(54) УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ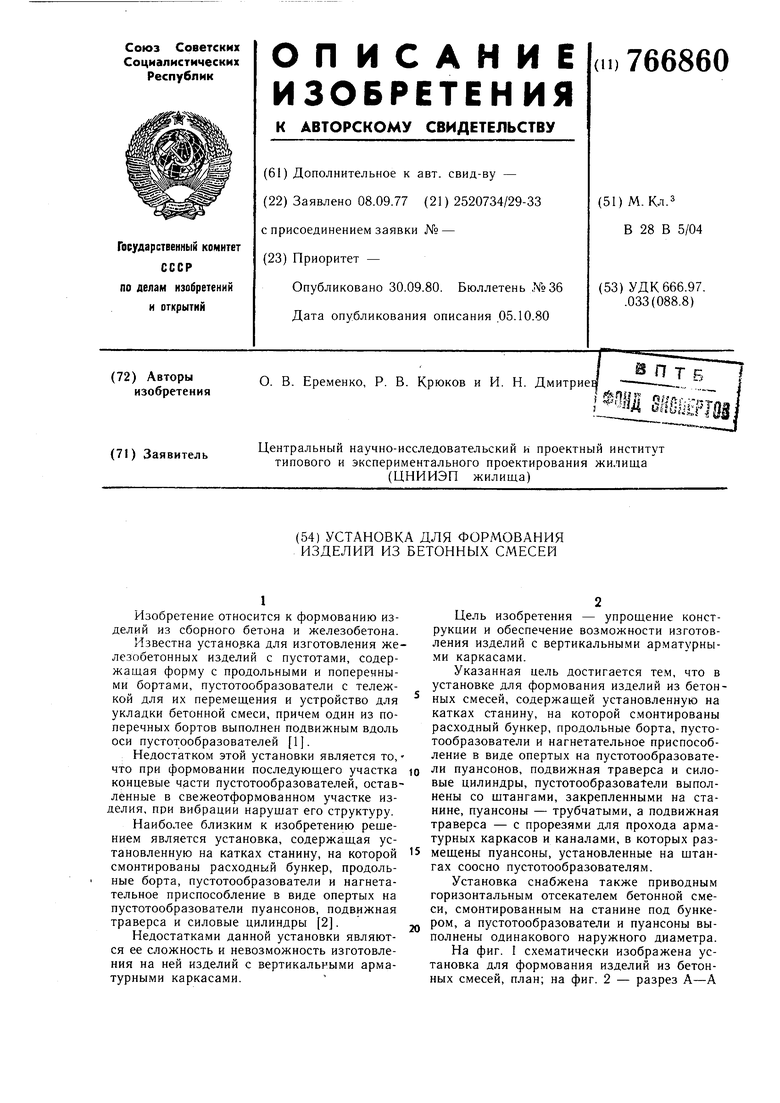

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| Установка для формования изделий из бетонных смесей | 1984 |
|
SU1172723A2 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ИЗ АРМИРОВАННОЙ ВОЛОКНАМИ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 2006 |
|
RU2336162C1 |
| Установка для формования изделий из бетонных смесей | 1990 |
|
SU1761485A1 |
| Кассетная установка | 1978 |
|
SU727448A1 |
| Установка для формования пустотных бетонных и железобетонных изделий | 1989 |
|
SU1715611A1 |
| Устройство для формования бетонных изделий | 1985 |
|
SU1364478A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1995 |
|
RU2087306C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1994 |
|
RU2070109C1 |
1
Изобретение относится к формованию изделий из сборного бетона и железобетона.
Известна установка для изготовления железобетонных изделий с пустотами, содержащая форму с продольными и поперенными бортами, пустотообразователи с тележкой для их перемещения и устройство для укладки бетонной смеси, причем один из поперечных бортов выполнен подвижным вдоль оси пустотообразователей 1.
Недостатком этой установки является то, что при формовании последующего участка концевые части пустотообразователей, оставленные в свежеотформованном участке изделия, при вибрации нарушат его структуру.
Наиболее близким к изобретению рещением является установка, содержащая установленную на катках станину, на которой смонтированы расходный бункер, продольные борта, пустотообразователи и нагнетательное приспособление в виде опертых на пустотообразователи пуансонов, подвижная траверса и силовые цилиндры 2.
Недостатками данной установки являются ее сложность и невозможность изготовления на ней изделий с вертикальными арматурными каркасами.
Цель изобретения - упрощение конструкции и обеспечение возможности изготовления изделий с вертикальными арматурны.ми каркасами.
