Изобретение относится к производству застежек-молний, а именно к устройствам для сборки замков застежек-молний.
Известно устройство для сборки замка, содержащее оправку для позиционирования корпуса замка, колодку для позиционирования ручки и сборочный инструмент в виде пуансона. Известное устройство позволяет собирать замки с брелоками. Сборочная операция выполняется на одной позиции с загрузкой и сбросом за счет взаимного перемещения корпуса, ручки и пуанг сона.
Данное устройство имеет ряд недостатков. Для каждого типа :)учки или брелока требуется колодка с базирующими элементами, выполненными только для данной ручки. Выполнение всех операций на одной позиции значительно снижает производительность.
Наиболее близким к предлагаемому является устройство для сборки замка застеж- ки-молнии, содержащее механизм для позиционирования корпуса замка, гнездо для позиционирования ручки (брелока), сборочный инструмент, выполненный в виде пуансона. Сборка осуществляется за счет перемещения ручки (брелока) в сторону корпуса замка и последующей деформации соответствующих захватных элементов.
Однако в устройстве механизм позиционирования корпуса замка имеет сложную конструкцию. Кроме того, невозможна сборка брелоков с зевом головки, открытой сверху, так как сборка осуществляется боковым плоскопараллельным перемещением. Причем устройство имеет совмещенную позицию, что снижает производительность.
Цель изобретения - повышение производительности.
Ч
N3 О
ho
N ivj
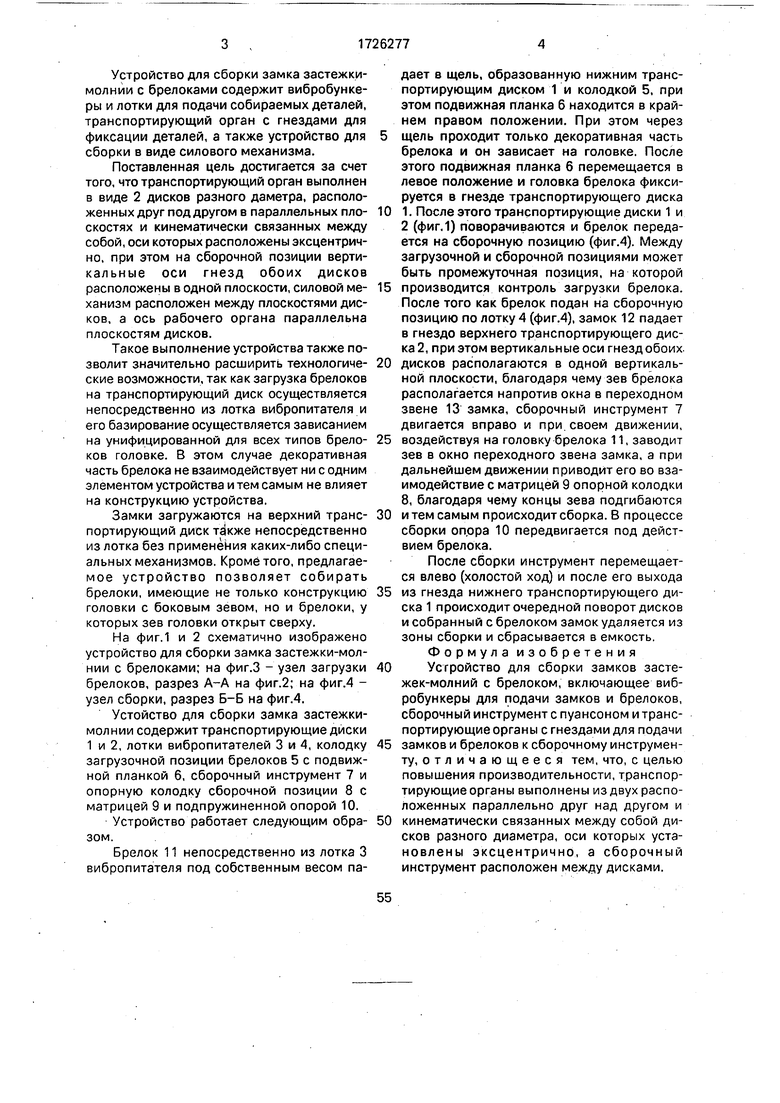
Устройство для сборки замка застежки- молнии с брелоками содержит вибробункеры и лотки для подачи собираемых деталей, транспортирующий орган с гнездами для фиксации деталей, а также устройство для сборки в виде силового механизма.
