Изобретение относится к машиностроению и может быть использовано для получения неразъемных соединений деталей из металлов и сплавов преимущественно средних и больших толщин.
Известен способ контактной точечной сварки, при котором детали сжимают токо- проводящими электродами, вокруг них, вне контура уплотняющего пояска, прикладывают дополнительное усилие обжатия, величина которого равна разности общего усилия сжатия и усилия сжатия токопроводящими электродами, и пропускают импульс сварочного тока.
Однако данный способ не позволяет регулировать параметры измерения усилия сжатия деталей в площади сварочного контакта, что ограничивает технологические возможности способа.
Цель изобретения - расширение технологических возможностей путем обеспечения регулирования усилия сжатия деталей в
площади сварочного контакта без изменения силового воздействия на детали.
Цель достигается тем, что в способе контактной точечной сварки, при котором детали сжимают токопроводящими электродами, вокруг них, вне контура уплотняющего пояска, прикладывают дополнительное усилие обжатия, величина которого равна разности общего усилия сжатия и усилия сжатия токопроводящими электродами и пропускают импульс сварочного тока, величину усилия сжатия деталей токопроводящими электродами и величину общего усилия сжатия деталей задают соответственно равными величинам усилия сжатия деталей в начале и конце импульса сварочного тока при сварке без дополнительного обжатия, а дополнительное усилие обжатия прикладывают на расстоянии от оси токопроводящего электрода, обеспечивающем усилие прогиба деталей, равное величине усилия дополнительного обжатия.
сл
с
VI со оо сл
4 00
На фиг. 1 показана схема силовой системы электрод-детали-электрод; на фиг. 2 - изменение параметров силового взаимодействия деталей в процессе сварки по предлагаемому способу.
На чертежах приняты следующие обозначения: свариваемые детали 1; токопрово- дящие электроды 2; обжимные втулки 3; усилие на токопроводящем электроде F3t; усилие обжатия F0t; общее усилие сжатия деталей Fee,1 усилие в площади ядра расплавленного металла Fat; усилие в площади уплотняющего пояска Fnt; контур уплотняющего пояска Lu; высота уплотняющего пояска hnt, внутренний и наружный контуры обжимной втулки , LS; прогиб детали между контурами Lit и L2 56 сам , усилие сопротивления деталей упругому прогибу деталей между контурами Ln и La Fyt; усилие в площади кольцевого контакта Fkt; усилие со- противления деталей их прогибу до соприкосновения Fgt; диаметр ядра dst; диаметр уплотняющего пояска dm, наружный диаметр токопроводящего электрода Оэ; внутренний dee и наружный dBH диаметр об- жимной втулки; усилие сжатия в площади свариваемого контакта Fct; сварочный ток 1Св; ковочное усилие на токопроводящем электроде РЭк; ковочное усилие на обжимной втулке Рок, время t06 смещения момен- та приложения F0t; время сжатия tcx; время сварки tee, время проковки tnp.
Свариваемые детали 1 (фиг. 1) сжимают токопроводящими электродами 2 с диаметром цилиндрической поверхности Оэ и об- жимают втулками 3 соответственно усилиями F3t и F0t (фиг. 2), в сумме составляющими величину общего усилия сжатия деталей FCB,
FCB F3t+Fot.
При этом до начала действия импульса сварочного тока Св, усилие F3t уравновешивается усилием Fct в площади свариваемого контакта (внутри контура Ln) диаметром dm, а усилие обжатия F0t уравновешивается уси- лием F« в площади кольцевого контакта, расположенного в области внутреннего La (с диаметром dee) и наружного (диаметром йен) контуров обжимной втулки 3, т. е. Fct F3t, a Fkt Fot за вычетом усилия Fgt упругого сопротивления деталей их сближению до соприкосновения. С момента начала импульса тока ICB металл зоны сварки расширяется, вследствие нагрева и плавления, и вытесняется в направлении контакта де- таль-деталь. Вследствие этого внутри контура Ln образуется рельеф, высота которого hm увеличивается в процессе сварки. При этом детали 1 деформируются усилием F0t и
прогибаются на величину а , а в площадь свариваемого контакта передается часть усилия Fot упругостью деталей Fyt.
