пульса тока до начала увеличения усилия на токопроводящем стержне
Поставленная цель достигается тем, что в известном способе контактной точечной сварки после прохождения импульса тока сварки вначале дополнительное усилие обжатия увеличивают до значения, на 5-10% большего усилия ковки, одновременно на такую же величину уменьшают усилие сжатия на токопроводящем стержне, затем уси- лие сжатия на токопроводящем стержне увеличивают, а дополнительное усилие обжатия уменьшают до значения усилий ковки.
Способ контактной сварки осуществля- ется в следующей последовательности операций.
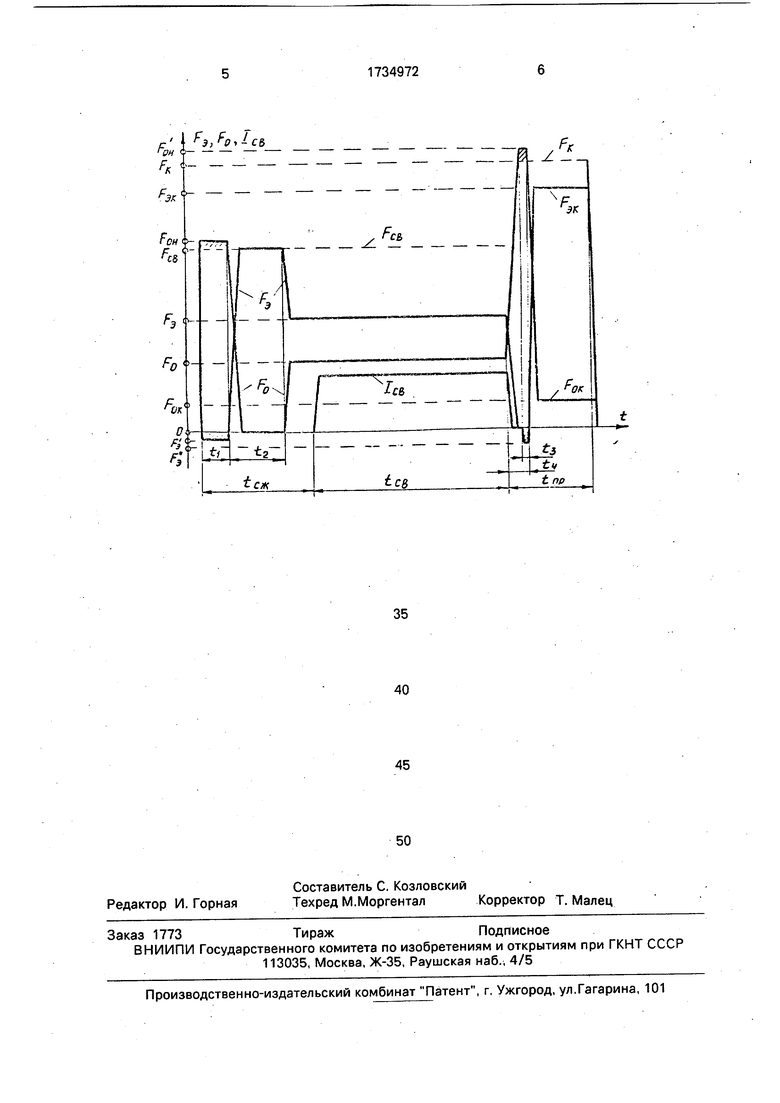
Во время прохождения импульса тока ICB, собственно процесса сварки, последовательность операций проводят аналогич- но известному способу После окончания импульса тока ICB усилие обжатия начинают увеличивать от сварочной величины F0 до его максимальной величины Р0м, превышающей на 5-10% усилие ковки FK во время tnp проковки соединения, и одновременно уменьшать усилие на токопроводящем стержне на такую же величину. При этом в момент достижения усилием обжатия F0 величины Fee усилие на токопроводящем стержне F3 достигает нулевого значения, а с момента достижения усилием FO ковочной величины общего усилия сжатия деталей на стадии проковки FK на токопроводящем стержне возникает отрицательное усилие F3. Во время увеличения общего усилия сжатия деталей от сварочной FCB до ковочной величины FK деформируются элементы силового контура машины, а отрицательное смещение осей электродов компенсируется радиальными деформациями упругих элементов обжимных втулок. Вследствие этого сдвигающее усилие во время увеличения общего усилия сжатия деталей равно усилиям радиальной деформации обжимных вту-
лок, радиальную жесткость которых задают меньше сил трения между деталями, и взаимное смещение деталей не происходит. По истечении времени t3 с момента достижения усилием обжатия F0 максимальной величины FOM его уменьшают, усилие на токопроводящем стержне F3 увеличивают до постоянных их значений Р0к и РЭк во время tnp проковки соединения Время ta выдержки неизменной максимальной величины усилия обжатия FOM задают не меньше доверительного интервала отклонений моментов достижения усилием F0 значения FOM, что гарантирует деформацию элементов силового контура машины при отсутствии контактов токопроводящие стержни - свариваемые детали. Время t4 момента начала увеличения усилия F3 от нулевого значения до Рэк и уменьшения усилия F0 от FOM до FOK задают по известным рекомендациям выбора момента приложения ковочного усилия для обычных способов сварки без обжатия периферийной зоны соединения. При этом деформации элементов силового контура машины отсутствуют, так как общее усилие сжатия деталей остается неизменным.
Таким образом, поставленная цель достигается за счет отсутствия сдвиговых усилий между деталями после прохождения импульса тока сварки.
Формула изобретения Способ контактной точечной сварки по авт.св № 1609577,отличающийся тем, что, с целью повышения качества сварного соединения вследствие уменьшения общей деформации, после прохождения импульса тока сварки вначале дополнительное усилие сжатия увеличивают до значения, на 5-10% большего общего усилия ковки, одновременно усилие сжатия на токопроводящем стержне уменьшают на такую же величину, затем дополнительное усилие уменьшают, а усилие на стержне увеличивают до значений усилия ковки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной точечной сварки | 1991 |
|
SU1808574A1 |
| Способ контактной точечной сварки | 1990 |
|
SU1750888A1 |
| Способ контактной точечной сварки | 1990 |
|
SU1738548A1 |
| Машина для контактной точечной сварки | 1991 |
|
SU1825695A1 |
| Способ контактной точечной сварки | 1991 |
|
SU1825696A1 |
| Способ контактной точечной сварки | 1991 |
|
SU1825694A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ОБЖАТИЕМ ПЕРИФЕРИЙНОЙ ЗОНЫ СОЕДИНЕНИЯ | 1992 |
|
RU2036759C1 |
| Способ контактной точечной сварки | 1990 |
|
SU1756067A1 |
| Способ контактной точечной сварки и электрод для его осуществления | 1989 |
|
SU1609577A2 |
| Способ контактной точечной сварки | 1987 |
|
SU1504036A1 |