Группа изобретений относится к области термической обработки и может быть использована при термообработке сварных швов различных изделий, имеющих преимущественно форму тел вращения, например, при отжиге кольцевых сварных швов металлических баллонов, используемых в различных отраслях машиностроения.
Известен способ термообработки (см. «Питание высокочастотных нагревательных устройств от машинных генераторов» А.Н.Шамов, «Машиностроение», 1957 г., с.15-16, 24, 27-28 - наиболее близкий аналог для способа), состоящий в том, что в процессе термообработки при нагреве осуществляют вращение изделия, в процессе вращения измеряют фотопирометром температуру сварного шва, выходной сигнал фотопирометра сравнивают с заданной величиной, сигнал рассогласования подают на усилитель, усиленный сигнал подают на обмотку возбуждения преобразователя повышенной частоты и через понижающий трансформатор - на водоохлаждаемый индуктор.
В результате анализа известного способа необходимо отметить, что при его реализации статический алгоритм не имеет режима успокоения при существующих возмущениях и способствует наличию колебаний различной амплитуды.
При быстром нагреве из-за инерционности отдельных звеньев системы управления получается накладка моментов измерения температуры и приложения мощности. В результате ошибка регулирования возрастает, колебательность процесса увеличивается, что ведет к росту градиента температуры в зоне сварного шва и в области, прилегающей к нему, и, в конечном результате сказывается на качестве термообработки сварного шва.
Известно устройство для термообработки, содержащее оболочку со съемной верхней частью. Внутри оболочки располагают обрабатываемое изделие, продольная ось которого совпадает с продольной осью оболочки. Изделие имеет подлежащие обработке сварные швы, расположенные в плоскости, перпендикулярной оси вращения изделия, закрепленного на узле вращения. В зоне термообработки сварных швов расположены выполненные в соответствии с формой этих швов кольцевые нагреватели, установленные с возможностью перемещения. Для подачи инертного газа в полость оболочки предназначен патрубок, установленный в нижней части корпуса. Устройство снабжено блоком контроля температуры, в который входят фотопирометр и световод, расположенный в зоне обработки (см. патент РФ №2309993, кл. С21D 9/50, 2007 г.) - наиболее близкий аналог (для устройства).
В результате анализа известного устройства необходимо отметить, что оно сложно конструктивно, при работе устройства осуществляется нагрев всего обрабатываемого изделия при одновременном нагреве всех сварных швов за счет электрического нагревателя сопротивления и теплопроводности от сварных швов.
Неориентированное перекрытие нагревателем сварного по его вершине ведет к смещению температурного поля на основной материал и, как следствие, к разбросу градиента температуры, который не должен превышать определенной величины.
Перемещающиеся нагреватели увеличивают неравномерность нагрева сварных швов.
Таким образом, в целом, заявленные способ и устройство (заявленная группа изобретений) не обеспечивают высокого качества термообработки сварных швов, не снимают полностью концентрацию напряжений в них, из-за чего изделия склонны к растрескиванию в околошовных областях.
Задачей настоящей группы изобретений является повышение качества термообработки сварного шва путем точного поддержания градиента температуры и стабилизации температуры по периметру вершины сварного шва.
Поставленная задача обеспечивается тем, что в способе термообработки сварных швов, состоящем в том, что осуществляют вращение изделия со сварными швами и их нагрев нагревателем в процессе вращения, в процессе вращения изделия измеряют температуру сварного шва фотопирометром, выходной сигнал с которого сравнивают с заданным его значением, определяют значение рассогласования полученного и заданного сигналов температуры сварного шва, усиливают его и подают для управления работой нагревателя, новым является то, что в процессе измерения температуры сварного шва сравнивают текущее значение сигнала температуры с предыдущим, определяют значение рассогласования сигналов и его знак, интегрируют сигнал рассогласования и. подают для управления работой нагревателя.