Поставленная цель достигается за счет того, что транспортирующий орган выполнен в виде 2 дисков разного даметра, расположенных друг под другом в параллельных пло- с костях и кинематически связанных между собой, оси которых расположены эксцентрично, при этом на сборочной позиции вертикальные оси гнезд обоих дисков расположены в одной плоскости, силовой ме- ханизм расположен между плоскостями дисков, а ось рабочего органа параллельна плоскостям дисков.
Такое выполнение устройства также позволит значительно расширить технологиче- ские возможности, так как загрузка брелоков на транспортирующий диск осуществляется непосредственно из лотка вибропитателя и его базирование осуществляется зависанием на унифицированной для всех типов брело- ков головке. В этом случае декоративная часть брелока не взаимодействует ни с одним элементом устройства и тем самым не влияет на конструкцию устройства.
Замки загружаются на верхний транс- портирующий диск та кже непосредственно из лотка без применения каких-либо специальных механизмов. Кроме того, предлагаемое устройство позволяет собирать брелоки, имеющие не только конструкцию головки с боковым зевом, но и брелоки, у которых зев головки открыт сверху.
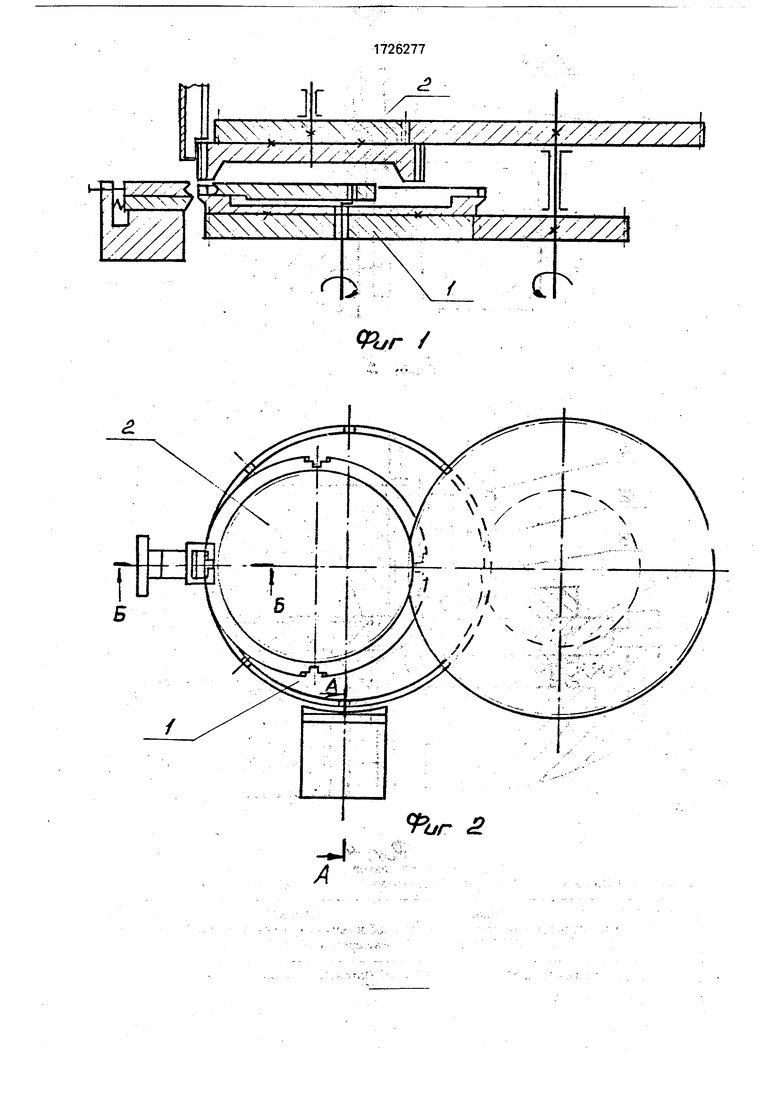
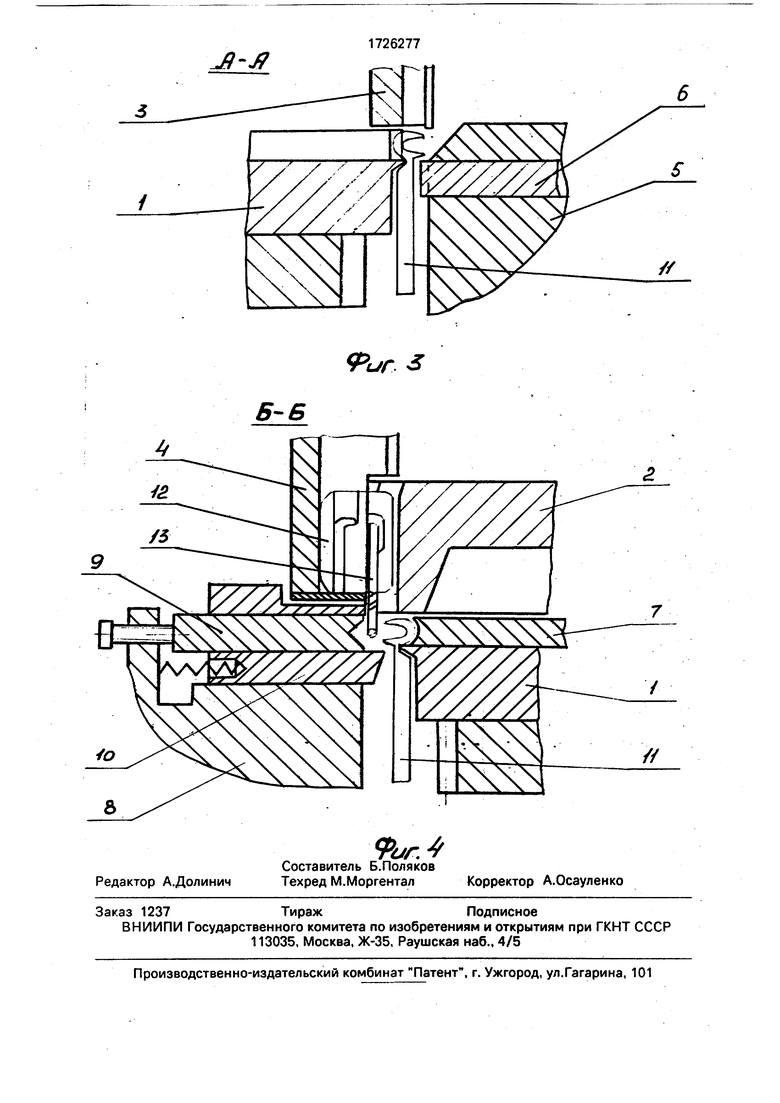
На фиг.1 и 2 схематично изображено устройство для сборки замка застежки-молнии с брелоками; на фиг.З - узел загрузки брелоков, разрез А-А на фиг.2; на фиг.4 - узел сборки, разрез Б-Б на фиг.4.
Устойство для сборки замка застежки- молнии содержит транспортирующие диски 1 и 2, лотки вибропитателей 3 и 4, колодку загрузочной позиции брелоков 5 с подвижной планкой б, сборочный инструмент 7 и опорную колодку сборочной позиции 8 с матрицей 9 и подпружиненной опорой 10.
Устройство работает следующим обра- зом.