Таким образом, в процессе сварки усилие сжатия в площади свариваемого контакта Fct, уравновешиваемое после начала плавления суммой усилий в площади уплотняющего пояска Fm и в площади ядра расплавленного металла Fflt, увеличивается на величину Fyt, а усилие в площади кольцевого контакта FKt уменьшается на эту же величину. Причем, если величина Fyt в процессе сварки становится равной F0t, то , т. е. соприкосновение деталей в кольцевом контакте отсутствует и вся величина усилия F0t передается в площадь сварочного контакта. В этом случае величина Fct становится равной FCB и в дальнейшем остается неизменной.Величину Fyt, а также время достижения ею значения Fot представляется возможным, при прочих равных условиях, регулировать изменением жесткости деталей между контурами Lit и L2, т. е. изменением внутреннего диаметра обжимной втулки dee.
Таким образом, представляется возможным реализовать цикл сварки с возра- стающим усилием сжатия деталей в площади свариваемого контакта Fct, во время импульса тока 1Св, если величину усилия сжатия деталей токопроводящими электродами F3t и величину общего усилия сжатия деталей FCB задавать равными величинам усилия сжатия деталей при сварке без обжатия периферийной зоны соединения с возрастающим усилием сжатия электродов соответственно в момент начала и окончания импульса тока, а величину усилия обжатия Fot задавать равной их разности. При этом из бесконечного множества возможных значений dBe больших dm в момент окончания импульса тока, задают единственное, при котором в требуемый момент времени t достижения величиной Fct значения FCB при высоте уплотняющего пояска в этот момент, равной hm. Эта величина dee может быть определена расчетным путем либо экспериментально по общеизвестным методикам.
Например, производят сварку деталей из стали 12Х18Н10Т толщиной 2+2 мм по предложенному способу. При этом силовое воздействие на детали, неизменяемое во время импульса тока, осуществляют по программе,показанной кривой абвгдежз. Величину F3t и FCB задают равными соответственно начальной и конечной величине усилия сжатия деталей при сварке без обжатия периферийной зоны соединения с программированием усилия сжатия электродов: кН, кН, а величину F0t - равной их разности ( кН). Остальные параметры режима задают следующими: кА; ,06 с; ,12 с; ,24 с; ,2 с; ,5 кН; ,5 кН. Внутренний диаметр электрода dee задают таким, чтобы Fct (кривая 1) стало равным FCB при ,2 с после начала импульса тока ( мм). При этом получен диаметр ядра ±0,1 мм.
Таким образом, по предлагаемому способу при неизменности значений FCBI F9t и Fot во время импульса тока представляется возможным изменять усилие сжатия деталей в площади свариваемого контакта по программе с предварительным обжатием зоны сварки и увеличением усилия сжатия деталей во время импульса тока.пропорциональным тепловому расширению металла в зоне сварки. При этих же значениях F3t и Fot уменьшение внутреннего диаметра обжимной втулки приводит к увеличению скорости изменения Fct(npn мм, при ,12 с - кривая 2), а увеличение наоборот (при ,8 MM, при кривая 3).
Таким образом, изменение dee от ,5 мм при до 13,8 мм позволяет регулировать момент достижения F« значения FCB во всем диапазоне tee.
По сравнению с существующими применение предлагаемого способа сварки позволяет программировать усилие сжатия деталей в площади уплотняющего пояска пропорционально тепловому расширению металла зоны сварки без изменения силово- го воздействия на детали.
