(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления поршней | 1990 |
|
SU1770110A1 |
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2008488C1 |
| СПОСОБ РЕМОНТА ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2013 |
|
RU2542035C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЯ | 1994 |
|
RU2069138C1 |
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2121591C1 |
| СПОСОБ ОБРАБОТКИ НОВЫХ ИЛИ ВОССТАНАВЛИВАЕМЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2147272C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| СПОСОБ РЕМОНТА РАБОЧЕГО ДИСКА ШАРОВОЙ МЕЛЬНИЦЫ | 1991 |
|
RU2006357C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2005 |
|
RU2319592C2 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2164638C2 |
Использование: ремонт поршней двигателей и других машин. Сущность изобретения: торцовые поверхности перемычек и противоизносных колец протачивают под одинаковым углом к их диаметральной плоскости. Устанавливают кольца, сопрягая проточенные поверхности. Сварку колец с перемычками производят по всей плоскости сопряжения. 4 ил.
Изобретение относится к восстановлению изношенных деталей и может быть использовано в машиностроении и других отраслях промышленности, занимающихся восстановлением изношенных деталей, в частности поршней двигателей и других машин.
Известен способ восстановления канавок под компрессионные кольца, при котором удаляют дефектную часть перемычки под углом с последующей наплавкой и проточкой в диаметральной плоскости перемычки на величину, равную толщине противоизносного кольца, предварительно подготовленное противоизносное кольцо, выполненное в виде двух полуколец, устанавливают на перемычку. Полукольца сваривают между собой и с перемычкой по наружному диаметру кольца, а по внутреннему диаметру кольцо зачеканивают в корпус головки.
