Изобретение относится к легкой промышленности и может использоваться при изготовлении разделяющихся застежек- молний.
Известен способ сборки разделяющихся застежек молний, заключающийся в совмещении фиксирующего и направляющего стержней, путем протягивания лент-носителей через Y-образную горловину замка, в закреплении коробочки на фиксирующем стержне и последующей резке на отдельные застежки-мол нии.
Основным недостатком данного способа является нарушение синхронности перемещения фиксирующего и направляющего стержней на операции соединения лент-носителей, образующей погрешности позиционирования фиксирующего и
направляющего стержней в продольном направлении, что влечет за собой снижение надежности процесса сборки.
Известен способ сборки разделяющихся застежек-молний, заключающийся в подаче бесконечной ленты под натяжением в продольном направлении, разделении лент- носителей, закреплении к внутренним кромкам свободного от звеньев участка направляющего и фиксирующего стержней, центрировании в поперечном направлении, соединении лент-носителей путем протягивания их через Y-образнуга горловину замка, закреплении коробочки на фиксирующем стержне и резке на отдельные застежки.
Известный способ реализуется на машине, содержащей устройство подачи и разVIсо о о ю
деления бесконечной ленты на две ленты с рядами соединительных звеньев, чередующихся участками без звеньев, включающее направляющие, в которых установлена бесконечная лента, и разделитель, устройство для закрепления направляющего и фиксирующего стержней к внутренним кромкам свободного от звеньев участка, включающее вибробункер для подачи и поштучного отделения стержней с приводом, механизм фиксации лент-носителей, имеющий зажим с приводом, механизм захвата и закрепле- ния стержней, имеющий платформу, в которой располагается стержень и зажим, выполненный в виде тисков с приводом, устройство для центрирования в поперечном направлении лент-носителей, содержащее направляющие, установленные под углом к оси симметрии замка, устройство насадки замка на ленты-носители, содержащее вибробункер подачи и поштучного отделения замков, захват замка с приводом, механизм протяжки лент-носителей, устройство закрепления коробочки на фиксирующем стержне, включающее вибробункер с механизмом поштучного отделения коробочек, захват коробочки с приводом, устройство соединения лент-носителей, устройство резки лент-носителей на застежки-молнии, имеющее наковальню и нож с приводом.
Недостатком известных способа и устройства является то, что при операции соединения лент-носителей возможно заклинивание первых звеньев обоих лент- носителей, что приводит к их поломке и снижению надежности процесса сборки. Данный недостаток является следствием неоднородности физико-механических свойств лент-носителей и погрешностей позиционирования фиксирующего и направляющего стержней в продольном направлении.
Цель изобретения - повышение надежности процесса сборки путем устранения влияния погрешностей позиционирования фиксирующего и направляющего стержней в продольном направлении.
Поставленная цель достигается тем, что в способе сборки разделяющихся застежек- молний, заключающемся в подаче под натяжением бесконечной ленты с рядами соединительных звеньев, разделении бесконечной ленты на две ленты-носителя, центрировании лент-носителей в поперечном направлении, соединении их, закреплении коробочки на фиксирующем стержне, резке на отдельные застежки-молнии, после разделения бесконечной ленты на две ленты носителя смещают ленту-носитель с направляющими стержнями относительно
другой на длину, равную сумме длин замка и коробочки, после чего режут обе ленты-носители, затем на ленту-носитель с фиксирующим стержнем одновременно закрепляют
коробочку на фиксирующий стержень с одной стороны, а с другой насаживают замок, перемещают последний к коробочке, затем центрируют в поперечном направлении обе ленты-носителя путем жесткого фиксирова0 ния замка и коробочки одной ленты-носителя и ввода направляющего стержня другой ленты-носителя в коробочку до совмещения с фиксирующим стержнем, а соединяют ленты-носители, путем перемещения замка
5 вдоль лент-носителей,
