1.201
Изобретение относится к неразру- шающим средствам и методам контроля и может быть использовано для ультраг звуковой дефектоскопии материалов и сварных соединений.5
Целью изобретения является повы шёниё ин 3 рмативности ультразвуко вого Контроля путем определения конфигурациидефектов.
На схематично изображен 10 преобразователь для реализации .указанного способа.
Преобразователь содержит пьезо- пластины 1 и 2, установленные на акустической призме 3 под углами15
о е печива101цими равенство углов наклона акустических осей соответствующих диаграмм направлен ности.
Способ ультразвукового контроля 20 осуществляют следупцим образом.
В контролируемом изделии 4 воз буждакй- ультразвуковую волну с омощью пьезоппастшш 1, принимают сигнал в положении призмы 3 на из 2S елиИу соответствующий 4 максимальной
754
амплитуде эхо-сигнала от дефекта, и дополнительно принимают с помощью пьезопластины 2 эхо-сигналы отраженных от дефекта трансформированных продольных или поперечных волн, и по отношению амплитуд отраженных эхо-сигналов и трансформированных отраженных определяют конфигурацию дефекта.
Отношение амплитуд отраженных поперечных V, (продольных) и трансформированных щ одольных (поперечных) волн Kte - V t/Vtt сравнивают с пороговым значением Kte. При - дефект плоскостей, - дефект округлый.
Величину Kjg определяют расчетным путем при измерении Vjj и Vtt дпя .отражателей различной формы.
Реализа)ци способа может быть осуществлен а с помощью любого типового дефектоскола.
Способ ультразвукового контроля позволяет идентифицировать дефекты на плоскостные и объемные с помощью одного преобразователя.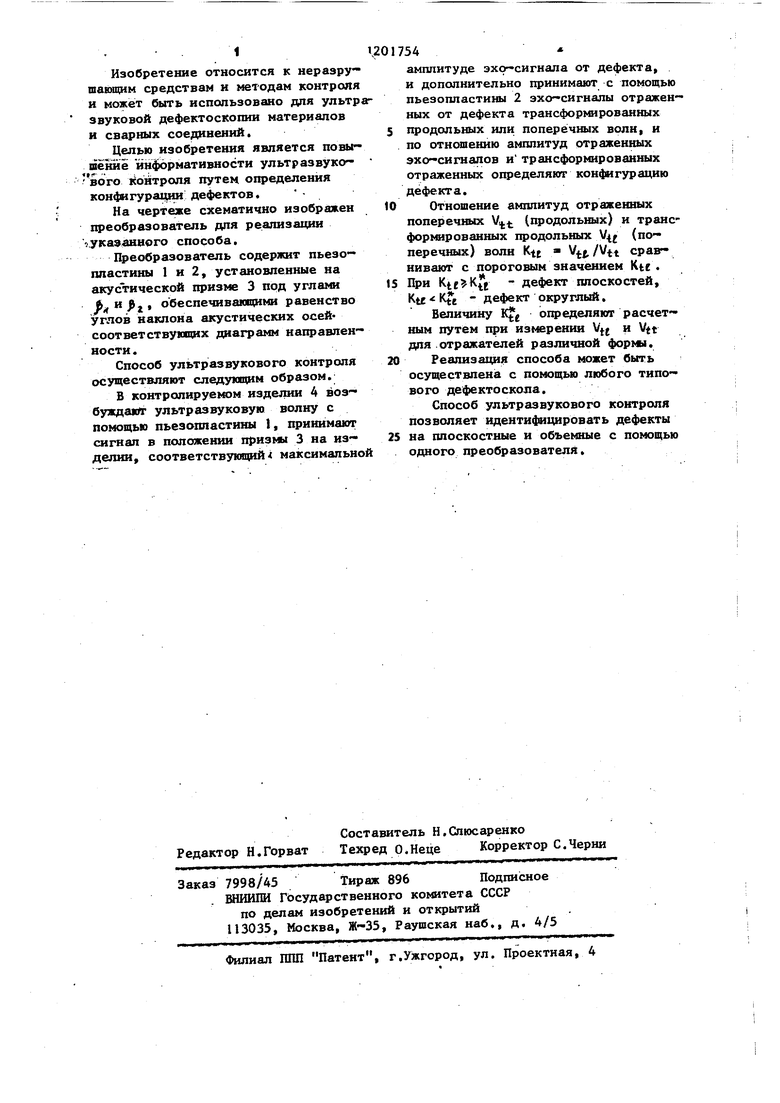