В устройстве термообработки сварных швов, содержащем разъемный корпус с размещенным в нем узлом для установки изделия с подлежащим термообработке сварным швом, установленный в корпусе коллектор подачи в полость корпуса нейтрального газа, нагреватель для термообработки сварного шва, фотопирометр для измерения температуры сварного шва, причем узел для установки изделия оснащен механизмом вращения изделия, новым является то, что нагревательный элемент имеет возможность регулирования температуры нагрева, в корпусе выполнено закрытое прозрачным материалом окно, напротив которого размещен фотопирометр, а узел для установки изделия дополнительно оснащен механизмом вертикального перемещения изделия, при этом устройство снабжено блоком управления нагревом сварного шва, вход которого связан с фотопирометром, а выход - с нагревателем, при этом блок управления нагревом сварного шва может быть выполнен в виде связанного с фотопирометром датчика, выход которого связан с входом измерительного звена перепада температур и первым входом первого элемента сравнения, второй вход которого подключен к задатчику температуры сварного шва, а выходы измерительного звена перепада температур и первого элемента сравнения подсоединены к переключающему звену, к выходу которого последовательно подсоединены инвертор, второй элемент сравнения, интегратор, усилитель и преобразователь повышенной частоты соединен с понижающим трансформатором, управляющим нагревом нагревателя, при этом выход преобразователя повышенной частоты дополнительно связан со вторым входом второго элемента сравнения.
Благодаря разработанным способу и устройству при функционировании устройства (при осуществлении способа) обеспечиваются высокие технические характеристики термообработки сварных швов, за счет обеспечения оптимального градиента температуры термообработки.
При проведении патентных исследований из уровня техники не выявлены решения, идентичные заявленной группе изобретений, а следовательно, заявленная группа изобретений соответствует условию охраноспособности «новизна».
Сущность заявленных способа автоматического управления нагревом при термообработке сварных швов и устройства для его осуществления не следуют явным образом из решений, известных из уровня техники, что позволяет сделать вывод о соответствии группы изобретений условию охраноспособности «изобретательский уровень».
Считаем, что сведений, изложенных в материалах заявки, достаточно для освоения и внедрения заявленных способа и устройства в производство.
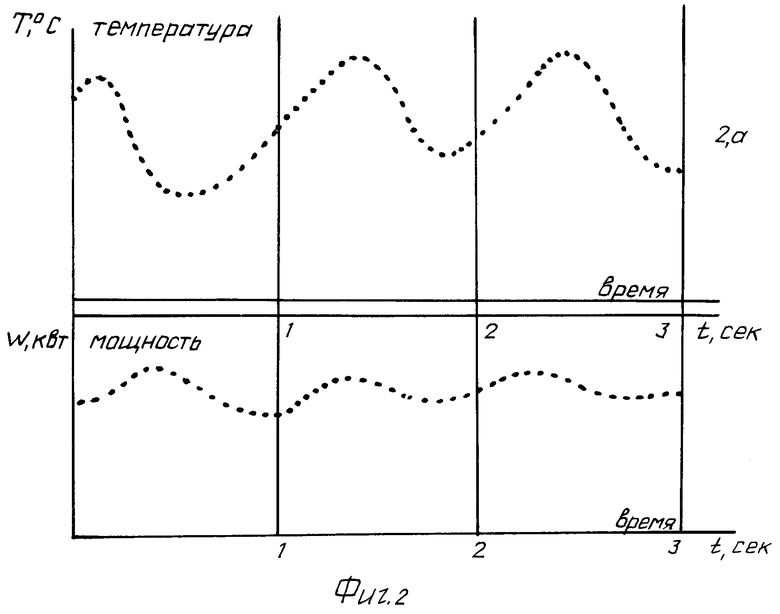
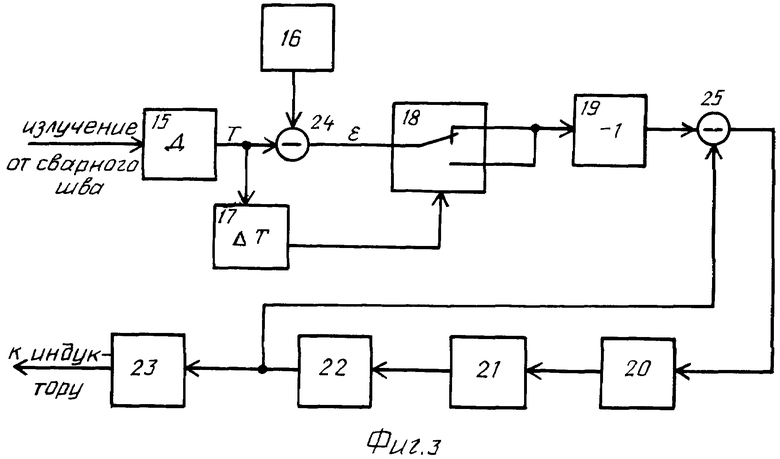
Сущность изобретения поясняется графическими материалами, где на фиг.1 изображен общий вид устройства термообработки сварных швов; на фиг.2 - временные диаграммы изменения температуры вершины сварного шва одного оборота изделия в начале периода стабилизации; на фиг.3 - структурная схема блока автоматического управления нагревом сварных швов.