Поставленная цель достигается также тем, что машина для сборки разделяющихся застежек-молний, содержащая устройство подачи и разделения бесконечной ленты0 носителя на две, содержащих фиксирующие и- направляющие стержни, содержащее направляющие, разделитель, устройство резки лент-носителей, содержащее наковальню и нож с приводом, устройство
5 насадки замка, захват замка с приводом, устройство закрепления коробочки на фиксирующем стержне, включающее вибробункер и механизм поштучного отделения коробочки, захват коробочки с приводом,
0 устройство центрирования лент-носителей в поперечном направлении,установленное под углом, устройство соединения лент-носителей дополнительно снабжено манипулятором с захватами, установленными с
5 возможностью перемещения между сборочными позициями устройств, устройством смещения лент-носителей с направляющими стержнями, выполненными в виде роликов, установленных перед устройством
0 резки лент-носителей, устройством для фиксации замка и коробочки, включающим подпружиненную платформу с прижимом с приводом для замка и коробочки, а устройство для резки лент-носителей содержит до5 полнительные наковальню и нож с приводом, установленные со смещением в продольном направлении по отношению к ножу и наковальне, равным не менее суммы длин замка и коробочки, устройство подачи
0 лент-носителей содержит захваты с приводом, установленные с возможностью возвратно-поступательного перемещения на расстоянии, равном длине застежки-молнии, вдоль лент-носителей перед устройст5 вом резки лент-носителей, устройство центрирования лент-носителей в поперечном направлении содержит захваты с приводом для направляющего стержня, устройство соединения лент-носителей содержит захваты с приводом, установленные
с возможностью перемещения вдоль лент- носителей.
Предварительное смещение ленты-носителя с направляющим стержнем необходимо для своевременной подачи этой ленты-носителя в момент, когда производится операция центрирования обеих лент- носителей.
Последующая резка этих лент-носителей дает возможность беспрепятственно провести новую операцию закрепления коробочки на фиксирующем стержне и насадку замка с последующим совмещением с коробочкой. Качественное выполнение этих операций дает возможность провести пра- вильное центрирование обеих лент-носителей, т.е. во-первых, жестко фиксируется коробочка с замком одной ленты-носителя, во-вторых, ввод направляющего стержня другой ленты-носителя до совмещения с фиксирующим стержнем.
При проведении этих операций обеспечивается устранение влияния погрешностей позиционирования направляющего и фиксирующего стержней в продольном на- правлении, что влечет к повышению надежности процесса сборки застежек-молний.
Предлагаемый способ разделения застежек-молний осуществляется следующим образом.
Бесконечную ленту с рядами соединительных звеньев, чередующихся участками без звеньев, оканчивающихся фиксирующими и направляющими стержнями, подают под натяжением к разделительному клину. после разделения лент-носителей на две ленты ленту-носитель с направляющими стержнями пропускают через ролик, огибая который эта лента смещается относительно другой на длину, равную сумме длин замка и коробочки. Далее обе ленты подаются посредством манипулятора на длину, равную длине застежки молнии на наковальню, где осуществляется резка их на отдельные части на участках, где нет соединительных звеньев, т.е. по кромке фиксирующего и направляющего стержней. Затем на ленту-носитель с фиксирующим стержнем одновременно закрепляют коробочку на фиксирующий стержень с одной стороны ленты, а с другой стороны насаживают замок, который с помощью захвата устройства насадки замка перемещают вдоль ленты- носителя до соединения с коробочкой. Соединенные замок с коробочкой фиксируются прижимом устройства фиксации замка и коробочки.
Центрирование в поперечном направлении обеих лент-носителей осуществляется за счет ввода направляющего стержня
ленты-носителя в замок с коробочкой ленты- носителя с фиксирующим стержнем.
При этом зафиксированные замок и коробочка установлены на подпружиненной платформе, имеющей упругую податливость при соединении с направляющим стержнем ленты-носителя, что позволяет направляющему стержню совместиться с фиксирующим стержнем. Соединение лент- носителей осуществляют захватом замка и перемещением его вдоль ленты-носителя. Готовая застежка-молния поступает в емкость для сбора готовых изделий.