Брелок 11 непосредственно из лотка 3 вибропитателя под собственным весом падает в щель, образованную нижним транспортирующим диском 1 и колодкой 5, при этом подвижная планка 6 находится в крайнем правом положении. При этом через щель проходит только декоративная часть брелока и он зависает на головке. После этого подвижная планка 6 перемещается в левое положение и головка брелока фиксируется в гнезде транспортирующего диска 1. После этого транспортирующие диски 1 и 2 (фиг.1) поворачиваются и брелок передается на сборочную позицию (фиг.4). Между загрузочной и сборочной позициями может быть промежуточная позиция, на которой производится контроль загрузки брелока. После того как брелок подан на сборочную позицию по лотку 4 (фиг.4), замок 12 падает в гнездо верхнего транспортирующего диска 2, при этом вертикальные оси гнезд обоих. дисков располагаются в одной вертикальной плоскости, благодаря чему зев брелока располагается напротив окна в переходном звене 13 замка, сборочный инструмент 7 двигается вправо и при. своем движении, воздействуя на головку брелока 11, заводит зев в окно переходного звена замка, а при дальнейшем движении приводит его во взаимодействие с матрицей 9 опорной колодки 8, благодаря чему концы зева подгибаются и тем самым происходит сборка. В процессе сборки опора 10 передвигается под действием брелока.
После сборки инструмент перемещается влево (холостой ход) и после его выхода из гнезда нижнего транспортирующего диска 1 происходит очередной поворот дисков и собранный с брелоком замок удаляется из зоны сборки и сбрасывается в емкость. Формула изобретения Устройство для сборки замков застежек-молний с брелоком, включающее вибробункеры для подачи замков и брелоков, сборочный инструмент с пуансоном и транспортирующие органы с гнездами для подачи замков и брелоков к сборочному инструменту, отличающееся тем, что, с целью повышения производительности, транспортирующие органы выполнены из двух расположенных параллельно друг над другом и кинематически связанных между собой дисков разного диаметра, оси которых установлены эксцентрично, а сборочный инструмент расположен между дисками.
Б-Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки замка застежки-молнии | 1990 |
|
SU1757604A1 |
| Способ сборки разделяющихся застежек-молний и машина для его осуществления | 1989 |
|
SU1734669A1 |
| Сборочный автомат | 1981 |
|
SU967768A1 |
| Устройство для сборки ручек с корпусами замка застежки-молнии | 1990 |
|
SU1759396A1 |
| Устройство для соединения лент-носителей разделяющихся застежек-молний с замком | 1989 |
|
SU1734670A1 |
| УСТАНОВКА ДЛЯ СБОРКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ЗАМКА ЗАСТЕЖКИ-МОЛНИИ | 1972 |
|
SU346848A1 |
| Устройство для сборки комплектов винт-шайба | 1987 |
|
SU1445897A1 |
| Устройство для сборки радиодеталей | 1973 |
|
SU475668A1 |
| Устройство для соединения лент-носителей разделяющихся застежек-молний с замком | 1990 |
|
SU1790910A2 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СБОРКИ ГОЛОВОК ДЕРЖАТЕЛЯ ЭЛЕКТРИЧЕСКОГО ПРЕДОХРАНИТЕЛЯ | 1965 |
|
SU174255A1 |
Изобретение относится к производству застежки-молнии и может быть применено с целью повышения производительности устройства. Устройство содержит вибробункеры и лотки для подачи деталей, транс- портирующий орган с гнездами для фиксации деталей, а также узел для сборки в виде силового механизме. Транспортирующий орган выполнен в виде двух дисков разного диаметра, расположенных друг над другом. Оси транспортирующих дисков расположены эксцентрично. На сборочной по- с-иции вертикальные оси гнезд обоих дисков Рс.:гюложены в одной плоскости, силовой механизм расположен между плоскостями дисков, а ось рабочего органа параллельна плоскостям дисков. 4 ил.
| Патент США № 3234635, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Патент США №4135285, кл | |||
| Солесос | 1922 |
|
SU29A1 |