Указанная цель достигается тем, что в установке для формования изделий из бетонных смесей, содержащей установленную на катках станину, на которой смонтированы расходный бункер, продольные борта, пустотообразователи и нагнетательное приспособление в виде опертых на пустотообразовате Q ли пуансонов, подвижная траверса и силовые цилиндры, пустотообразователи выполнены со щтангами, закрепленными на станине, пуансоны - трубчатыми, а подвижная траверса - с прорезями для прохода арматурных каркасов и каналами, в которых разметены пуансоны, установленные на щтангах соосно пустотообразователям.
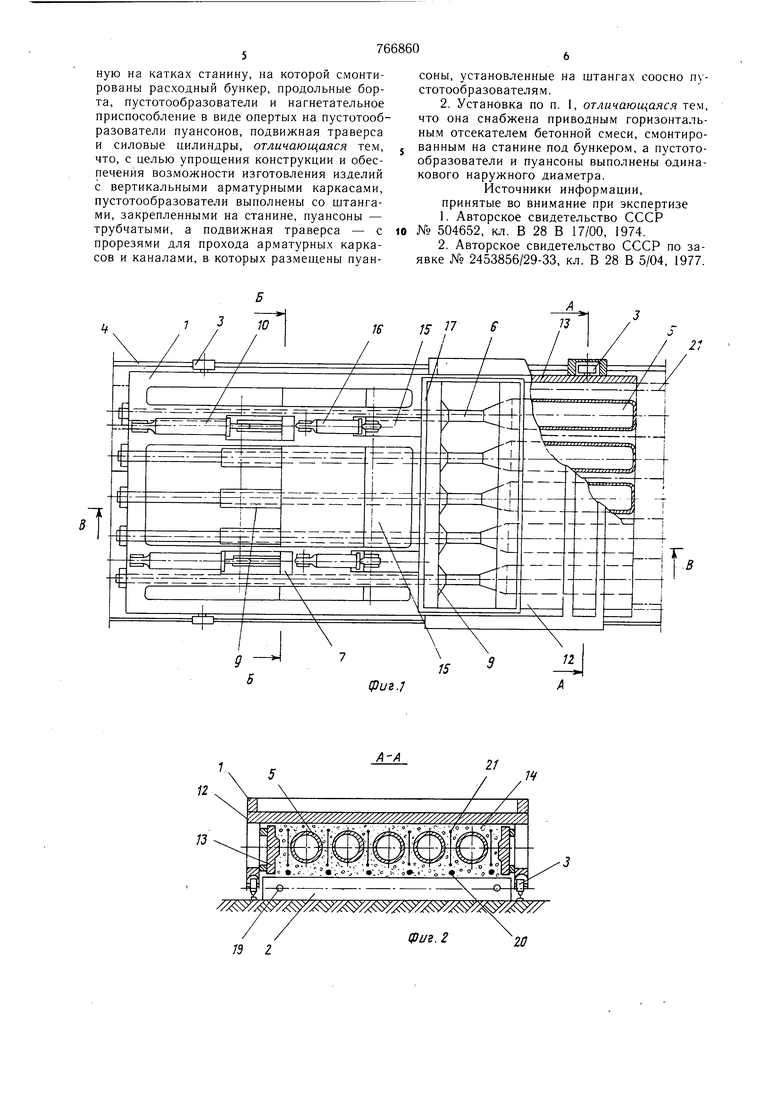
Установка снабжена также приводным горизонтальным отсекателем бетонной смеси, смонтированным на станине под бункером, а пустотообразователи и пуансоны вы20полнены одинакового наружного диаметра. На фиг. I схематически изображена установка для формования изделий из бетонных смесей, план; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1. Установка состоит из станины 1, перемещаемой вдоль основания 2 на катковы.х опорах 3 по направляющим 4. К станине 1 поикреплены пустотообразователи 5 посредством штанг 6. В корпусе станины 1 установлена подвижная траверса 7, выполненная с прорезями 8, расположенными с обеих сторон каждого канала, в которых помещены пуансоны 9. Для перемещения подвижная траверса 7 снабжена приводом 10, а пуансоны 9 - приводами 11. Пуансоны 9 выполнены с отверстиями, через которые проходят щтанги 6, жестко связанные с пустотообразователями 5. На станине 1 закреплены верхняя плита 12и продольные борта 13, которые совместно с основанием 2 образуют наружный контур поперечного сечения формуемого изделия 14. В станину 1 на всю щирину формуемого изделия 14 вмонтирован отсекатель 15 с приводом 16 для образования замкнутой полости, в которую бетонная смесь поступает из бункера 17, установленного на станине 1 на амортизирующих опорах 18. В основание 2 встроены греющие элементы 19 (например, паровые регистры). До начала формования на основание 2 натягивают арматуру 20 и устанавливают вертикальные арматурные каркасы 21, которые в процессе формования проходят через прорези 8 подвижной траверсы 7. Натяжение арматуры может производиться грузовыМ или механическим способом. Процесс формования начинают от торцового борта (на чертеже не показан), который в начальный момент находится между верхней плитой 12 и продольными бортами 13у края течки бункера 17 и в который введены пустотообразователи 5. Для описания работы принято любое промежуточное положение установки по длине основания 2. , Из установленногона амортизирующих опорах 18 бункера 17. при открывании отсекателя 15 приводом 16 бетонная смесь заполняет полость между подвижной траверсой 7, пуансонами 9, продольными бортами 13, верхней плитой 12 и только что отформованным торцом изделия 14 (фиг. 4). После заполнения включают привод 16 и отсекатель 15 перемещается в крайнее правое положение, при это.м под отсекателем 15 образуется замкнутая полость с бетонной смесью. Затем включают приводы 10 и 11 и подвижная траверса 7 совместно с пуансонами 9, перемещаемыми в ней и по щтангам 6, уплотняют бетон до заданной величины, передвигаясь при этом на определенные величины. При достижении заданного уплотнения подвижная траверса 7, упираясь в уплотненный бетон, при включенном приводе 10, передвигает станину I с пустотообразователями 5, пуансонами 9, верхней плитой 12, проДОЛЬНЫМИ бортами 13, бункером 17, закрытым отсекателем 15 и зонами сдвигае.