Область техники
Изобретение относится к области производства изделий, содержащих в своем составе низколегированные дисперсионно-твердеющие медные сплавы, и может быть использовано, например, в процессе изготовления обращенных к плазме компонентов термоядерного реактора ИТЭР, состоящих из биметаллической заготовки бронза/сталь CuCrZr/316L(N) и бериллиевой облицовки.
Уровень техники
Известен способ термомеханической обработки дисперсионно-твердеющих медных сплавов, в частности бронзовых сплавов системы Cu-Cr и Cu-Cr-Zr с различной концентрацией легирующих элементов, раскрытый в источнике информации (Николаев А.К., Новиков А.И., Розенберг В.М. Хромовые бронзы. М.: Металлургия. 1983, 177 с.). Данный известный способ включает операцию термической обработки бронзы на пересыщенный твердый раствор хрома и меди: проведение отжига при температурах около 1000°С с последующей фиксацией структуры закалкой в воду. Далее выполняют операцию холодной пластической деформации со степенью деформации 40-70%, позволяющей получить оптимальную мелкозернистую структуру сплава под последующую операцию старения. Операцию старения выполняют при различных температурах от 400°С до 600°С и различной длительности выдержки от 1 часа до 4 часов. В результате проведенной термомеханической обработки бронза обретает оптимальные свойства прочности с достижимым средним значением предела прочности (σВ) около 500 МПа при комнатной температуре.
Однако в предложенном способе термомеханической обработки не учтена операция высокотемпературной пайки бериллиевой облицовки, проводимая при температуре (680…700)°С, выполнение которой после завершения термомеханической обработки приведет к перестариванию сплава, и, как следствие, снижению свойств прочности до значения предела прочности (σВ) около 250 МПа при комнатной температуре, что всего на 30 МПа превышает предел прочности меди. В свою очередь, выполнение термомеханической обработки бронзы, в частности термической обработки на пересыщенный твердый раствор, после завершения операции высокотемпературной пайки бериллиевой облицовки невозможно, так как нагрев бериллия больше 700°С приводит к росту давления насыщенных паров в материале и его активному испарению. Также необходимо отметить, что промежуточная операция холодной пластической деформации бронзы не используется при изготовлении изделий со сложным циклом изготовления, включающим различные термические обработки. Данную операцию или невозможно выполнить из-за конструктивных особенностей изделия, или образовавшийся вследствие деформации механический наклеп устраняется при последующих операциях изготовления изделия или эксплуатации, что приводит к потере приобретенных за счет пластической деформации дополнительных свойств прочности бронзы.
Известен способ термической обработки бронзы CuCrZr с содержанием хрома 0,6-0,9% и циркония 0,07-0,15%, раскрытый в источнике информации (G. Le Marois et al., HIP'ing of cooper alloys to stainless steel, Journal of Nuclear materials, 233-237 (1996), pp. 927-931). Данный способ включает операции термической обработки марки бронзового сплава, выбранного в качестве материала теплоотводящего слоя обращенных к плазме компонентов ИТЭР, и находящегося в составе биметаллической заготовки с диффузионным биметаллическим соединением бронза/сталь CuCrZr/316L(N), полученным в условиях горячего изостатического прессования. Сначала выполняют термическую обработку биметаллической заготовки на пересыщенный твердый раствор с нагревом до 990°С, выдержкой в течение 60 минут и последующим охлаждением в воду. При выбранной температуре отсутствует значительный рост зерна бронзового сплава, по отношению к структуре, полученной на этапе изготовления биметаллической заготовки. Далее выполняют операцию старения бронзы при температуре 480°С, выдержкой в течение 240 минут и последующим охлаждением на воздухе. Применение указанного способа термической обработки позволяет получить бронзу с достижимым средним значением предела прочности (σВ) около 400 МПа при комнатной температуре.
Однако в предложенном способе термической обработки также как в предыдущем рассматриваемом способе не учтена операция высокотемпературной пайки бериллиевой облицовки, проводимая при температуре (680…700)°С, выполнение которой после завершения термической обработки приведет к перестариванию сплава, а выполнение термической обработки после операции высокотемпературной пайки невозможно по причине ограничений температуры нагрева бериллия.
