(54) РАЗЖИМНАЯ ОПРАВКА ДЛЯ АВТОМАТИЗИРОВАННЫХ ТЕХНОЛОГИЧЕСКИХ ЛИНИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ИНДУКЦИОННОГО НАГРЕВА ПРИ ПОВЕРХНОСТНОЙ ЗАКАЛКЕ ИЗДЕЛИЙ | 1965 |
|
SU168317A1 |
| ИМПУЛЬСНАЯ СХЕМА ПРЕИМУЩЕСТВЕННО ДЛЯ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ШТАНГ БУРОВОГО ИНСТРУМЕНТА | 1992 |
|
RU2063104C1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Устройство контроля нагрева гибкого грузонесущего органа конвейера | 1980 |
|
SU891536A1 |
| Система для программной закалки длинномерных изделий | 1986 |
|
SU1382864A1 |
| Регулятор температуры | 1978 |
|
SU706835A1 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
| Способ центробежной биметаллизации втулок с нагревом токами высокой частоты | 2015 |
|
RU2637205C2 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2018 |
|
RU2704951C1 |
| Разжимная оправка Диченко | 1990 |
|
SU1787703A1 |

1
Изобретение относится к-технологическому оборудованию и может использоваться для закрепления заготовки при механической обработке с автоматизацией процесса зажатия.
Известна разжимная оправка для авто- 5 матизированных технологических линий, содержащая упругую посадочную часть, зажимное устройство и орган автоматического управления I.
Недостатки оправки - ограниченная величина зажимного усилия, недостаточная точность центрирования.
Цель изобретения - увеличение зажимного усилия, повышение точности центрирования и обеспечение удобства автоматизации.15
Эта цель достигается тем, что упругая посадочная часть выполнена в виде манометрической пружины, открытый конец которой через капилляр соединен с термобаллоном, причем термобаллон охвачен с за- JQ зором индуктором высокочастотной закалочной установки с программным управлением.
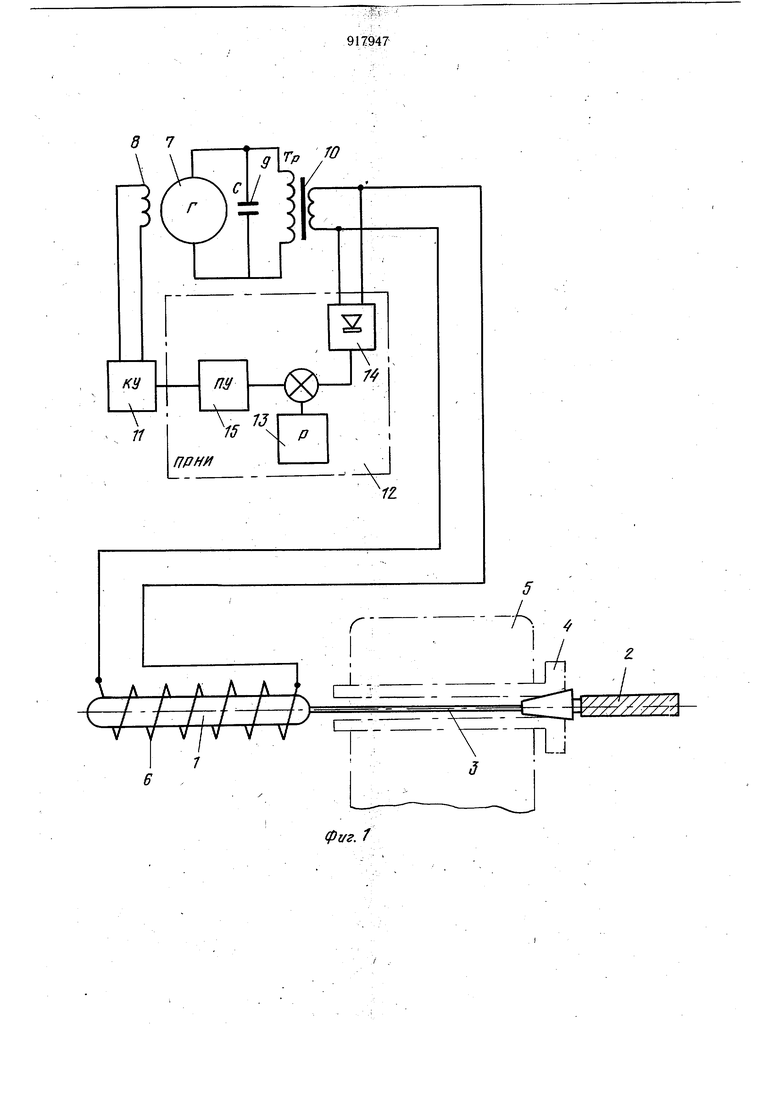
На фиг. I показана схема разжимной оправки, управляемой при помощи индук
ционного электронагрева; на фиг. 2 - кривые нагрева термобаллона и изменения напряжения на зажимах индуктора в процессе изотермической выдержки; на фиг. 3 - рабочая часть разжимной оправки, выполненная в виде витой трубчатой манометрической пружины, заполненной термометрическим наполнителем.