мого бетона в крайнее левое положение, че.м достигается формование изделия на длину 1. Перемещение станины 1 на Катковых опорах 3 по направляющим 4 в результате давления подвижной траверсы 7 на бетон начинается после достижения бетоном заданной плотности, т. е. усилие, необходимое для дальнейшего уплотнения бетона подвижной траверсы 7, становится больше, чем усилие на преодоление сопротивлений перемещению станины 1 с закрепленными на ней узлами. Так как при этом включен привод II, то сдвигаемые зоны бетона находятся в сжатом состоянии между торцами пуансонов 9 и пустотообразователями 5 и по .мере передвижения бетон из них заполняет возможные незаполненные бетоном участки по всему сечению между подвижной траверсой 7 и торцом ранее отформованного бетона, выравнивая плотность бетона в тел-е изделия 14. Оставщиеся части бетона сдвигаемых зон пере.мещаются вместе с пуансона.ми 9 и пустотообразователями 5 и входят в каналы подвижной траверсы 7, образуя при этом в формуемом 14 пустоты, обусловленные формой пустотообразователей 5, а наружный контур изделия обеспечивается верхней плитой 12, продольными бортами 13 и основанием 2. Длины пустотообразователей 5, верхней плиты 12 и продольных бортов 13 назначаются такими, чтобы в результате трения бетона о них давление подвижной траверсы 7 не передавалось на ранее отфор.мованный бетон за пределами конструкции установки и не разрушало его. Затем приводы 10 и 11 перемещают подвижную траверсу 7 и пуансоны 9 в положение для приема следующей порции бетона, привод 16 открывает отсекатель 15 и бетонная смесь заполняет образовавшуюся полость, а оставшийся бетон сдвигаемой зоны попадает в полость укладки бетонной смеси и осыпается. И весь процесс повторяется. Тепловая обработка отформованного бетона осуществляется путем нагрева основания 2, в которое вмонтированы греющие элементы 19 (паровые регистры, электронагреватели и т. д.). После тепловой обработки готовое изделие разрезается на железобетонные детали нужной длины алмазным инструментом. Предлагаемая установка позволяет получить изделия с вертикальными арматурными каркасами между пустотами различного профиля с одним бункерным устройством. Наличие фактора прессования бетона решает вопросы уплотнения жестких бетонных с.месей без вибрации, трамбования и большого износа формовочных поверхностей. Формула изобретения 1. Установка для формования изделий из бетонных смесей, содержащая установленную на катках станину, на которой смонтированы расходный бункер, продольные борта, пустотообразователи и нагнетательное приспособление в виде опертых на пустотообразователи нуансонов, подвижная траверса и силовые цилиндры, отличающаяся тем, что, с целью упрощения конструкции и обеспечения возможности изготовления изделий с вертикальными арматурными каркасами, пустотообразователи выполнены со штангами, закрепленными на станине, пуансоны - трубчатыми, а подвижная траверса - с прорезями для прохода арматурных каркасов и каналами, в которых размещены пуан
12
а:
/ /фиг.
75 Z
соны, установленные на щтангах соосно пустотообразователям.
Источники информации, принятые во внимание при экспертизе
21
If
/ / К /
6 3 21
(pLfZ.3
.. У $ 2/5