Известен способ термической обработки бронзы CuCrZr с содержанием хрома 0,6-0,9% и циркония 0,07-0,15%, раскрытый в источнике информации (Nerea Ordas et al., Mechanical and microstructural characterization of HIP joints of a simplified prototype of the ITER NHF First Wall Panel // Fusion Engineering and Design, 124 (2017), pp. 999-1003). Данный способ включает операции термической обработки бронзового сплава в составе биметаллической заготовки с диффузионным биметаллическим соединением бронза/сталь CuCrZr/316L(N), полученным в условиях горячего изостатического прессования. Биметаллическую заготовку подвергают термической обработке на пересыщенный твердый раствор меди и хрома с нагревом в вакуумной печи до 980°С, выдержкой в течение 30 минут и последующим принудительным охлаждением азотом со скоростью около 180°С/мин до температуры 500°С (далее скорость не регламентируется). Далее выполняют операцию диффузионной сварки бериллиевой облицовки и бронзового слоя механически обработанного изделия в условиях горячего изостатического прессования при следующих параметрах: давлении 140 МПа и температуре 580°С с выдержкой в течении 120 минут и последующим охлаждением в газостатическом прессе. В данном случае старение бронзового сплава выполняется в процессе операции диффузионной сварки бериллиевой облицовки. Применение указанного способа термической обработки позволяет получить бронзу с минимально достижимым значением предела прочности (σВ) около 310 МПа при комнатной температуре.
Однако в предложенном способе термической обработки скорость газовой закалки на операции термической обработки на пересыщенный твердый раствор меди и хрома достигает значений на порядок меньше, чем скорость закалки в воду. В результате структура бронзового сплава после газовой закалки имеет меньшую концентрацию растворенного хрома в пересыщенном твердом растворе, что снижает потенциал по достижению оптимальной прочности такой структуры при последующем старении. Также в предложенном способе не учтена операция высокотемпературной пайки бериллиевой облицовки, а используется операция диффузионной сварки, которая выполняется при меньших температурах (580°С), чем операция пайки ((680…700)°С). Это позволяет совместить операцию старения бронзы с операцией присоединения бериллиевой облицовки. Однако опыт тепловых испытаний обращенных к плазме компонентов с разными вариантам соединения бериллиевой облицовки и бронзового слоя демонстрирует большую циклическую стойкость вариантов с паяным соединением облицовки, что делает пайку более предпочтительной технологией.
Наиболее близким к предлагаемому изобретению является способ термической обработки бронзы CuCrZr с содержанием хрома 0,6-0,9% и циркония 0,07-0,15%, раскрытый в источнике информации (A. Gervash et al., The development of technology of Be/CuCrZr joining using induction brazing // Fusion Engineering and Design, 146 (2019), pp. 2292-2296). Данный способ включает операции термической обработки бронзового сплава в составе биметаллической заготовки с диффузионным вакуумно-плотным биметаллическим соединением бронза/сталь CuCrZr/316L(N), полученным в условиях горячего изостатического прессования. Биметаллическую заготовку подвергают термической обработке на пересыщенный твердый раствор меди и хрома с нагревом в атмосферной печи до 980°С, выдержкой в течение 30 минут и последующей закалкой в воду. Далее выполняют операцию старения биметаллической заготовки при температуре 475°С, выдержкой в течение 180 минут и последующим охлаждением на воздухе. Перечисленные операции термической обработки позволяют получить оптимальную прочность бронзы (достижимый средний предел прочности (σВ) около 410 МПа) без учета промежуточного пластического деформирования. Далее выполняют операцию быстрой высокотемпературной пайки бериллиевой облицовки методом индукционного нагрева в вакууме с расположением зоны индукционного нагрева в бронзовой части изделия. При этом указанная операция пайки содержит две фазы нагрева: медленный со скоростью около 4,5°С/мин до 550°С и последующий быстрый нагрев со скоростью 48-60°С/мин до 680°С. Далее следует свободное охлаждение изделия в вакууме со средней скоростью около 15°С/мин до 550°С. Нагрев изделия до температуры 550°С не приводит к перестариванию бронзы, а последующий нагрев до 680°С выполняется быстро и не приводит к снижению свойств прочности бронзы ниже допустимого уровня. Применение указанного способа термической обработки позволяет получить бронзу с минимально достижимым значением предела прочности (σВ) около 310 МПа.
Однако в предложенном способе термической обработки не учтено воздействие термонапряжений на прочность конструкции изделия, возникающих вследствие большого температурного градиента в изделии при пайке на этапе быстрого нагрева из-за особенностей конструкции изделия и выбранного положения зоны нагрева. Кроме того, исходное состояние бронзы на операции пайки соответствует оптимальной прочности, что позволяет конструкции накапливать больше упругих напряжений до начала пластической деформации. Опыт изготовления обращенных к плазме компонентов показывает, что биметаллическое соединение бронза/сталь CuCrZr/316L(N) в условиях действия механических напряжений и температуры более 300°С становится слабым местом конструкции и может разрушаться, что приводит к потере герметичности изделия - неисправимому браку.