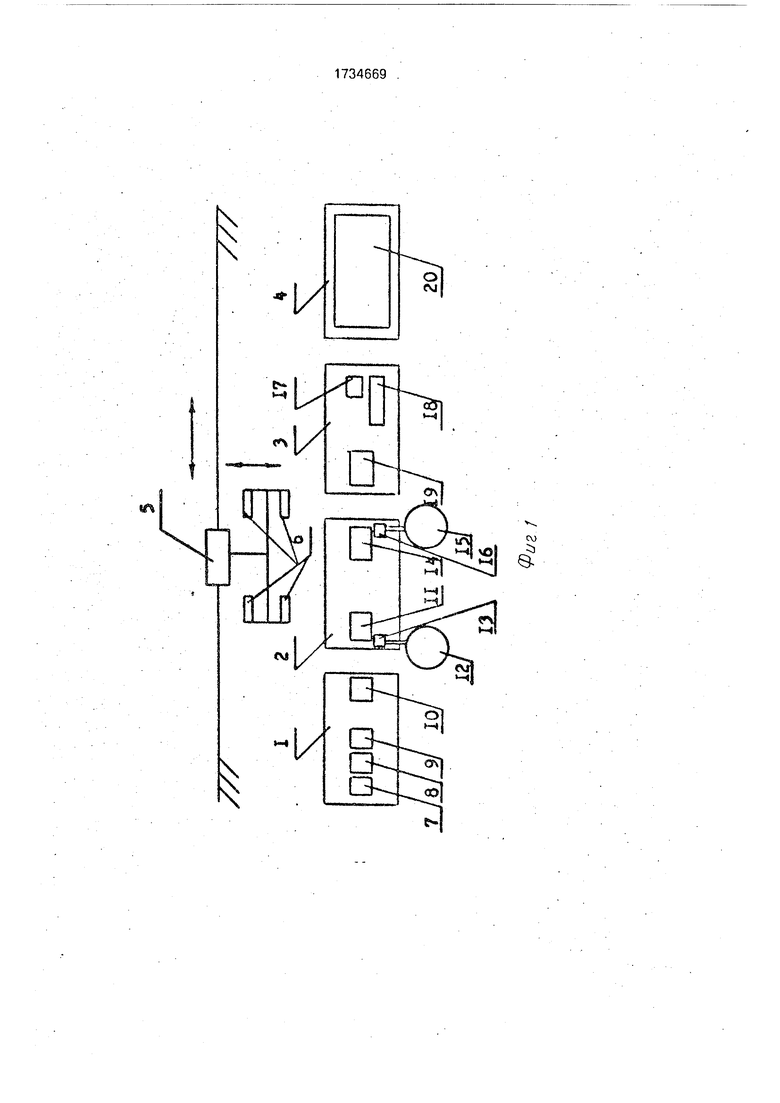
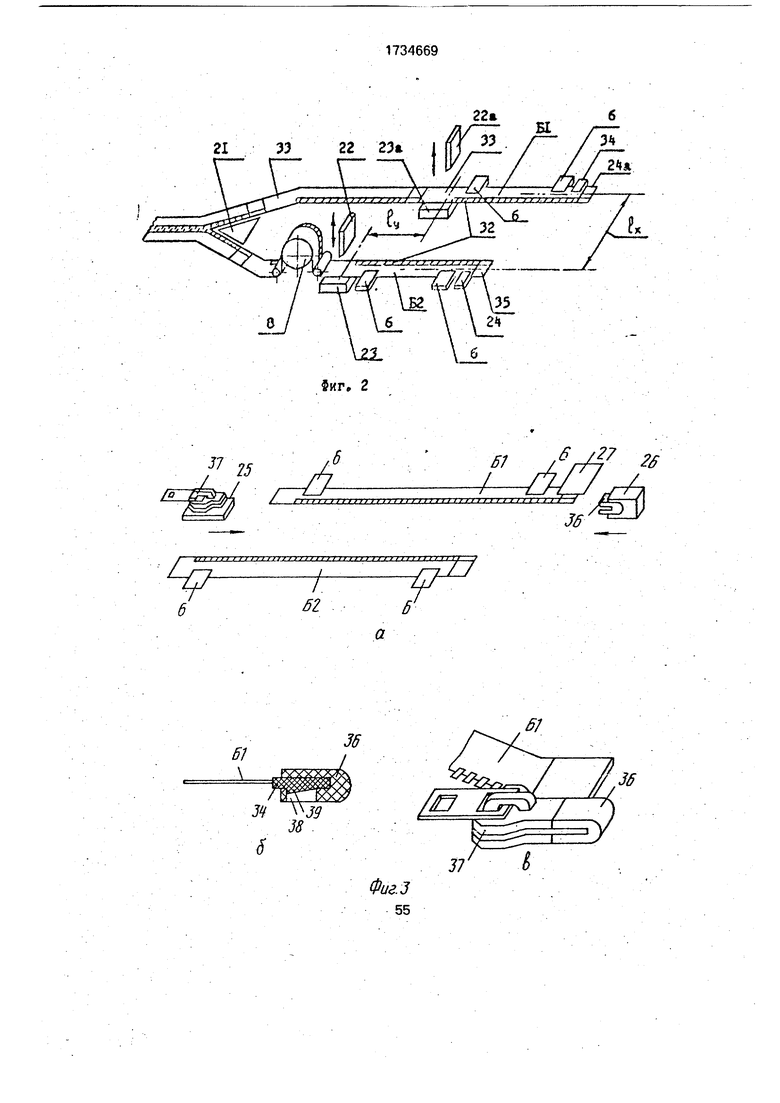
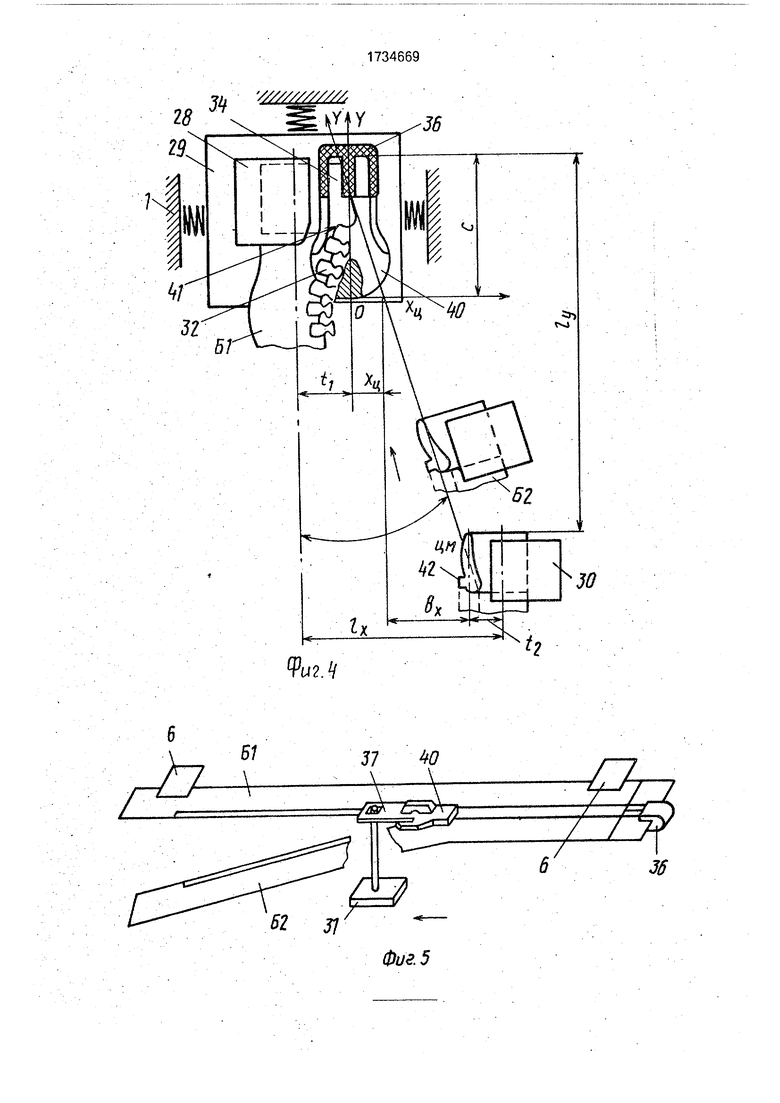
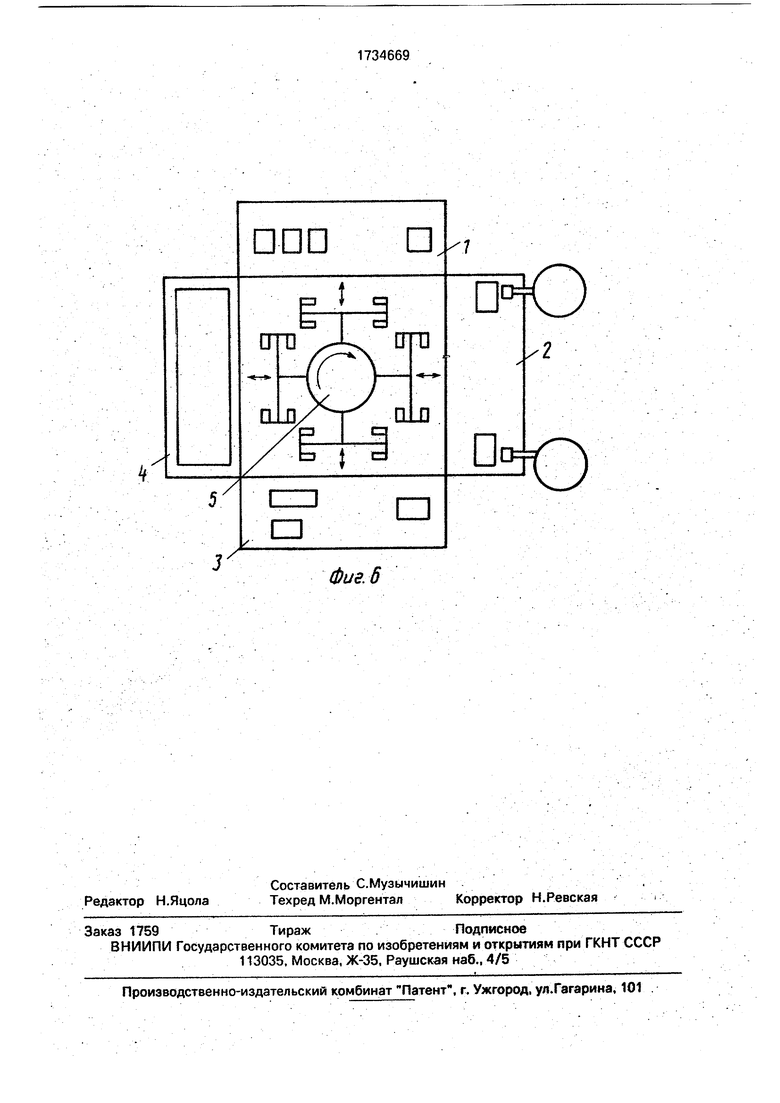
На фиг. 1 представлена схема сборочной системы, реализующей способ сборки разделяющихся застежек-молний; на фиг. 2 - схема устройств разделения, смещения и резки лент-носителей застежек-молний; на фиг. 3 представлены схемы устройств насадки замка и закрепления коробочки (а), закрепления коробочки на фиксирующем стержне (б), совмещения замка и коробочки (в); на фиг.4 - схема устройства центрирования лент-носителей; на фиг. 5 - схема устройства соединения лент-носителей; на фиг. 6 - схема сборочной системы, реализующей способ сборки разделяющихся застежек-молний, выполненной в роторной компановке.
Машина, реализующая способ сборки разделяющихся застежек-молний, содержит три сборочные позиции 1-3. позицию 4 приема готового изделия и транспортный манипулятор 5 с захватами 6. На сборочной позиции 1 расположены устройство для разделения лент-носителей 7, ролик 8 смещения лент-носителей с направляющими стержнями, устройство 9 для резки лент-носителей и устройство 10 подачи лент-носителей.
Сборочная позиция 2 имеет устройство 11 насадки замка с вибробункером 12 и механизмом поштучного отделения замков 13. устройство 14 закрепления коробочки на фиксирующем стержне с вибробункером 15 и механизмом 16 поштучного отделения коробочек.