Формула изобретения
Способ контактной точечной сварки,
при котором детали сжимают токопроводя- щими электродами, вокруг них вне контура уплотняющего пояска прикладывают дополнительное усилие обжатия, величина которого равна разности общего усилия сжатия
и усилия сжатия токопроводящими электродами, и пропускают импульс сварочного тока, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения регулирования усилия сжатия деталей в площади сварочного контакта без изменения силового воздействия на детали, величину усилия сжатия деталей токопроводящими электродами и величину общего усилия сжатия деталей задают соответственно равными величинам усилия сжатия деталей в начале и конце импульса свярпчного тока при сварке без дополнительного обжатия, а дополнительное усилие обжатия прикладывают на расстоянии от оси токо про водящего электрода, обеспечивающем усилие прогиба деталей, равное величине усилия дополнительного обжатия.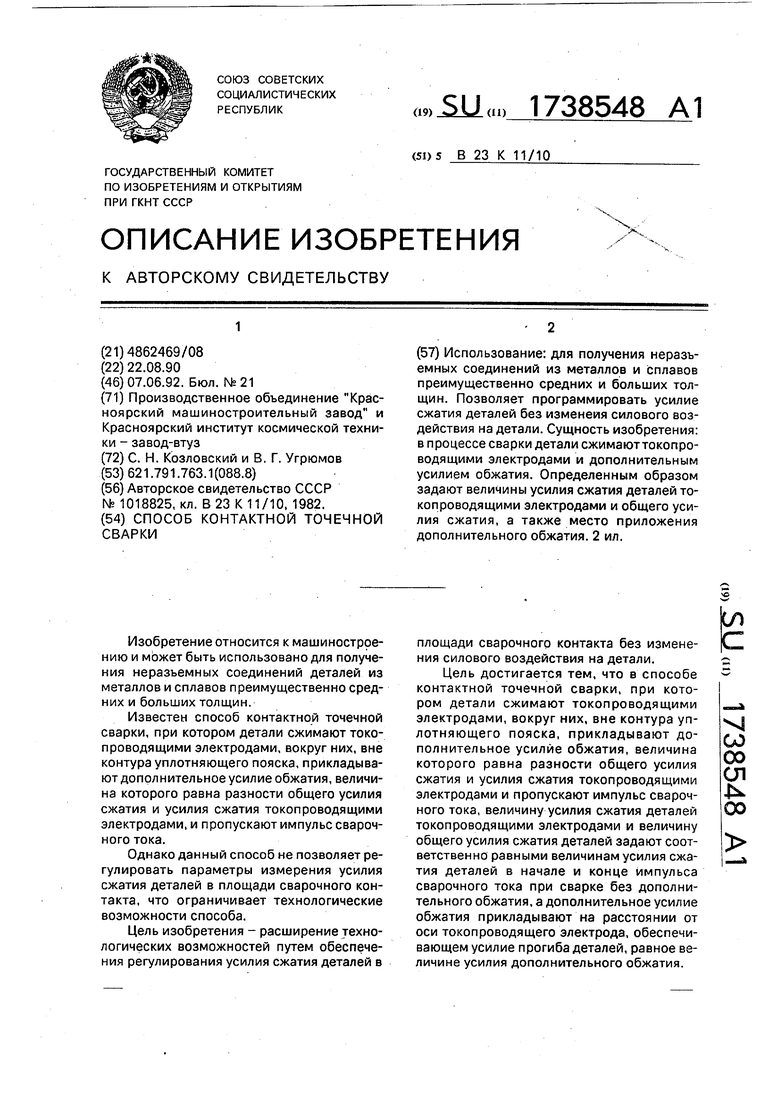

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной точечной сварки | 1989 |
|
SU1648677A1 |
| Способ контактной точечной сварки | 1991 |
|
SU1808574A1 |
| Способ контактной точечной сварки и электрод для его осуществления | 1989 |
|
SU1609577A2 |
| Способ контактной точечной сварки | 1990 |
|
SU1734972A2 |
| Способ контактной точечной сварки | 1982 |
|
SU1018825A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ОБЖАТИЕМ ПЕРИФЕРИЙНОЙ ЗОНЫ СОЕДИНЕНИЯ | 1992 |
|
RU2036759C1 |
| Способ контактной точечной сварки | 1991 |
|
SU1825696A1 |
| Способ контактной точечной сварки | 1988 |
|
SU1669666A1 |
| Способ контактной точечной сварки | 1982 |
|
SU1031685A1 |
| Способ контактной точечной сварки | 1991 |
|
SU1825694A1 |

Использование: для получения неразъемных соединений из металлов и сплавов преимущественно средних и больших толщин. Позволяет программировать усилие сжатия деталей без изменеия силового воздействия на детали. Сущность изобретения: в процессе сварки детали сжимают токопро- водящими электродами и дополнительным усилием обжатия. Определенным образом задают величины усилия сжатия деталей то- копроводящими электродами и общего усилия сжатия, а также место приложения дополнительного обжатия. 2 ил.
Фиг.1
W
Ј
Фиг.2
| Способ контактной точечной сварки | 1982 |
|
SU1018825A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
