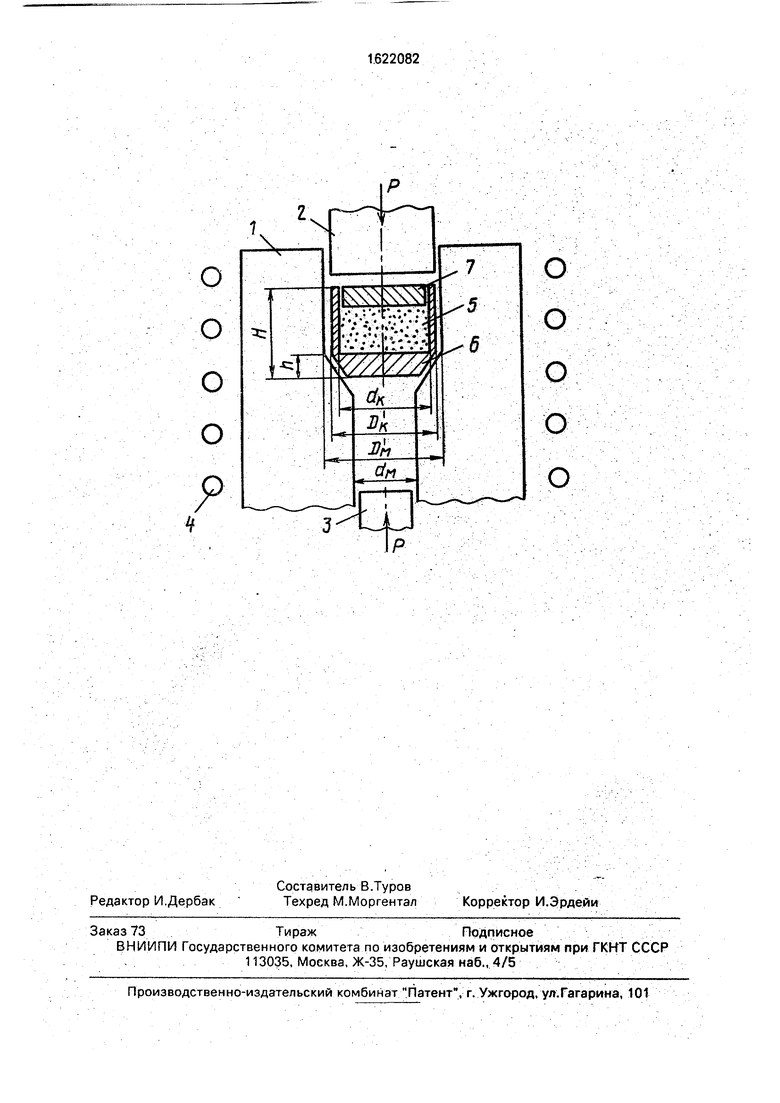
На чертеже изображена схема устройства для осуществления предлагаемого способа. Нагрев заготовок осуществляют в печах, прессование ведут на гидравлических прессах с усилием выше 100 т«с. Совмещение процесса компактирования и прессования (пластической деформации) достигается за счет применения противодавления и начального зазора между контейнером и внутренней стенкой матрицы. При наложении давления в начальный момент происходит свободная осадка контейнера, в процессе которой осуществляется компактирование. Степень компактности регулируется величиной зазора (DM-DK) и противодавления. После выборки зазора начинается непосредственно прессование, в процессе которого продолжается компактирование и формирование необходимой текстуры радиального типа.