Техническим результатом использования изобретения является устранение указанных недостатков рассмотренных способов, уменьшение уровня неисправимого брака при изготовлении обращенных к плазме компонентов термоядерного реактора, состоящих из биметаллической заготовки бронза/сталь CuCrZr/316L(N) и бериллиевой облицовки, при достижении приемлемых свойств прочности бронзы CuCrZr: σВ≥320 МПа при комнатной температуре.
Раскрытие изобретения
Указанный технический результат обеспечивается тем, что в способе изготовления обращенных к плазме компонентов термоядерного реактора, состоящий из биметаллической заготовки бронза/сталь CuCrZr/316L(N) и бериллиевой облицовки, включающем термическую обработки биметаллической заготовки на пересыщенный твердый раствор хрома и меди в сплаве CuCrZr с содержанием хрома 0,6-0,9% и циркония 0,07-0,15% путем нагрева биметаллической заготовки до температуры 980°С, выдержки при данной температуре в течение не менее 30 минут и закалки в воду и последующее присоединение бериллиевой облицовки к биметаллической заготовке индукционной пайкой в вакууме, новым является то, что присоединение бериллиевой облицовки к биметаллической заготовке индукционной пайкой в вакууме осуществляют при расположении зоны индукционного нагрева в стальной части паяемых компонентов с обеспечением нагрева бронзы CuCrZr в составе биметаллической заготовки и протекания старения в указанной бронзе CuCrZr путем теплопередачи от нагреваемой стальной части, причем присоединение проводят нагревом в три фазы, на первой из которых выполняют предварительный равномерный нагрев всего компонента до температуры 480°С со скоростью около 8,5°С/мин, на второй - дальнейший ускоренный нагрев до 580°С в бронзе CuCrZr со скоростью нагрева 24°С/мин, а на третьей - быстрый нагрев до 680°С в бронзе со скоростью нагрева 48°С/мин с обеспечением расплавления припоя, затем осуществляют отключение нагрева с свободное охлаждения компонентов в вакууме.
Краткое описание чертежей
Сущность изобретения поясняется графическими материалами, на которых:
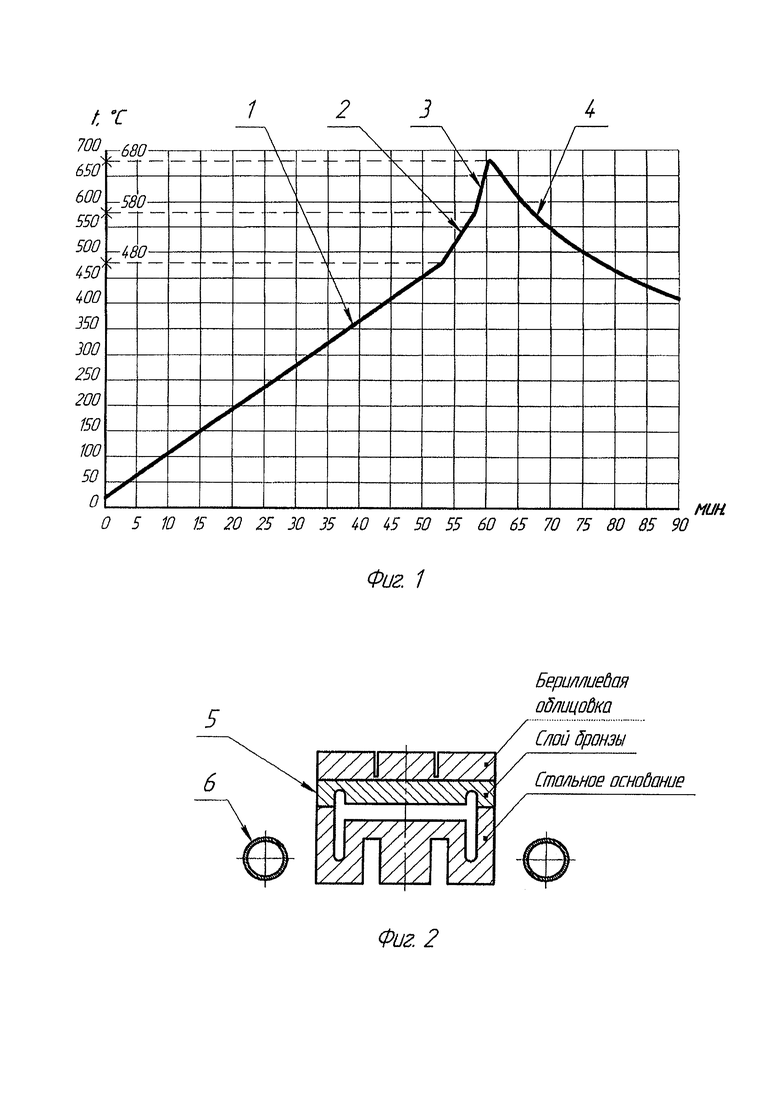
на фиг. 1 - график режима нагрева на операции пайки;
на фиг. 2 - изделие на этапе пайки и положение индуктора, поперечный разрез;
Режим нагрева на операции пайки включает фазу предварительного медленного нагрева 1, в процессе которого достигается равномерная температура всего паяемого изделия 5 до 480°С. Далее идет фаза ускоренного нагрева 2 до 580°С с контролем температуры по бронзовой части паяемого изделия. Следующая фаза 3 - быстрый нагрев до 680°С с контролем температуры по бронзовой части паяемого изделия, после достижения которой начинается фаза 4 - свободное охлаждения в вакууме.