Недостатком известного технического решения является снижение несущей способности перемычки из-за уменьшения рабочего сечения в результате удаления дефектной части. Ослабление рабочего сечения перемычки, особенно у ее основания, приводит к появлению трещин и разрушению (образованию трещин, отслоений и т.п.) перемычки и противоизносного кольца, что снижает реальный срок службы детали. Кроме того, из-за того, что противоизносное кольцо соединено с перемычкой не по всей плоскости сопряжения, это приводит к его разрушению в процессе эксплуатации головки поршня.
Целью изобретения является повышение ресурса работы головки поршня.
Поставленная цель достигается тем, что в способе восстановления канавок под компрессионные кольца поршней, при котором протачивают торцовые поверхности пере iсо
J о
-vj О
мычек под углом к ее диаметральной плоскости, устанавливают противоизносные кольца и сваривают их с перемычкой, перед установкой противоизносного кольца его протачивают под таким же углом, что и пе- ремычку, установку осуществляют, сопрягая проточенные поверхности, а сварку кольца с перемычкой производят по всей плоскости сопряжения.
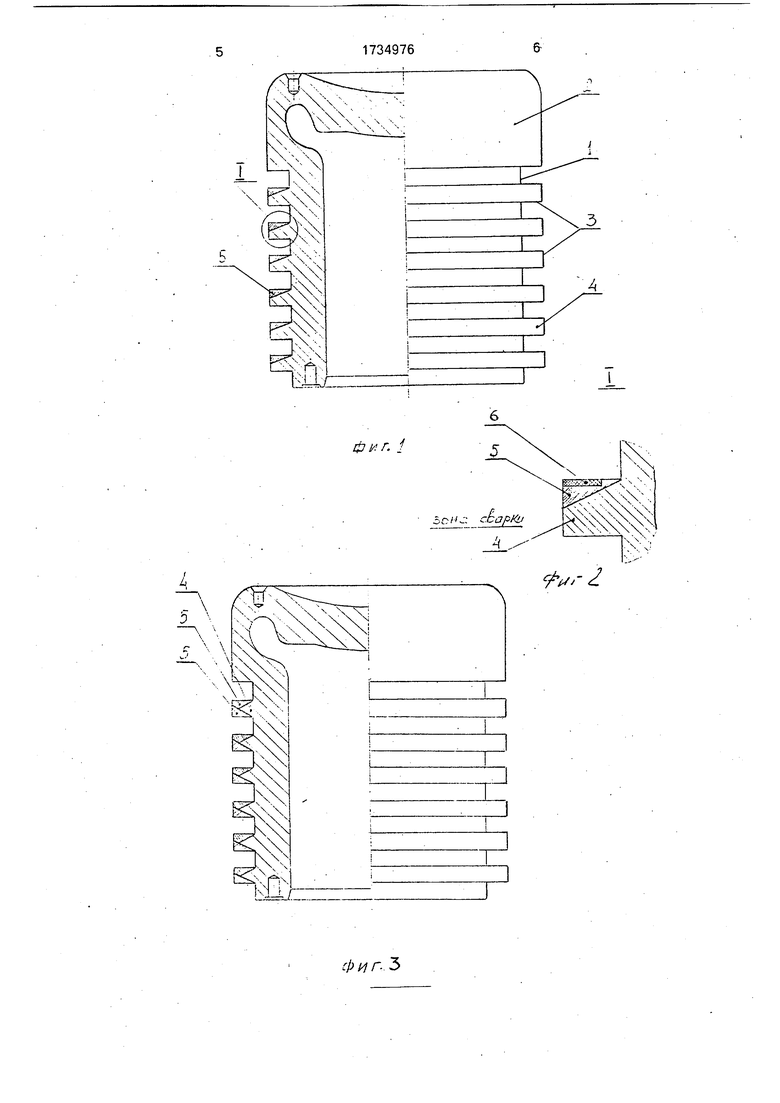
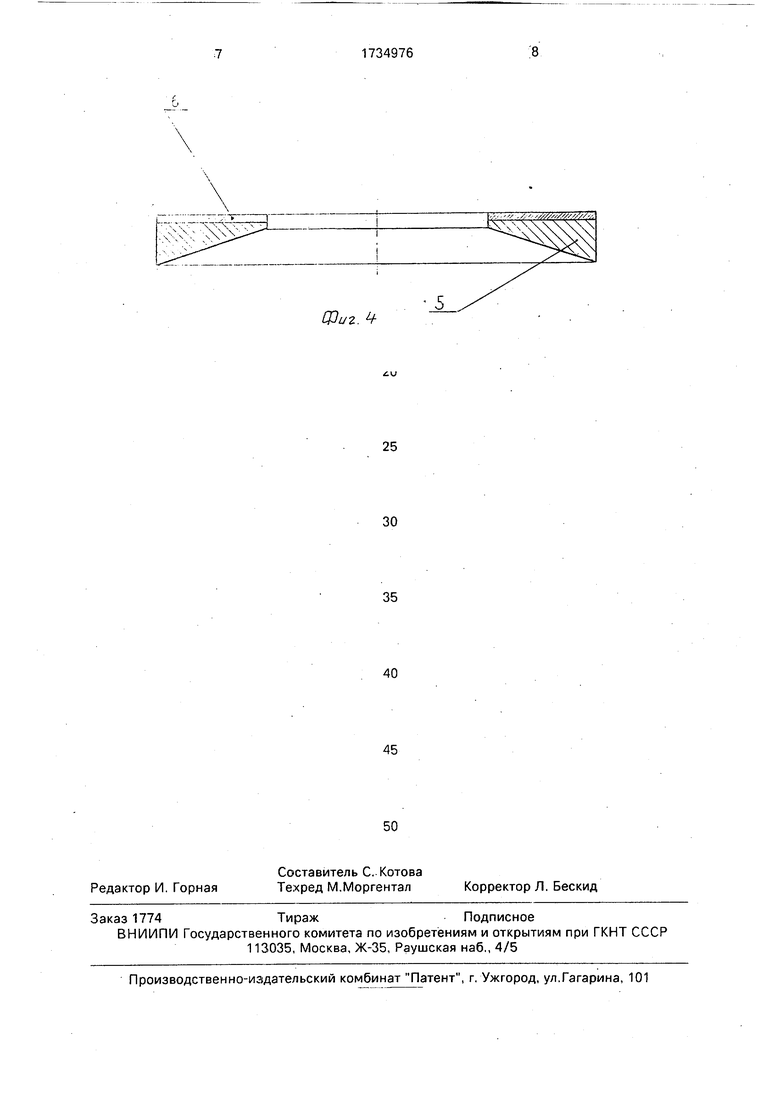
На фиг. 1 изображен поршень с уста- новленными противоизносными кольцами, разрез; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - поршень с противоизносными кольцами, установленными с обеих сторон перемычки, разрез; на фиг. 4 - противоизносное кольцо.