Получение магнитов осуществляют в устройстве, которое состоит из матрицы 1, верхнего 2 и нижнего 3 пуансонов и индуктора 4. Исходным материалом служит сплав, состав которого приведен в таблице в виде фрагментов ленты, полученной быстрой закалкой из расплава на вращающийся со скоростью 20 м/с медный барабан в среде аргона. Толщина и ширина ленты составляют соответственно 40 мкм и 2 мм. Микроструктура ленты - микрокристаллиты фазы RaFeiiB размером 50-100 нм. Порошок из измельченной ленты 5 дисперсностью 30 мкм засыпается в металлический контейнер б, закрывается пробкой 7 и ком- пактируется при комнатной температуре в прессе усилием до 10 т-с для достижения плотности, указанной в таблице. Контейнер
выполнен из указанного в таблице материала и имеет геометрические размеры: D 29 мм; dK 25 мм; h 10 мм; Н 60 мм. Контейнер с порошком покрывается смазкой, нагревается в индукционной печи со скоростью нагрева 100°/мин до температуры, указанной в таблице, и переносится в нагретый до той же температуры штамп, рабочий инструмент которого (1-3) выполнен из жаропроч0 ного сплава. Диаметры входного и выходного отверстий матрицы равны 30 и ,1 мм соответственно. Прессование осуществляют на прессе методом прямого выдавливания при усилиях прямого и проти5 водавления, степенях деформации и скоростях, указанных в таблице. Противодавление осуществляют введением в нижнюю полость матрицы нижнего пуансона. Альтернативным способом создания противодавления являет0 ся непрерывное прессование на проход, когда один образец выталкивается из конической части матрицы другим. Отпрессованный магнит охлаждают на воздухе из него вырезают образец в виде кубика размером