Устройство термообработки сварных швов на изделии (баллоне) 1, обозначенных позицией 2 содержит корпус 3, в котором размещен узел 4 для установки изделия 1. Устройство также имеет охлаждаемый (например, водой) нагреватель (например, индуктор) 5 с разъемным устройством 6, который опоясывает с зазором сварной шов изделия. Нагреватель 5 связан с источником нагрева (не показан). Количество нагревателей может быть различным. Наиболее предпочтительно, чтобы их количество соответствовало числу обрабатываемых сварных швов изделия.
В нижней части корпуса 3 размещен коллектор 7 с отверстиями (не показаны) для подачи нейтрального газа, например аргона в полость корпуса 3. Узел 4 оснащен механизмом 8 вращения изделия и механизмом 9 его возвратно-поступательного перемещения относительно вертикальной оси. Выполнение механизмов 8 и 9 является известным и нет необходимости описывать их конструкцию в материалах данной заявки. В верхней части корпуса 3 имеется трубка 10 для отвода нейтрального газа. Корпус 3 выполнен разъемным и имеет элементы 11 разъема.
Устройство снабжено фотопирометром 12, установленным напротив окна 13, герметично закрытого прозрачным материалом. В верхней части корпуса 3 установлен предохранительный клапан 14.
Устройство также снабжено блоком управления нагревом сварного шва, которое может быть выполнено различным образом, например, содержать датчик 15, задатчик 16, измерительное звено перепада температур 17, переключатель 18, инвертор 19, интегратор 20, усилитель 21, преобразователь повышенной частоты 22, понижающий трансформатор 23, элементы сравнения 24 и 25.
Вход датчика 15 связан с выходом фотопирометра, а выход - с первым входом элемента сравнения 24 и со звеном 17, выход которого связан со вторым входом переключателя 18, первый вход которого связан с выходом элемента сравнения 24, второй вход которого связан с задатчиком 16. Выход переключателя 18 связан со входом инвертора 19, к выходу которого подключен первый вход второго элемента сравнения 25. Выход элемента сравнения 25 связан со входом интегратора 20, к выходу которого последовательно подсоединены усилитель 21, преобразователь повышенной частоты 22, связанный с понижающим трансформатором 23, выход которого имеет возможность соединения с нагревателем 5 устройства. Выход преобразователя 22 также связан со вторым входом элемента сравнения 25.
Способ реализуют при функционировании заявленного устройства следующим образом.
Емкость 1 с несколькими сварными швами 2, подлежащими термообработке, устанавливают в корпусе 3 на узле 4. Охлаждаемый водой индуктор 5 опоясывает сварной шов баллона с зазором. К разъемному устройству 6 индуктора 5 подключаются силовые водоохлаждаемые кабели. Нейтральный газ подают в корпус 3 с помощью коллектора с отверстиями 7. С помощью механизмов 8, 9 соответственно осуществляют вращение вокруг продольной оси и перемещение «вверх-вниз» обрабатываемого баллона 1, что обеспечивает точное положение нагревателя относительно вершины сварного шва. Трубка 10 предназначена для выхода нейтрального газа из корпуса 3. С помощью фотопирометра 12 через окно 13 производят замер температуры нагрева сварного шва. Предохранительный клапан 14, установленный на корпусе 3, обеспечивает аварийный сброс нейтрального газа в случае превышения допустимого давления.
В процессе работы устройства на датчик 15 с фотопирометра поступает сигнал о значении температуры вершины сварного шва. Датчик 15 преобразует энергию излучения в электрический сигнал.