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОДОЛЬНО-ПОПЕРЕЧНЫЙ СПОСОБ РЕАЛИЗАЦИИ ЭХОЛОКАЦИОННОГО МЕТОДА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЯ ПО ВСЕМУ СЕЧЕНИЮ | 2014 |
|
RU2585304C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2044313C1 |
| Способ ультразвукового контроля сварных соединений изделия | 1981 |
|
SU989472A1 |
| Способ ультразвукового контроля изделий качающимся лучом | 1989 |
|
SU1732258A1 |
| Способ ультразвукового контроля поверхности кварцевых керамических изделий на наличие царапин | 2022 |
|
RU2789244C1 |
| Способ ультразвуковой дефектоскопии изделий с контролем качества акустического контакта | 1991 |
|
SU1797043A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА АКУСТИЧЕСКОГО КОНТАКТА ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 2012 |
|
RU2506585C1 |
| Способ ультразвукового контроля конических резьбовых соединений с упорными уступами | 1991 |
|
SU1792530A3 |
| Способ ультразвукового контроля изделий с плоскопараллельными поверхностями | 1991 |
|
SU1797042A1 |
СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ, заключающийся в том, ч в контролируемом изделии возбужд ультразвуковую волну, принимают отраженную от дефекта ультразвуко-г вую волну и по параметрам отражен ных поперечных или продольных волн oпpeдeляюt наличие дефекта, отличающийся тем, что, с целью повышения информативности ультрагзвукового контроля путем определения конфигураи(ии дефектов, дополнительно принимают эхо-сигналы, отраженных от дефекта и.трансформированных продольных или поперечных волн и по отношению амплитуд отраженных и трансформированных отраженных сигналов определяют конфигурацию дефекта.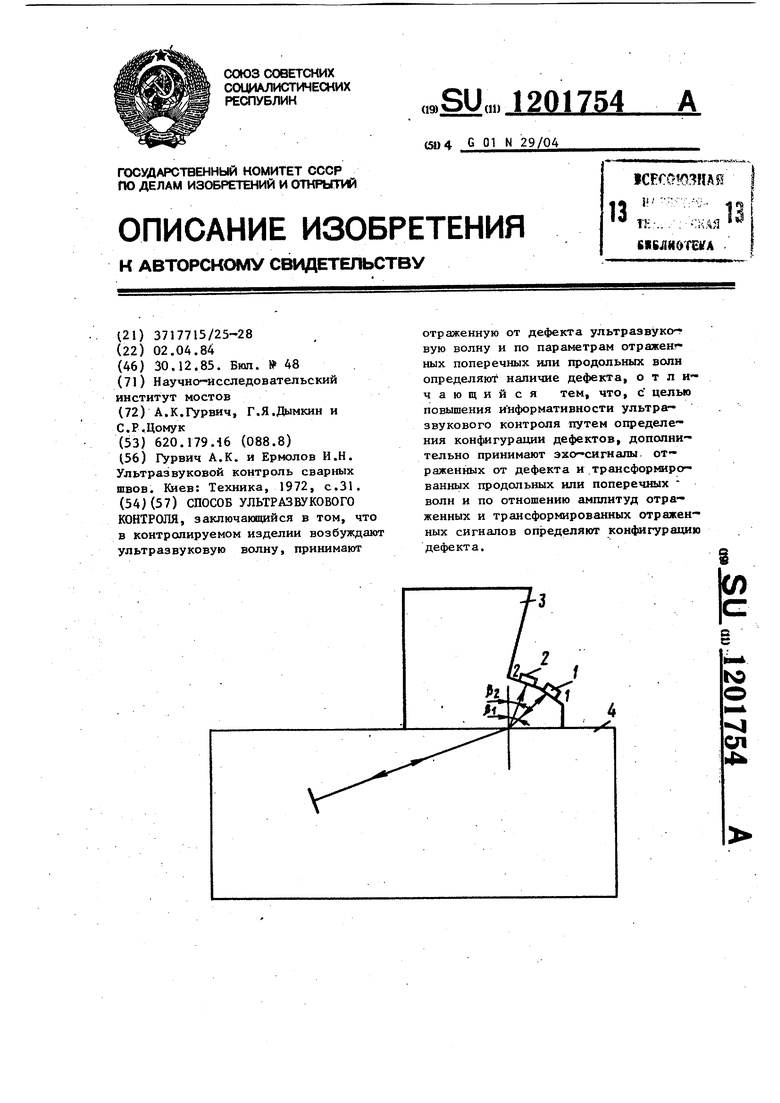
| Гурвич А.К | |||
| и Ермолов И.Н | |||
| Ультразвуковой контроль сварных швов | |||
| Киев: Техника, 1972, с.31 (54) |
