Изобретение относится к области восстановления изношенных деталей и может быть использовано в машиностроении и других отраслях промышленности, занимающихся восстановлением изношенных деталей, в частности поршней двигателей и других машин.
Известен способ восстановления поршней, при котором перемычки, подлежащие восстановлению, разделывают под наплавку, наплавляют, обрабатывают с припуском до заданных размеров и упрочняют, подвергая пластической деформации вращающимся диском.
Известен способ восстановления поршней, при котором изношенные перемычки, подлежащие восстановлению, удаляют частично или полностью, наплавляют слой материала с высокой износостойкостью (твердостью), равный высоте перемычки, затем протачивают канавки.
Для наплавки требуется большое количество высоколегированного дорогостоящего материала. Обработка наплавленного твердого слоя для получения канавок-трудо- емкая операция. Процесс восстановления сложен технологически.
Целью изобретения является снижение затрат.
Поставленная цель достигается тем, что в способе восстановления поршней, включающем удаление изношенных перемычек, разделяющих канавки для установки колец, наплавку высоколегированным сплавом с последующей проточкой до заданных размеров, высоколегированный сплав наплав- ляютсвободным формированием по высоте, как минимум, одной рабочей стороны перемычки с помощью ограничительных колец- кристаллизаторов а оставшуюся часть удаленной перемычки - металлом близким по составу металлу поршня
VI
N о
о
I
Кроме того, ограничительные кольца- кристаллизаторы выполнены с сечением в форме клина.
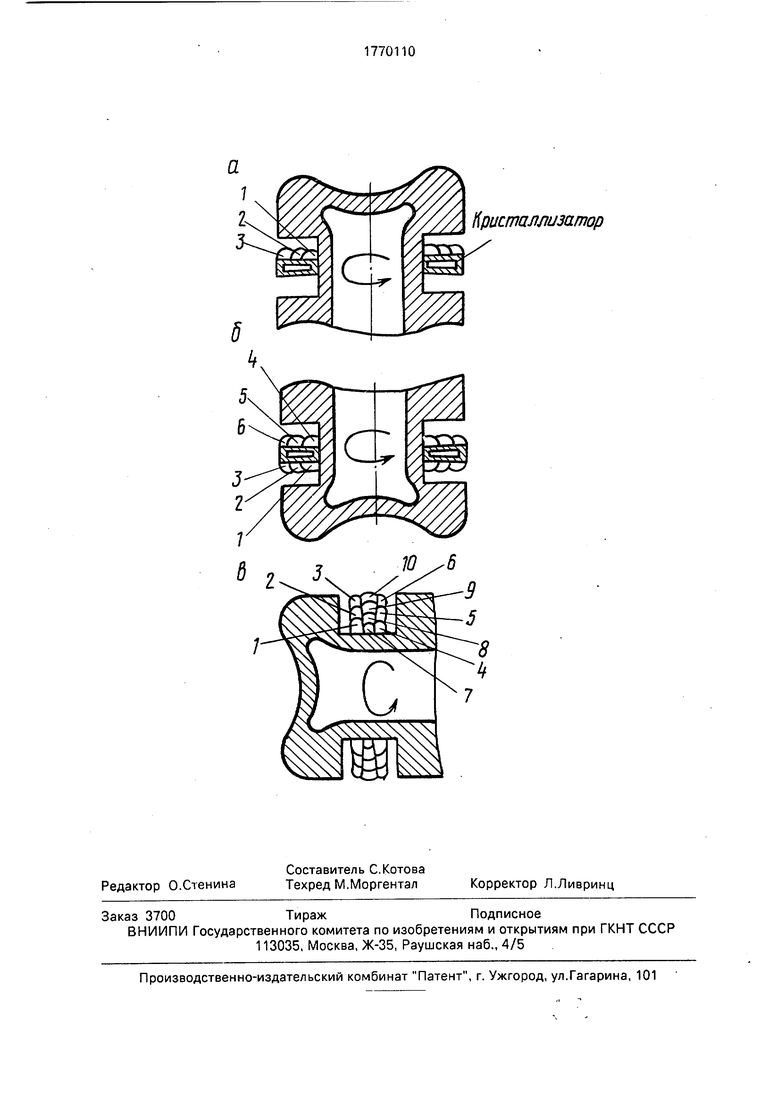
На чертеже изображено пооперационное положение восстанавливаемого поршня при наплавке удаленной перемычки, на месте которой установлено ограничительное кольцо-кристаллизатор (позициями обозначена последовательность нанесения валиков).
