Изобретение относится к акустическим методам неразрушающего контроля, а именно к ультразвуковой дефектоскопии, и может быть использовано для определения типа дефекта как в ручном, так и в автоматическом вариантах ультразвукового контроля изделий качающимся лучом.
Известен способ ультразвукового контроля, основанный на возбуждении в изделии поперечной волны, приеме отраженной поперечной и трансформированной продольной волн. Для приема продольной вол- ны используется дополнительная пьезопластина, установленная под соответствующим углом. Сравнение амплитуд трансформированной продольной и отраженной волн дает возможность определить тип дефекта.
Недостатком данного способа является то, что достоверность способа снижается ввиду различной чувствительности пьезоп- ластин. В связи с этим требуется дополнительное эталонирование чувствительности приемной пьезопластины
Известен способ ультразвукового контроля изделий качающимся лучом (взятый за прототип), заключающийся в том, что в контролируемом изделии возбуждают ультразвуковую волну, принимают отраженные от дефекта эхо-сигналы, с учетом которых определяют наличие и тип дефекта в сравнении с условными размерами эталонного (ненаправленного) отражателя, расположенного на той же глубине.
Недостатком известного способа является необходимость точного расчета или измерения условных размеров эталонного отражателя, что усложняет процедуру определения типа дефекта и снижает достоверность результатов.
Целью изобретения является повышение достоверности ультразвукового контроля.
Поставленная цель достигается тем, что в отличие от известного технического решения, заключающегося в том, что в контролируемомизделиивозбуждаютультразвуковую волну, принимают отраженС
со
с
ные от дефекта эхо-сигналы, с учетом которых определяют тип дефекта, согласно изобретению в изделии поочередно возбуждают продольную и поперечную ультразвуковые волны, принимают отраженные от дефектов эхо-сигналы, измеряют условную ширину дефекта при возбуждении продольной AXL и поперечной A Xt, а тип дефекта определяют из соотношения A XL
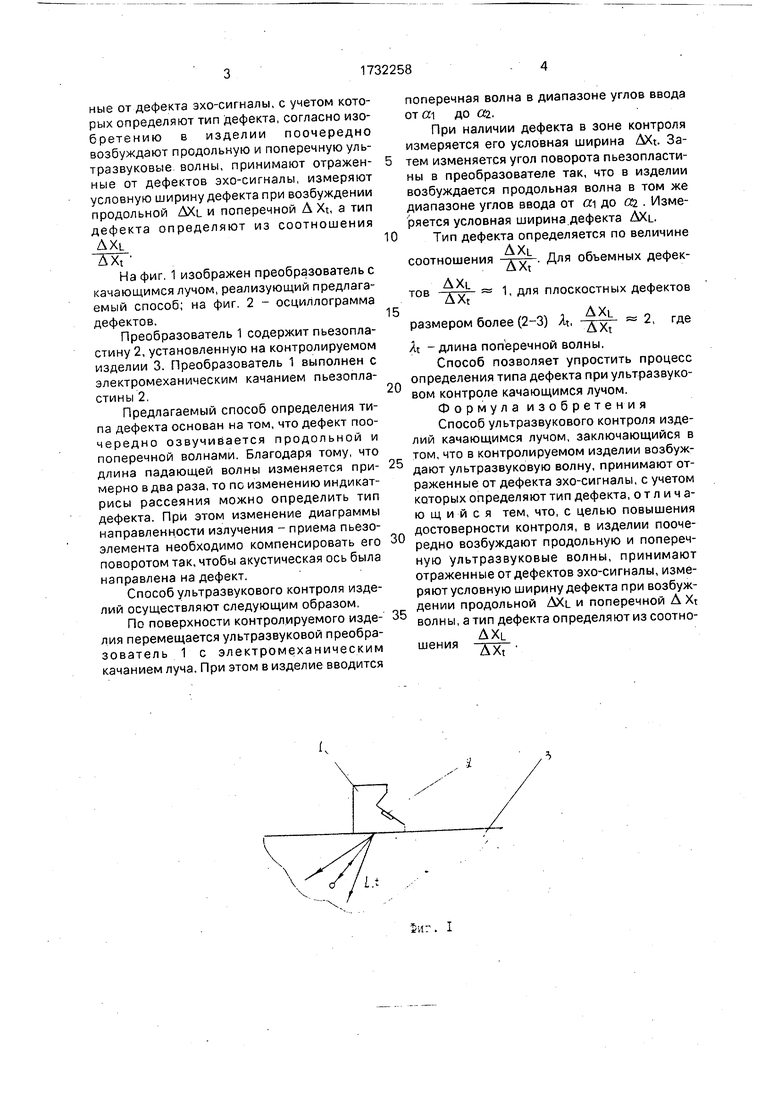
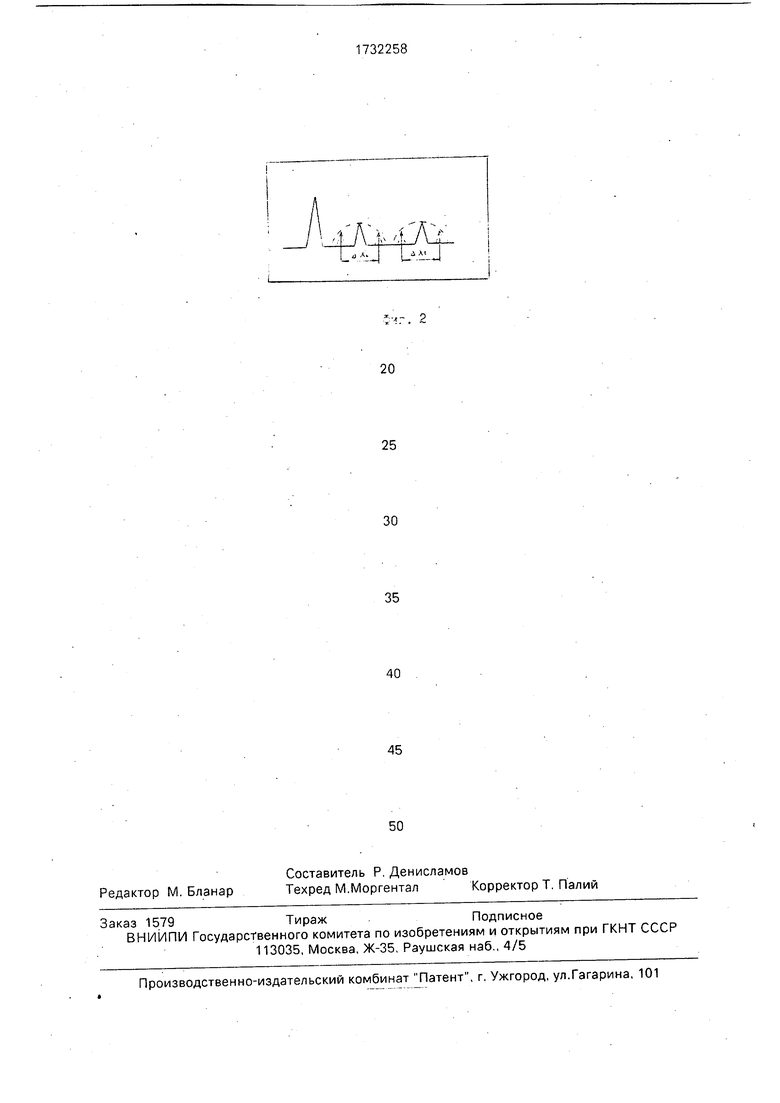
На фиг, 1 изображен преобразователь с качающимся лучом, реализующий предлагаемый способ; на фиг. 2 - осциллограмма дефектов.