Сборочная позиция 3 состоит из механизма 17 для фиксации замка и коробочки устройства 18 центрирования фиксирующего и направляющего стержней, устройства 19 соединения лент-носителей.
Сборочная позиция 4 имеет емкость 20 для готовых изделий. Устройство 7 разделения лент-носителей включает разделяющий клин 21 и направляющие для перемещения лент-носителей (не показаны).
Устройство 9 для резки лент-носителей включает режущие ножи 22 и 22а и наковальни 23 и 23а с приводами режущих ножей (не показаны). Наковальни 23 и 23а смещены одна относительно другой на рассто- яние ly, равное сумме длин замка и коробочки, в продольном направлении, и на расстояние Ix, в поперечном направлении, равном ширине разделения лент-носителей.
Устройство 10 подачи лент-носителей содержит захваты 24 и 24а лент-носителей с механизмом привода последних (не показано). Устройство 11 насадки замка включает вибробункер 12 подачи замка с механизмом поштучного отделения замков и захват 25 с приводом (не показан).
Устройство 14 закрепления коробочки на фиксирующем стержне имеет вибробункер 15 с механизмом поштучного отделения коробочки 16, захват 26 с приводом (не показан) перемещения последнего и механизм 27 удержания фиксирующего стержня.
Устройство 17 для фиксации замка и коробочки имеет зажим 28, подпружиненную платформу 29 для фиксации ленты-носителя с замком и коробочкой. Платформа 29 установлена с упругой податливостью при осительном ориентировании сопрягающегося направляющего стержня с фиксирующим.
Устройство 18 центрирования фиксирующего и направляющего стержней содержит захват 30 для направляющего стержня и механизм привода захвата (не показан), Устройство 19 соединения лент-носителей состоит из захвата 31 для замка и механизма привода последнего (не пока,зан).
Бесконечная лента А состоит из двух лент-носителей Б1 и Б2 с рядами соединительных звеньев 32, чередующихся участками 33 без звеньев, оканчивающихся фиксирующими стержнями 34 на ленте-носителе Б1 и направляющими стержнями 35 на ленте-носителе Б2. Готовая застежка- молния содержит коробочку 36, закрепленную на фиксирующем стержне 34, и замок 37. Коробочка 36 содержит окно 38 для ввода зуба 39 фиксации фиксирующего стержня 34. Полость замка 37, где соединяются звенья 32 лент-носителей Б1 и Б2, выполнена в виде Y-образной горловины 40. Фиксирующий стерж.ень 34 содержит выемку 41, а направляющий стержень 35 - дополнительный выступ 42. При совмещении выемки 41 фиксирующего стержня 34 с дополнительным выступом 42 направляющего стержня 35 обеспечивается беспрепятственное соединение звеньев 32 лент-носителей Б1 и Б2.
Машина для сборки разделяющихся застежек-молний работает следующим образом.
Предварительно вручную бесконечную ленту-носитель А заправляют в направляющие (не показаны) и протягивают через разделяющий клин 21 устройства 7, разделяя ее
на две ленты-носители Б1 и Б2. Ленту-носитель Б2 с направляющими стержнями 35 пропускают через ролик 8 смещения ленты- носителя.
Участки без соединительных звеньев 33
0 лент-носителей Б1 и Б2 укладываются на наковальни 23 и 23а, таким образом лентыг носители Б1 и Б2 смещены на расстояние у. Далее процесс осуществляется автоматически. Захваты 24 и 24а устройства 10 подачи
5 захватывают ленты-носители Б1 и Б2 в местах соединения фиксирующего стержня 34 с лентой-носителем Б1 и направляющего стержня 35 с лентой-носителем Б2, и протягивают на длину L, равную длине застежки0 молнии. Ножи 22 и 22а разрезают ленты-носители Б1 и Б2 на участках 33 без звеньев по кромке фиксирующего 34 и направляющего 35 стержней. Захваты 24 и 24а устройства 10 подачи лент-носителей, осво5 бождают ленты-носители Б1 и Б2, при этом захваты 6 манипулятора 5 захватывают ленты-носители Б1 и Б2 по их кромкам. Отрезанные ленты-носители Б1 и Б2 переносятся на сборочную позицию 2.