Разжимная оправка представляет собой манометрический термометр, состоящий из термобаллона 1, упругого чувствительного элемента давления 2 и связывающего их трубопровода 3. Упругий чувствительный элемент давления 2 выполнен открытым и прямоосным и зажат в щпинделе 4 станка 5 (на чертеже показаны щтрих-пунктиром), трубопровод 3 размещен в канале шпинделя и вытянут на всю его длину, а термобаллон 1 вынесен за пределы щпинделя, и вся система герметично заполнена тремометрическим наполнителем. .
Для регламентированного по температуре и скоротечного во времени нагрева термобаллона служит индуктор 6,питаемый от высокочастотной закалочной установки, в состав которой входят генератор повышенной частоты 7 с обмоткой возбуждения 8, конденсаторные батареи 9, трансформатор 10, блок мощного усиления 11 и программный регулятор напряжения индуктора 12.
В свою очередь, программный регулятор 12 состоит из блока 13 изменения напряжения на индукторе по заданной программе, блока 14 выпрямления напряжения обратной связи, снятого с индуктора, и бдокя предварительного усиления 15.
В процессе работы установки блок 13 обеспечивает изменение напряжения на индукторе по заданной программе. Блок 14 выпрямляет напряжение, снятое с зажимов индуктора, и создает обратную связь.
Напряжение, равное разности напряжений блоков 13 и 14, поступает, в блок 15 дляпредварительного усиления и в блок 11 для мощноро . При отличии напряжения на индукторе 6 от напряжения, заданного программой, усилитель регулятора (блоки 9 и 10) выдает в обмотку возбуждения 8 генератора 7 импульс, повышающий или понижающий напряжение на зажимах индуктора в соответствии с программой.
При установке на программном регуляторе программы, требуемой для получения изотермической выдержки на определенной т,емпературе, происходит многократное ступенчатое изменение напряжения на индукторе (см. ломаную кривую 16 на фиг. 2), вследствие чего термическая кривая нагрева находящейся в индукторе детали - з ермобаллона-приобретает форму, близкую к кривой выхода на режим обычной термостатирующей установки (см. кривую 17 на фиг. 2). Наклонный участок этой кривой соответствует процессу нагрева, а горизонтальный - температуре выдержки. По мере нагрева термобаллона и наполнителя до температуры изотермической выдержки происходят
рост давления в системе и пропорциональная нагреву упругая деформация прямоосной трубчатой пружины, заканчивающаяся одновременно с выходом установки на режим изотермической выдержки.
При различных значениях температуры изотермической выдержки конечная деформация пружины будет-различной.
Вращение щпинделя 4 станка 5 не сказывается на нагреве термобаллона, так как взаимное расположение индуктора и термобаллона в процессе вращения щпинделя не меняется.
Эффект от внедрения заключается в расщирении области применения манометрического термометра и в повыщении эффективности зажимных элементов автоматизированных технологических линий.
Формула изобретения
Разжимная оправка для автоматизированных технологических линий, содержащая упругую посадочную часть, зажимное устройство и орган автоматического управления, отличающаяся тем, что, с целью увеличения зажимного усилия, повыщения точности центрирования и обеспечения удобства автоматизации, упругая посадочная часть выполнена .в виде манометрической пружины, открытый конец которой через капилляр соединен с термобаллоном, причем термобаллон охвачен с зазором индуктором высокочастотной закалочной установки с программным регулятором.
Источники информации, принятые во внимание при экспертизе 1. В. С. Корсаков. Основы конструирования приспособлений, М.,«Машиностроение, 1965, с. 54-55. 8
фиг. Т 7
