СП
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ ЛЕНТОЧНОЙ ПРУЖИНЫ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ | 2015 |
|
RU2598420C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ОТЖИГА МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2003 |
|
RU2316610C2 |
| СПОСОБ ПРОКАТКИ ЛЕНТ ИЗ БЕРИЛЛИЕВЫХ БРОНЗ | 2003 |
|
RU2223157C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ БРБ2, ОХЛАЖДАЕМЫХ В ВОДНО-СОЛЕВОМ РАСТВОРЕ С ХЛОРСОДЕРЖАЩИМИ ПРИСАДКАМИ | 2013 |
|
RU2530675C1 |
| Способ крепления гибкой металлической подложки на водоохлаждаемую поверхность подложкодержателя при вакуумном напылении материалов | 2020 |
|
RU2748440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| Способ штамповки изделий из листовой заготовки | 1978 |
|
SU743751A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БРОНЗЫ CUCRZR, ПРИМЕНЯЕМЫЙ ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЙ С БЕРИЛЛИЕВОЙ ОБЛИЦОВКОЙ И БИМЕТАЛЛИЧЕСКИМ СОЕДИНЕНИЕМ CUCRZR/316L(N) | 2020 |
|
RU2768076C1 |
| Способ восстановления плиты кристаллизатора машины непрерывного литья заготовок | 2023 |
|
RU2826836C1 |
использование: в металлургии при термической обработке металлических лент, преимущественно из берилл евой бронзы толщиной менее 0,4 мм с повышенными требованиями к их геометрической форме. Способ включает термическую обработку ленты, изгибание участка горячей ленты непосредственно перед охлаждением и охлаждение на любом участке, отстоящем от начала изгиба на длину дуги, ограниченной углом не менее 5°, включая участок перехода ленты из изогнутого в плоское состояние. 1 ил., 2 табл.
Изобретение относится к металлургии, в частности к термической обработке металлической ленты, преимущественно из бе- риллиевой бронзы толщиной менее 0,4 мм, и может быть использовано при производстве полос и лент любой толщины из различных сплавов с повышенными требованиями к их геометрической форме.
Известен способ термической обработки полосового материала, включающий охлаждение нагретой полосы на выходе из печи с помощью газа и/или пара и/или воды, предпочтительно смеси воздуха и водяных капель, в камере охлаждения. Полосу при охлаждении перемещают сверху вниз, а газ и/или пар подают противотоком.
Недостатком известного способа является то, что с уменьшением толщины ленты требуется резкое уменьшение скорости охлаждения, так как тонкая лента легко коробится под действием возникающих термических напряжений.
Известен также способ термической обработки тонколистовой бериллиевой бронзы, включающий нагрев на твердый раствор в вертикальной непрерывной термической печи и быстрое охлаждение путем контактирования с охлаждаемыми барабанами, которые установлены в нижней части печи. В барабанах циркулирует охлаждающая вода.
Недостатком известного способа является то, что горячая лента малой толщины при соприкосновении с охлаждающим барабаном резко охлаждается, при этом уменьшается ее размер по ширине, что приводит к смятию прилегающего горячего участка к короблению ленты.
Целью изобре1вния является устранение коробления металлической ленты при сохранении механических свойств.
VJ со ел
4 О) О
Для достижения поставленной цели при способе непрерывной термической обработки металлической ленты, преимущественно из бериллиевой бронзы толщиной менее 0,4 мм, включающем изгиб и охлаж- дение, изгибают участок горячей ленты непосредственно перед охлаждением, а охлаждение начинают на любом участке ленты, отстоящем от начала изгиба на длину дуги, ограничен ной углом не менее 5°, вклю- чая участок перехода ленты из изогнутого в плоское состояние.
Изгибание участка горячей ленты непосредственно перед охлаждением позволяет во много раз повысить сопротивление этого участка силам сжатия охлаждаемого участка по сравнению с лентой, охлаждаемой в плоском состоянии. Ограничение участка, на котором можно начинать охлаждение, позволяет исключить коробле- ние участка нагретой ленты, находящегося в плоском состоянии перед ее переходом в изогнутое состояние, При величине дуги, ограниченной углом менее 5°, жесткость горя- чей ленты еще недостаточна, чтобы предотвратить коробление.