Используемый фотопирометр может работать в условиях частично блокированного поля обзора, даже когда объект меньше чем диаметр измеряемого пятна. Фотопирометр стабильно работает при потере до 70-80% пропускной способности по инфракрасному излучению (пыль, грязь, влага на поверхности смотрового стекла окна 13).
С датчика 15 сигнал значения температуры сварного шва поступает на первый вход элемента сравнения 24, где сравнивается с сигналом задатчика 16 (осуществляется алгебраическое сложение этих сигналов), и на звено 17.
Выходной сигнал звена 17 управляет переключателем 18 и инвертором 19.
Полученный в зависимости от сигнала звена 17 сигнал рассогласования между температурой сварного шва и заданной величиной направляют на инвертор 19, который меняет знак рассогласования на обратный и далее на второй элемент сравнения 25, в котором алгебраически суммируются сигналы рассогласования и обратной отрицательной связи преобразователя повышенной частоты 22. Полученный управляющий сигнал поступает на интегратор 20. Пределы интегрирования выбирают в зависимости от характера переходного процесса и постоянной времени инерционных блоков 22 и 23.
Далее сигнал управления усиливают в блоке 21 и направляют в цепь возбуждения преобразователя повышенной частоты блока 22. С блока 22 управляющий сигнал в виде выходного напряжения поступает на первичную обмотку понижающего трансформатора 23, с которого подается на нагреватель для управления его работой.
Для уменьшения инерционности преобразователь охвачен отрицательной обратной связью. Функциональные возможности звена 20 преобразуют систему автоматического управления нагревом сварных швов в астатическую, т.е. она работает до тех пор, пока рассогласование не будет равно нулю.
Подводимая мощность («вброс» или «съем») к водоохлаждаемому индуктору определяется выражением:
 ,
,
где
WП, кВт - постоянная мощность, обеспечивающая выход температуры вершины сварного шва на режим стабилизации;
C1, кВт/°С - коэффициент пропорциональности;
Δt1, Δt2, с - промежутки времени при замерах температур;
Р - оператор Лапласа.
Использование второго, третьего и последующих членов выражения компенсирует температурные разбросы и этим уменьшает колебательность процесса.
Блок управления нагревом может быть реализован на стандартных измерительных, вычислительных и управляющих элементах.
Технический результат группы изобретений заключается в обеспечении требований точности термических циклов по метрологии и по расположению приложения мощности, что обеспечивает повторяемость градиента температуры и ее стабилизацию по вершине сварочного шва.
Сущность заявленной группы изобретений будет более понятна из приведенного ниже примера.
Пример.
Обрабатывалась партия баллонов (6 шт.) диаметром 400 мм и толщиной стенки 2 мм при температуре нагрева по техпроцессу 800°С±10°С. Время выхода блока управления на режим стабилизации составило 10 мин, время стабилизации температуры вершины сварного шва - не более 15 мин, потребляемая мощность была на уровне 56 кВт. При этом в начале переходного процесса режима стабилизации температуры ее колебания составляли ±9°С, по окончании переходного процесса ±1,5°С. Температура замерялась фотопирометром на расстоянии 370 мм от вершины сварного шва и визирование осуществлялось через обычное стекло.
Использовались следующие оборудование и аппаратура:
- фотопирометр типа MR1SCF со шкалой измерения 700-1800°С;
- регулятор ПРОТЕРМ 100 (МикроЭВМ КР1816ВЕ35);
- усилитель У13Н;
- преобразователь повышенной частоты ППЧВ;
- закалочный трансформатор Т37-800.
Логические звенья поз.16…20 (см. фиг.3), ЭС (элемент сравнения) выполнены на базе регулятора ПРОТЕРМ 100. Усиление сигнала на выходе регулятора ПРОТЕРМ 100 производится усилителем У13Н, блок 21. Сигнал в диапазоне 0…6 А направляют в цепь возбуждения преобразователя повышенной частоты ППЧВ, выходное напряжение с которого через закалочный трансформатор Т37-800 приложено к водоохлаждаемому индуктору. Выбранный из условия устойчивости процесса коэффициент пропорциональности (C1) принят равным 0,4 кВт/°С, время интегрирования 20 сек. Длительность периода термообработки составила 20 мин при температуре стабилизации 800°С.