Преобразователь 1 содержит пьезопла- стину 2, установленную на контролируемом изделии 3. Преобразователь 1 выполнен с электромеханическим качанием пьезопла- стины 2,
Предлагаемый способ определения типа дефекта основан на том, что дефект поо- чередно озвучивается продольной и поперечной волнами. Благодаря тому, что длина падающей волны изменяется примерно едва раза, то по изменению индикатрисы рассеяния можно определить тип дефекта. При этом изменение диаграммы направленности излучения - приема пьезо- элемента необходимо компенсировать его поворотом так, чтобы акустическая ось была направлена на дефект.
Способ ультразвукового контроля изделий осуществляют следующим образом,
По поверхности контролируемого изделия перемещается ультразвуковой преобра- зователь 1 с электромеханическим качанием луча. При этом в изделие вводится
0
поперечная волна в диапазоне углов ввода от а до «2.
При наличии дефекта в зоне контроля измеряется его условная ширина AXt. Затем изменяется угол поворота пьезопласти- ны в преобразователе так, что в изделии возбуждается продольная волна в том же диапазоне углов ввода от а до az . Измеряется условная ширина дефекта ДХь
Тип дефекта определяется по величине
A XL соотношения -л /
Для объемных дефек5
0
5
0
5
то в
размером более (2-3) At,
2, где
AXL ,
д v 1, для плоскостных дефектов
tiAt
A XL ТГхТ At -длина поперечной волны.
Способ позволяет упростить процесс определения типа дефекта при ультразвуковом контроле качающимся лучом. Формула изобретения Способ ультразвукового контроля изделий качающимся лучом, заключающийся в том, что в контролируемом изделии возбуждают ультразвуковую волну, принимают отраженные от дефекта эхо-сигналы, с учетом которых определяют тип дефекта, отличающийся тем, что, с целью повышения достоверности контроля, в изделии поочередно возбуждают продольную и поперечную ультразвуковые волны, принимают отраженные от дефектов эхо-сигналы, измеряют условную ширину дефекта при возбуждении продольной AXL и поперечной A Xt волны, а тип дефекта определяют из соотно- AXL
шения
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОДОЛЬНО-ПОПЕРЕЧНЫЙ СПОСОБ РЕАЛИЗАЦИИ ЭХОЛОКАЦИОННОГО МЕТОДА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЯ ПО ВСЕМУ СЕЧЕНИЮ | 2014 |
|
RU2585304C1 |
| Способ высокоскоростной ультразвуковой дефектоскопии длинномерных объектов | 2021 |
|
RU2756933C1 |
| Ультразвуковой контактный преобразователь | 1989 |
|
SU1772721A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2149393C1 |
| Способ лазерно-акустического контроля | 1989 |
|
SU1775660A1 |
| Способ внутритрубного ультразвукового контроля сварных швов | 2016 |
|
RU2621216C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2394235C1 |
| Способ высокоскоростной ультразвуковой дефектоскопии с использованием эффекта Доплера | 2019 |
|
RU2720043C1 |
| Ультразвуковой дефектоскоп для контроля аустенитных сварных швов | 1990 |
|
SU1810813A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2044313C1 |
Изобретение может быть использовано для определения типа дефекта как в ручном, так и в автоматизированных вариантах ультразвукового контроля изделий качающимся лучом. Цель изобретения - повышение достоверности ультразвукового контроля. В изделии поочередно возбуждают продольную и поперечную ультразвуковые волны, принимают отраженные от дефектов эхо- сигналы, измеряют условную ширину дефекта при возбуждении продольной ДХ| и поперечной AXt волны, а тип дефекта опреДХ| деляют из соотношения -. 2 ил.
44
LT Ц LA i J
| Способ ультразвукового контроля | 1984 |
|
SU1201754A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шастин А.Г | |||
| Разработка способов и дистанционных средств ультразвукового контроля сварных соединений и основного металла оборудования действующих атомных электростанций | |||
| Диссертация | |||
| ПРИБОР ДЛЯ СООБЩЕНИЯ ВИНТООБРАЗНОГО ДВИЖЕНИЯ ВОЗДУХУ | 1925 |
|
SU1094A1 |
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