Восстановление поршня, точнее канавок для установки компрессионныхколец, выполняется следующим образом. После удаления изношенной перемычки осуществляют наплавку. Устанавливают ограничительное кольцо-кристаллизатор, с помощью которого формируют рабочую сторону перемычки из высоколегированного сплава.
Вторую сторону и после удаления кольца-кристаллизатора остальную часть перемычки наплавляют металлом, близким по составу металлу.
Предлагаемый способ восстановления поршней реализован при восстановлении стальной головки поршня судового дизеля марки 10K45GF следующим образом. Поршень, изготовленный из теплостойкой стали 35Х МЛ, имеет наружный диаметр 450 мм, на котором расположено пять канавок под компрессионные кольца, рабочие поверхности которых упрочнены хромированием. При достижении критической величины износа поршни заменяются или подлежат восстановлению.
Изношенные перемычки срезали до основания на токарно-винторезном станке. Поршень, подогретый в печи до температуры 300-350°С, устанавливался на манипуляторе. После разметки мест наплавки перемычек устанавливались ограничительные кольца-кристаллизаторы так, чтобы оси симметрии перемычки и кольца-кристаллизатора совпадали. Установив поршень вер- тикально, вращая его, свободным
формированием наплавлялась одна из рабочих сторон перемычки высоколегированным сплавом. Валики наносились в направлении центра к периферии кольца- кристаллизатора. Затем, развернув поршень на 180°, в случае необходимости вторая рабочая сторона наплавлялась аналогичным образом. Удалив кольцо-кристаллизатор,промежутокмежду сформированными рабочими сторонами заполняли металлом, по составу близким металлу поршня. Или после наплавки одной рабочей стороны, развернув поршень на 180°, удаляли кольцо-кристаллизатор и оставшуюся часть перемычки наплавляли металлом, по составу близким металлу поршня.
Формула изобретения
1.Способ восстановления поршней, включающий удаление изношенных перемычек, разделяющих канавки для установки колец, наплавку высоколегированным сплавом с последующей проточкой до заданных размеров, отличающийся тем, что, с целью снижения затрат, высоколегированный сплав наплавляют свободным формированием по высоте, как минимум, одной рабочей стороны перемычки с помощью ограничительных колец-кристаллизаторов, а оставшуюся часть удаленной перемычки металлом, близким по составу металлу поршня.
2.Способ по п.1,отличающийся тем, что ограничительные кольца-кристаллизаторы выполнены с сечением в форме
кл.ина.
Кристаллизатор
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления канавок под компрессионные кольца поршней | 1989 |
|
SU1734976A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЕЙ | 1997 |
|
RU2133663C1 |
| СПОСОБ ОБРАБОТКИ НОВЫХ ИЛИ ВОССТАНАВЛИВАЕМЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2147272C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОБОДА КОЛЕСА РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2487001C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ МАШИН | 2003 |
|
RU2247014C1 |
| СПОСОБ РЕМОНТА ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2013 |
|
RU2542035C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 2010 |
|
RU2447978C2 |
| Способ восстановления и упрочнения канавок алюминиевых поршней | 1987 |
|
SU1558595A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2205098C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2202422C2 |
Использование: восстановление изношенных деталей, в частности, поршней двигателей. Сущность изобретения: после удаления изношенной перемычки и установки на ее месте кольца-кристаллизатора наплавляют одну из рабочих сторон перемычки высоколегированным сплавом, а затем другую. После удаления кольца-кристаллизатора остальную часть перемычки заполняют металлом, близким по составу металлу поршня. Способ предусматривает установку ограничительных колец-кристаллизаторов, имеющих форму клина. 1 з.п. ф-лы. 1 ил.
| Ребристый каток | 1922 |
|
SU121A1 |
| Кананер- ский судоремонтный завод, 1976 | |||