5 2x2x2 мм и производят измерение магнитных свойств на вибромагнитометре в поле 20 кЭ в направлениях, параллельном и перпендикулярном направлению прессования. Как следует из данных, приведенных в
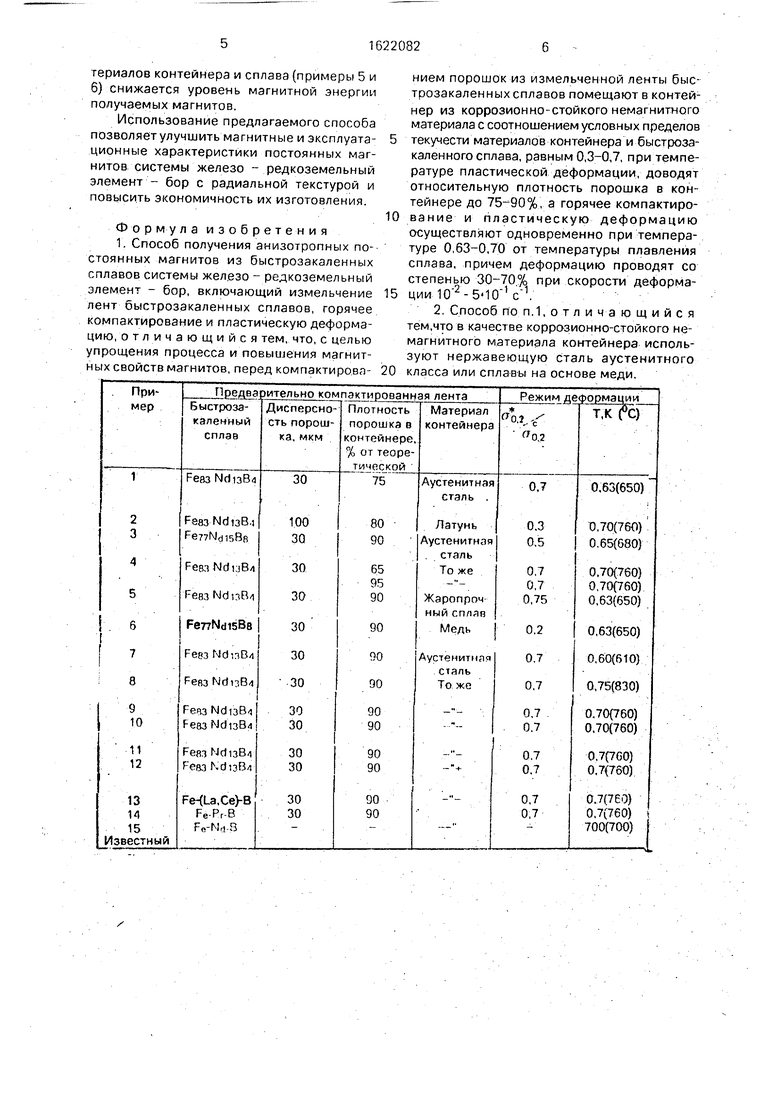
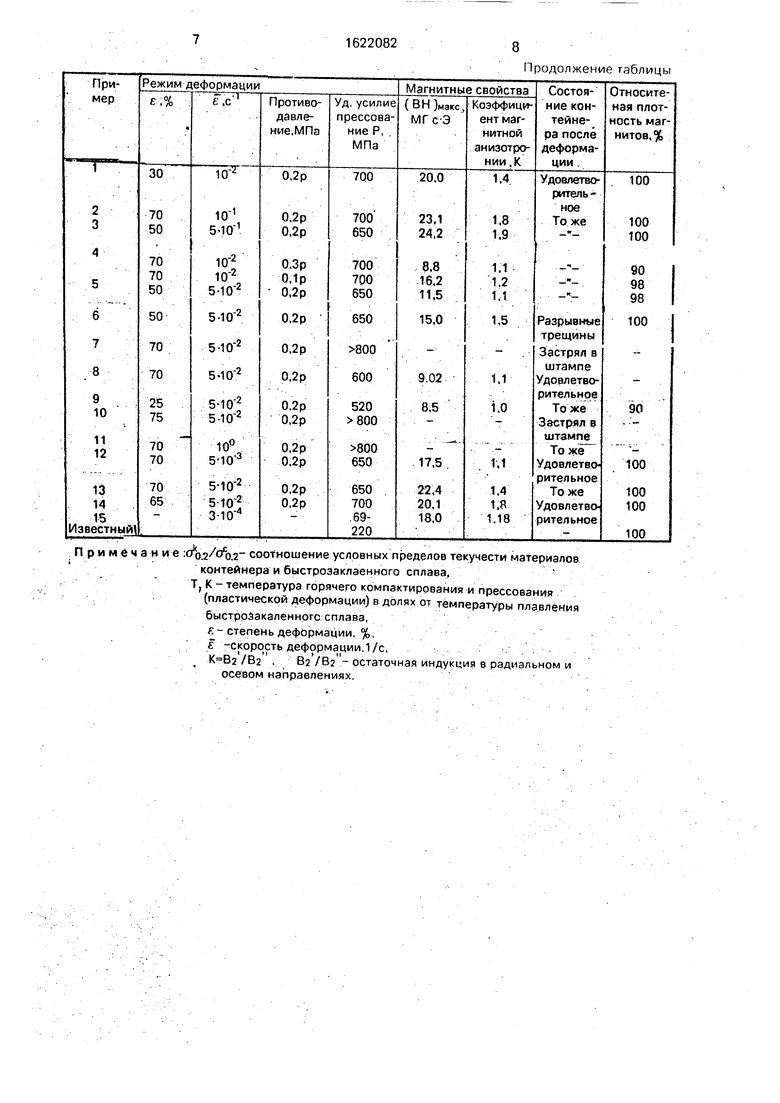
0 таблице, предлагаемый способ (примеры 1- 3, 13 и 14) позволяет получать постоянные магниты с уровнем максимальной магнитной энергии (ВН)макс 20-24 МГс-Э, что выше, чем для магнитов, полученных изве5 стным (пример 15) способом, у которых (ВН)мэкс 18 МГс Э. Кроме того, предлагаемый способ проще известного, так как совмещает процессы горячего компактирования и пластической деформации (прессования) в
0 одном цикле штамповки.
Из таблицы видно также, что прессование при температуре ниже 0,63 ТПл. (650°С) со степенью деформации выше 70% и скорости деформации более 5.10 /с (приме5 ры7,10и 11)приводит к резкому возрастанию удельных усилий на инструменте, величина которых превышает уровень допустимых напряжений для лучшего современного жаропрочного сплава, и, как следствие, к
0 .поломке штампа. Повышение температуры прессования до 0,75 Тпл (830°С), снижение степени и скорости деформации до 25% и соответственно (примеры 8,9 и 12) из-за слабой текстуры и интенсивного роста
5 зерен понижает (ВН)макс до 8,5-9,2 МГс Э и Кдо 1,0-1,1.
В случае отклонения предварительной плотности в контейнере от предлагаемой (пример 4) или несоблюдения соотношения между условными пределами текучести материалов контейнера и сплава (примеры 5 и 6) снижается уровень магнитной энергии получаемых магнитов.
Использование предлагаемого способа позволяет улучшить магнитные и эксплуатационные характеристики постоянных магнитов системы железо - редкоземельный элемент - бор с радиальной текстурой и повысить экономичность их изготовления.