Для восстановления канавок 1 головки поршня 2 двигателя, имеющих увеличенную высоту из-за износа торцовых поверхностей 3 перемычек 4, высота которых уменьши- лась, срезают дефектную (изношенную) торцовую поверхность 3 под углом примерно 30° к диаметральной плоскости перемычки 4 с одной (фиг. 1) или по обе ее стороны (фиг. 2). Предварительно изго- товленное противоизносное кольцо 5 с проточенной под таким же углом и упрочненной поверхностью 6 разрезают на два полукольца, устанавливают на перемычку 4, приваривают, например, электронно- лучевой сваркой или пайкой по плоскости сопряжения кольца с перемычкой.
Предлагаемый способ восстановления размеров канавок под компрессионные кольца реализован при восстановлении го- ловок поршней дизеля типа MAN К 6Z57/80 следующим образом.
Изношенные торцовые поверхности 3 (рабочие) перемычек 4 протачивают под углом примерно 30°С к диаметральной пло- скости. Перед установкой заранее изготовленных противоизносных колец 5 проводят магнитную дефектоскопию проточенных перемычек 4,
Противоизносные кольца изготавли- вают из трубной заготовки (сталь 20ХМЛ, DBH 520 мм, Онар 570 мм для данного
примера). Затем на кольцо по известной технологии, например плазменным методом, наплавляют слой износостойкого материала - самофлюсующих порошков ПГ-СРЗ. После наплавки кольца подвергают термообработке затем механической обработке, включающей и протачивание плоскости сопряжения под углом примерно 30°. Кольцо разрезают на два полукольца электроэрозионным методом. Устанавливают на перемычки 4 головки 2 с помощью специальных приспособлений для фиксации. Подготовленную таким образом головку помещают в камеру установки электронно-лучевой сварки, в которой осуществляют приварку колец по плоскости сопряжения с перемычкой. При необходимости восстановления нерабочей поверхности 3 перемычки 4 последовательность операции подготовки поверхности и постановки противоизносного кольца 5 такая же, как и для восстановления рабочей поверхности 3 перемычки 4.
Для обеспечения качественного провара стыка сварку выполняют по стандартному режиму для сварки стали типа 20ХМЛ.
Благодаря тому, что противоизносное кольцо сопрягается с перемычкой головки поршня в плоскости, лежащей под углом к диаметральной плоскости, и соединяется с ней по всей площади сопряжения, ресурс работы восстановленных головок поршней повышается в 1,8-2 раза.
Формула изобретения
Способ восстановления канавок под компрессионные кольца поршней, при котором протачивают торцовые поверхности перемычек под углом к ее диаметральной плоскости, устанавливают противоизносные кольца и сваривают их с перемычкой, отличающийся тем, что, с целью повышения ресурса работы головки поршня, перед установкой противоизносного кольца его протачивают под таким же углом, что и перемычку, установку осуществляют, сопрягая проточенные поверхности, а сварку кольца с перемычкой производят по всей плоскости сопряжения.
ф ИГ-З
Фиг J+
5
| Судовые дизели иностранной и отечественной постройки | |||
| Стальные головки поршней рабочих цилиндров | |||
| Восстановление наплавкой с последующим упрочнением трением торцов канавок поршневых колец | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