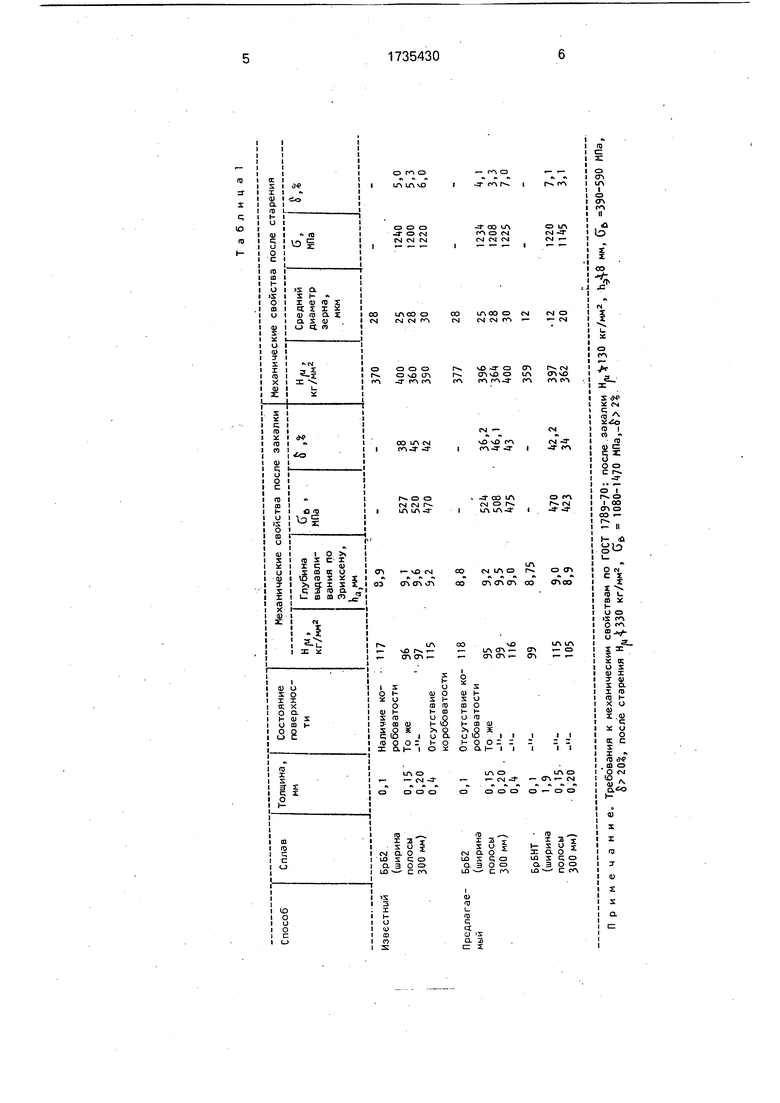
На чертеже представлены возможные схемы изгибания и охлаждения ленты согласно предлагаемому способу (а. б - изгиб ленты осуществляют с помощью одного ба- рабана, в - изгиб ленты осуществляют с помощью нескольких барабанов; С - возможные участки охлаждения ленты).
Способ осуществляется следующим образом.
Нагретую ленту, например, из бериллиевой бронзы, выходящую из протяжной термической печи, направляют, например, на барабан, выполненный из малотеплопроводного материала - керамики, нержавею- щей стали, многослойного материала и др., и прижимают к его поверхности за счет усилия натяжения ленты. Охлаждение ленты производят после предварительного изгиба ее путем подачи воды или другой охлажда- ющей жидкости на поверхность изогнутой ленты таким образом, чтобы фронт охлаждения располагался на любом участке ленты, отстоящем от начала изгиба на длину дуги, ограниченной углом не менее 5°, вклю- чая участок перехода ленты из изогнутого в плоское состояние, Охлаждающая среда, например вода, может быть подана с помощью спрейерного устройства на линию
схода ленты с барабана, в зазоре между лентой и барабаном и на участок за линией входа.
Вместо охлаждающей жидкости для охлаждения ленты может быть использована поверхность, к которой прижимается лента для ее изгиба, например поверхность охлаждаемого барабана. В этом случае в отличие от известного способа необходимо принять меры, исключающие быстрое охлаждение ленты в момент ее соприкосновения с барабаном. Это может быть осуществлено, например, за счет создания воздушной (газовой) прослойки, за счет вдувания горячего воздуха (газа) в зазор между лентой и барабаном со стороны входа или за счет механических устройств, создающих необходимый изгиб ленты перед ее контактом с охлаждающим барабаном, но не охлаждающих ее, например системы подогреваемых роликов, расположенных по схеме 1в, а последующее охлаждение - по схемам 1а или 16.