При обработке партии баллонов предложенный способ обеспечил повторяемость температурных режимов с точностью, не превышающей ±5°С, величина градиента температуры не превысила величины 30°С/100 см. Пластичность материала сварного шва и околошовной зоны, а также прочность соответствовали техническим требованиям, что подтвердили лабораторные исследования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля совмещения внутреннего и наружного швов и устройство для его осуществления | 1980 |
|
SU994175A1 |
| Устройство для автоматической термообработки сварных швов | 1984 |
|
SU1197808A1 |
| УСТРОЙСТВО ДЛЯ МЕСТНОЙ ТЕРМООБРАБОТКИ | 2005 |
|
RU2309993C2 |
| Установка для местного нагрева сварныхшВОВ | 1979 |
|
SU836158A1 |
| Устройство для автоматической термообработки сварных швов | 1985 |
|
SU1269945A1 |
| Устройство для термообработки центраторов | 2022 |
|
RU2809817C2 |
| Способ местной термической обработки сварных соединений крупногабаритных толстостенных изделий | 2023 |
|
RU2811004C1 |
| Устройство для термообработки сварных швов | 1978 |
|
SU775154A1 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |
| МОБИЛЬНАЯ ИНДУКЦИОННАЯ УСТАНОВКА | 2009 |
|
RU2400337C1 |
Группа изобретений относится к области термообработки. Технический результат - повышение качества термообработки. Согласно способу осуществляют вращение изделия со сварными швами и их нагрев. В процессе вращения измеряют температуру сварного шва фотопирометром, выходной сигнал с которого сравнивают с заданным его значением. Определяют значение рассогласования полученного и заданного сигналов температуры сварного шва и регулируют в зависимости от его значения нагрев шва. В процессе измерения температуры сравнивают текущее значение сигнала температуры с предыдущим, определяют значение рассогласования сигналов и его знак, интегрируют сигнал рассогласования и подают для управления работой нагревателя. Нагревательный элемент имеет возможность регулирования температуры нагрева, в корпусе выполнено закрытое прозрачным материалом окно, напротив которого размещен фотопирометр. Узел для установки изделия оснащен механизмом вертикального перемещения изделия, при этом устройство снабжено блоком управления нагревом сварного шва, вход которого связан с фотопирометром, а выход - с нагревателем. 2 н. и 1 з.п. ф-лы, 3 ил.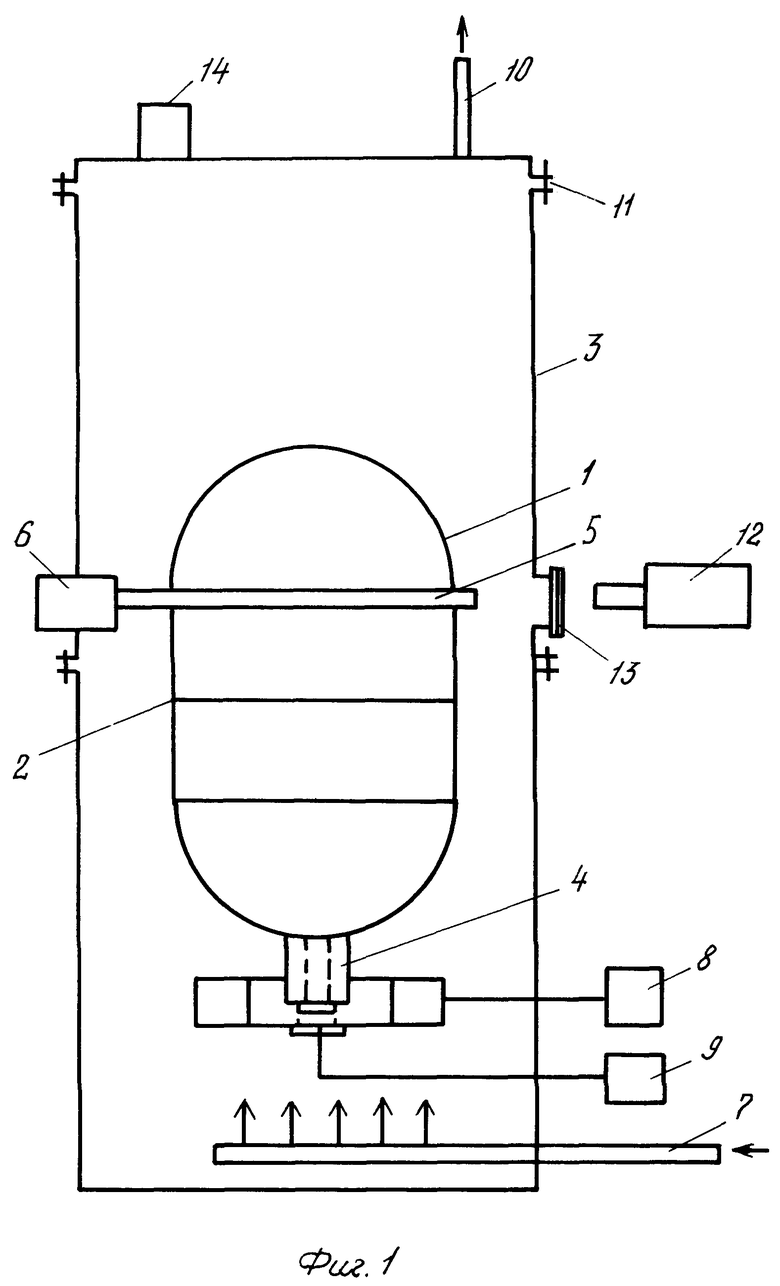