0 На ленте-носителе Б1 закрепляется на . фиксирующем стержне 34 коробочка 36 посредством удержания фиксирующего стержня 34 механизмом 27 и с последующей насадкой на него коробочки. В процессе
5 насадки в окно 38 коробочки 36 заходит зуб 39 фиксации фиксирующего стержня 34, в результате чего происходит закрепление коробочки на фиксирующем стержне. С противоположной стороны посредством захвата
0 25 механизма 11 подачи замка замок 37 насаживают на ленту Б1 и подводят вплотную к коробочке 36 до их совмещения. Далее обе ленты-носители 51 и Б2 передают на сборочную позицию 3 при помощи захва5 тов 6 транспортного манипулятора 5.
Лента-носитель Б1 укладывается замком 37 и коробочкой 36 на устройство 17 их фиксации. Затем зажим 28 фиксирует ленту- носитель Б1 с совмещенным замком и коро0 бочкой, последняя закреплена на фиксирующем стержне на платформе 29. Лента-носитель Б1 в это время захватывается захватом 30 устройства 18 центрирования, при этом захваты 6 освобождают
5 ленту-носитель Б2, и направляющий стержень 35 вводится через Y-образную горловину 40 замка в коробочку до полного совмещения с фиксирующим стержнем. В процессе сопряжения платформа 29 с закрепленными на ней лентой-носителем Б2 с
замком и коробочкой имеет возможность самоориентироваться, что обеспечивает га1 рантированное совмещение выемки 41 фиксирующего стержня 34 с дополнительным выступом 42 направляющего стержня 35. Зажим 30 освобождает ленту-носитель Б2. При помощи захвата 31 устройства 19 соединения ленг-чосителей замок перемещается вдоль ленты Б1, удерживаемой захватам 8 транспортного манипулятора 5, тем самым Замыкая ленты-носители Б1 и Б2.
Готовая застежка-молния перемещается на позицию 4 посредством захватов б манипулятора 5. Захваты 6 освобождают ленту Б1 и собранная застежка попадает в емкость 20 сбора готовых изделий.
Данную систему можно реализовать на устройстве роторного типа, где операции осуществляются последовательно-параллельно, что увеличивает производительность сборочной машины по сравнению с устройствами линейной компановки, где операции осуществляются последовательно при тех же конструкциях сборочных устройств.
Использование предлагаемых способа и машины для его реализации позволяет снизить количество брака из-за поломок за- стежек, тем самым увеличить надежность процесса сборки путем устранения влияния погрешностей позиционирования в продольном направлении фиксирующего и направляющего стержней.
Формула изобретения
1. Способ сборки разделяющихся застежек-молний, заключающийся в подаче под натяжением бесконечной ленты, состоящей из двух лент-носителей с рядами соединительных звеньев, чередующихся с участками без звеньев, оканчивающихся соответственно фиксирующими и направляющими стержнями, разделении бесконечной ленты на две ленты-носителя, центрировании лент-носителей в поперечном направлении, соединении лент-носителей, закреплении коробочки на фиксирующем стержне, резке на отдельные застежки, отличающийся тем, что, с целью повышения надежности процесса сборки путем устранения погрешностей позиционирования фиксирующего и направляющего стержней в продольном направлении, после разделения бесконечной ленты на две ленты-носителя смещают ленту-носитель с направляющим стержнем относительно другой на длину, равную сумме длин замка и коробочки, после чего режут обе ленты-носителя, затем на ленту-носитель с фиксирующим стержнем
одновременно закрепляют коробочку на фиксирующем стержне с одной стороны, а с другой насаживают замок, перемещают последний к коробочке, центрируют в попе- 5 речном направлении обе ленты-носителя путем жесткого фиксирования замка и коробочки одной ленты-носителя и ввода направляющего стержня другой ленты-носителя в коробочку до совмещения
0 с фиксирующим стержнем, соединяют ленты-носители путем перемещения замка вдоль лент-носителей.