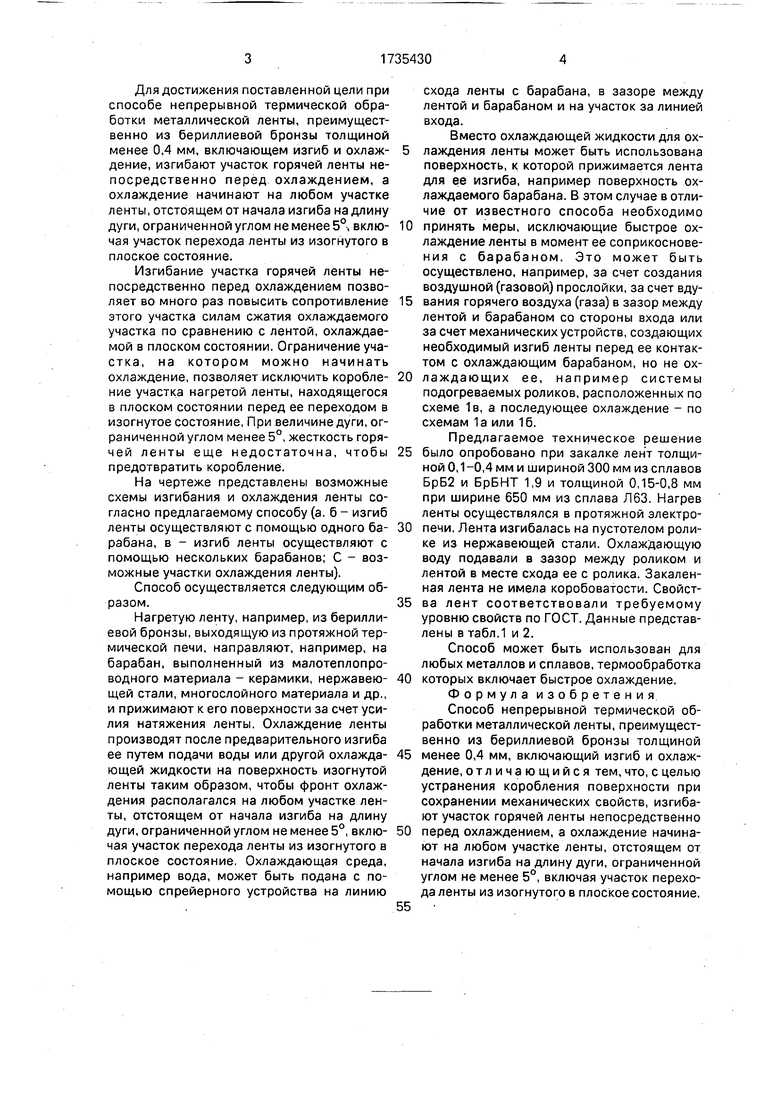
Предлагаемое техническое решение было опробовано при закалке лент толщиной 0,1-0,4 мм и шириной 300 мм из сплавов БрБ2 и БрБНТ 1,9 и толщиной 0,15-0,8 мм при ширине 650 мм из сплава Л63. Нагрев ленты осуществлялся в протяжной электропечи. Лента изгибалась на пустотелом ролике из нержавеющей стали. Охлаждающую воду подавали в зазор между роликом и лентой в месте схода ее с ролика. Закаленная лента не имела коробоватости. Свойства лент соответствовали требуемому уровню свойств по ГОСТ. Данные представлены в табл.1 и 2.
Способ может быть использован для любых металлов и сплавов, термообработка которых включает быстрое охлаждение,
Формула изобретения
Способ непрерывной термической обработки металлической ленты, преимущественно из бериллиевой бронзы толщиной менее 0,4 мм, включающий изгиб и охлаждение, отличающийся тем, что, с целью устранения коробления поверхности при сохранении механических свойств, изгибают участок горячей ленты непосредственно перед охлаждением, а охлаждение начинают на любом участке ленты, отстоящем от начала изгиба на длину дуги, ограниченной углом не менее 5°, включая участок перехода ленты из изогнутого в плоское состояние.
П р и м е ч а
н и е„ Требования к механическим свойствам по ГОСТ после закалки кг/мм2, hA8 MM, (Jb 390-590 МПа, S 2й%, после старения Н.,330 кг/мм2, Gfr 1080-1470 МПа,
Примечание. Лентаоврабатыеэлась по предлагаемому способу
а
5
Таблица2
| СПОСОБ УДАЛЕНИЯ АТЕРОСКЛЕРОТИЧЕСКОЙ БЛЯШКИ ИЗ ТЕРМИНАЛЬНОГО ОТДЕЛА БРАХИОЦЕФАЛЬНЫХ АРТЕРИЙ В НЕКОНТРОЛИРУЕМОЙ ЗОНЕ | 1995 |
|
RU2129836C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