1. Способ термообработки сварных швов, включающий вращение изделия со сварными швами и их нагрев нагревателем в процессе вращения, при этом в процессе вращения изделия измеряют температуру сварного шва фотопирометром, выходной сигнал с которого сравнивают с его заданным значением, определяют значение рассогласования измеренного и заданного сигналов температуры сварного шва, усиливают его и подают для управления работой нагревателя, отличающийся тем, что в процессе измерения температуры сварного шва сравнивают текущее значение сигнала температуры с предыдущим, определяют значение рассогласования сигналов и его знак, интегрируют сигнал рассогласования и подают для управления работой нагревателя.
2. Устройство термообработки сварных швов, содержащее разъемный корпус с размещенным в нем узлом для установки изделия с подлежащим термообработке сварным швом, установленный в корпусе коллектор подачи в полость корпуса нейтрального газа, нагреватель для термообработки сварного шва, фотопирометр для измерения температуры сварного шва, причем узел для установки изделия оснащен механизмом вращения изделия, отличающееся тем, что оно снабжено блоком управления нагревом сварного шва, а узел для установки изделия - механизмом вертикального перемещения изделия, при этом вход блока управления нагревом сварного шва связан с фотопирометром, а выход - с нагревателем, при этом нагреватель выполнен с возможностью регулирования температуры нагрева, а в корпусе выполнено закрытое прозрачным материалом окно, напротив которого размещен фотопирометр.
3. Устройство по п.2, отличающееся тем, что блок управления нагревом сварного шва выполнен в виде связанного с фотопирометром датчика, выход которого связан с входом измерительного звена перепада температур и первым входом первого элемента сравнения, второй вход которого подключен к задатчику температуры сварного шва, а выходы измерительного звена перепада температур и первого элемента сравнения подсоединены к переключающему звену, к выходу которого последовательно подсоединены инвертор, второй элемент сравнения, интегратор, усилитель и преобразователь повышенной частоты соединен с понижающим трансформатором, управляющим нагревом нагревателя, при этом выход преобразователя повышенной частоты дополнительно связан со вторым входом второго элемента сравнения.
| ШАМОВ А.Н | |||
| Питание высокочастотных нагревательных устройств от машинных генераторов | |||
| - М.: Машиностроение, 1957, с.15-16, 24, 27-28 | |||
| УСТРОЙСТВО ДЛЯ МЕСТНОЙ ТЕРМООБРАБОТКИ | 2005 |
|
RU2309993C2 |
| УСТРОЙСТВО для ПРИВЯЗКИ ШКАЛ ВРЕМЕНИ ЧАСОВ | 0 |
|
SU322758A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНБ1Х ШВОВ ВЕРТИКАЛЬНЫХ СОСУДОВ | 0 |
|
SU372286A1 |
| US 4772336 А, 20.09.1968 | |||
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2006 |
|
RU2324857C1 |