2. Машина для сборки разделяющихся застежек-молний, содержащая устройство
5 подачи и разделения бесконечной ленты на две ленты-носителя, включающее направляющие и разделитель, устройство резки лент- носителей, включающее наковальню и нож с приводом, устройство закрепления коро0 бочки на фиксирующем стержне, включающее вибробункер, механизм поштучного отделения коробочек и захват коробочки с приводом, устройство насадки замка, включающее захват замка с приводом, устройст5 во центрирования лент-носителей в поперечном направлении, установленное под углом, устройства соединения лент-носителей, отличающаяся тем, что, с целью повышения надежности сборки пу0 тем устранения погрешностей позиционирования фиксирующего и направляющего стержней, она дополнительно снабжена манипулятором с захватами, установленными с возможностью перемещения между сбо5 рочными позициями, устройством смещения лент-носителей с направляющими стержнями, включающим ролик, установленный перед устройством резки лент-носителей, устройством для фиксации замка с
0 коробочкой, включающим подпружиненную платформу с ложем и прижимом с приводом для замка и коробочки, при этом устройство для резки содержит дополнительную наковальню и нож с приводом для каждой лен5 ты-носителя, установленные со смещением в продольном направлении относительно друг друга, устройство подачи лент-носителей содержит захваты с приводом, установленные с возможностью возвратно0 поступательного перемещения в продольном направлении и размещенные перед устройством резки лент-носителей, причем устройство центрирования лент-носителей в поперечном направлении содержит захва5 ты с приводом для направляющего стержня, а устройство соединения лент-носителей содержит направляющие и захваты с приводом, установленные в направляющих с возможностью перемещения в продольном направлении.
cu 5)
е

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения лент-носителей разделяющихся застежек-молний с замком | 1989 |
|
SU1734670A1 |
| Устройство для соединения лент-носителей разделяющихся застежек-молний с замком | 1990 |
|
SU1790910A2 |
| Устройство для сборки замков застежек-молний с брелоком | 1990 |
|
SU1726277A1 |
| Сборочный автомат | 1981 |
|
SU967768A1 |
| Рукав предмета одежды с частично разъемным швом на застежке-молнии | 2015 |
|
RU2700917C2 |
| Устройство для сборки замка застежки-молнии | 1990 |
|
SU1757604A1 |
| ГЕРМЕТИЧНАЯ ЗАСТЕЖКА | 1992 |
|
RU2033063C1 |
| ГЕРМЕТИЧНАЯ ЗАСТЕЖКА | 1992 |
|
RU2033062C1 |
| Разъемная герметичная застежка-молния | 1990 |
|
SU1757603A1 |
| УСТРОЙСТВО ЗАСТЕЖКИ-МОЛНИИ (ВАРИАНТЫ) | 2007 |
|
RU2336793C1 |
Использование: изготовление застежек- молний. Сущность изобретения: бесконечную ленту с рядами звеньев разделяют на две ленты-носителя. Смещают одну ленту- носитель с направляющими стержнями относительно другой на длину, равную сумме длин замка и коробочки застежки. Режут ленты-носители на ленту-носитель с фиксирующим стержнем. С одной ее стороны закрепляют коробочку с установкой на стержне, а с другой насаживают замок. Перемещают замок к коробочке. Ленты-носители центрируют в поперечном направлении за счет жесткого фиксирования замка и коробочки одной ленты и ввода направляющего стержня другой ленты в коробочку до совмещения с фиксирующим стержнем. 2 с.п. ф-лы, б ил. СО
9Ј
f, -f /;/. i j i f j i j f 11 f f A i j i f/ i 11± . л 111 i rj
-f
ft
/// 9
19
«гг
699frЈa
29
I
Z
К
У////////////,
Ум.Ч
Я 31
36
Фиг 5
DDD
/
ELLD/ T nin
Н-з
ш
Фиг. 6
П
пЮ
nin
П
що
| СПОСОБ ОЧИСТКИ ЖИДКОСТЕЙ ОТ ФЕРРОМАГНИТНЫХ ЧАСТИЦ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165303C1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