Формула изобретения 1. Способ получения анизотропных постоянных магнитов из быстрозакаленных сплавов системы железо - редкоземельный элемент - бор, включающий измельчение лент быстрозакаленных сплавов, горячее компактирование и пластическую деформацию, отличающийся тем, что, с целью упрощения процесса и повышения магнитных свойств магнитов, перед компактированием порошок из измельченной ленты быс- тоозакаленных сплавов помещают в контейнер из коррозионно-стойкого немагнитного материала с соотношением условных пределов
5 текучести материалов контейнера и быстроза- каленного сплава, равным 0,3-0,7, при температуре пластической деформации, доводят относительную плотность порошка в контейнере до 75-90%, а горячее компактиро0 вание и пластическую деформацию осуществляют одновременно при температуре 0,63-0,70 от температуры плавления сплава, причем деформацию проводят со степенью 30-70% при скорости деформации 102-5 10 V1
2 Способ по п.1, о т л и ч а ю щ и и с я тем.что в качестве коррозионно-стойкого немагнитного материала контейнера используют нержавеющую сталь аустенитного 0 класса или сплавы на основе меди.
5
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНЫХ ПОСТОЯННЫХ МАГНИТОВ СИСТЕМЫ ЖЕЛЕЗО - РЕДКОЗЕМЕЛЬНЫЕ МЕТАЛЛЫ - БОР | 1992 |
|
RU2025508C1 |
| Способ получения изделий из магнитного сплава системы марганец - алюминий - углерод | 1990 |
|
SU1740452A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСТОЯННЫХ МАГНИТОВ ИЗ СПЛАВОВ НА ОСНОВЕ СИСТЕМЫ НЕОДИМ-ЖЕЛЕЗО-БОР ИЛИ ПРАЗЕОДИМ-ЖЕЛЕЗО-БОР | 2006 |
|
RU2337975C2 |
| Способ получения заготовки постоянного магнита | 1990 |
|
SU1760563A1 |
| МАТЕРИАЛ ДЛЯ РЕДКОЗЕМЕЛЬНЫХ ПОСТОЯННЫХ МАГНИТОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174261C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО ВЫСОКОЭНЕРГОЕМКОГО ПОСТОЯННОГО МАГНИТА ИЗ СПЛАВА НА ОСНОВЕ Nd-Fe-B | 2013 |
|
RU2525867C1 |
| Способ изготовления композиционного материала для постоянных магнитов | 1990 |
|
SU1760564A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕДКОЗЕМЕЛЬНЫХ ПОСТОЯННЫХ МАГНИТОВ | 2005 |
|
RU2321913C2 |
| Способ изготовления спеченных магнитов | 1979 |
|
SU933253A1 |
| Способ получения магнитов из высококоэрцитивных сплавов на основе системы железо-хром-кобальт | 1988 |
|
SU1527289A1 |
Изобретение относится к получению постоянных магнитов путем горячего деформирования и может быть использовано в различных отраслях промышленности Целью изобретения является упрощение процесса и повышение магнитных свойств магнитов. Горячее компактирование и пластическая деформация совмещены в единый процесс, осуществляемый при температуре 0,63-0.70 от температуры плавления сплава при скоростях деформации ()-() и степени деформации 30-70%. Перед деформацией порошок из быстрозакаленного сплава помещают в контейнер из коррозионно-стойкого немагнитного материала с соотношением условных пределов текучести материала контейнера и быстрозякяленного сплава, равным 0,3-0,7, и доводят относительную плотность порошка до 75-90% Получены магниты с радиальной текстурой из сплавов Nd-Fe-B, Pr-Fe-B и Fe-(La, Се)-В с энергией (ВН)маКс 20,0- 24,2 МГс Э и коэффициентом магнитной анизотропии 1,4-1,9.1 з п. ф-лы,1 ил., 1 табл. сл с
Примечание :oko.2/ oCo.2 соотношение условных пределов текучести материалов
контейнера и быстрозаклаенного сплава, Т, К - температура горячего компактирования и прессования (пластической деформации) в долях от температуры плавления быстрозэкаленногс сплава, Ј- степень деформации, %, Ј -скорость деформации.1/с,
/Е$2 . В2 /В2 - остаточная индукция в радиальном и осевом направлениях.
| Пневматический усилитель рулевого управления автомобиля | 1956 |
|
SU108474A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ переработки свинцово-медно-цикковых концентратов, содержащих до 10% меди | 1960 |
|
SU138753A1 |