На этапе пайки бериллиевой облицовки, паяемое изделие 5 помещается внутрь рабочей зоны медного водоохлаждаемого индуктора 6, размещенного внутри вакуумной камеры установки для индукционной пайки. При этом индуктор 6 располагается напротив стальной части паяемого изделия 5, что обеспечивает индукционный нагрев преимущественно стального основания изделия 5, а нагрев бронзового слоя происходит преимущественно за счет теплопередачи от стального основания.
Осуществление изобретения
Способ изготовления обращенных к плазме компонентов термоядерного реактора, состоящий из биметаллической заготовки бронза/сталь CuCrZr/316L(N) и бериллиевой облицовки заключается в следующем.
Биметаллическую заготовку с диффузионным вакуумно-плотным биметаллическим соединением бронза/сталь CuCrZr/316L(N), полученным в условиях горячего изостатического прессования или сваркой взрывом, и имеющую припуск на механическую обработку по всем поверхностям, подвергают термической обработке на пересыщенный твердый раствор хрома и меди. Указанную термическую обработку проводят с использованием атмосферной печи, разогретой до температуры около 980°С, в следующей последовательности: нагрев заготовки до (980+10)°С, выдержка при данной температуре в течении (30+2) минут и последующая закалка погружением заготовки в воду (охлаждение минимум до температуры 500°С). При этом, указанные значения температуры относятся к бронзовому слою биметаллической заготовки. Время, затрачиваемое на выгрузку заготовки из печи и доставку к ванне закалки, должно быть минимальным - это влияет на итоговую концентрацию хрома в пересыщенном твердом растворе и, как следствие, достижимую прочность бронзы.
Используемый в биметаллической заготовке дисперсионно-твердеющий медный сплав (бронза) CuCrZr должен удовлетворять требованиям по химическому составу и структуре сплава, что также оказывает существенное влияние на итоговые свойства прочности. Химический состав (концентрация в вес. %): Cu - основа; Cr - 0,6…0,9%; Zr - 0,07…0,15%; остальные примеси <0,1%. Средний размер зерна не должен превышать 200 мкм, допускается наличие не более 10% зерен, размером не превышающих 300 мкм.
После завершения операции термической обработки бронзы на пересыщенный твердый раствор хрома и меди, биметаллическую заготовку подвергают холодной правке на прессе с целью устранения коробления, возникающего после закалки. Далее биметаллическую заготовку подвергают механической обработке и другим операциям изготовления изделия до этапа пайки бериллиевой облицовки.
Изделие 5, подготовленное к выполнению пайки бериллиевой облицовки, помещается внутрь вакуумной камеры технологической установки для индукционной пайки, попадая в рабочую зону медного водоохлаждаемого индуктора 6. Индуктор 6, изготовленный из медной трубы, предварительно согнут так, что его форма повторяет форму криволинейной поверхности по которой осуществляется пайка облицовки изделия 5, а сам индуктор 6 располагается напротив стальной части паяемого изделия 5. Это обеспечивает индукционный нагрев преимущественно стального основания изделия 5, а нагрев бронзового слоя происходит преимущественно за счет теплопередачи от стального основания. Такое положение индуктора 6 позволяет уменьшить значение температурного градиента в паяемом изделии 5, что в свою очередь приводит к меньшему уровню термонапряжений. С учетом того, что на этапе пайки в изделии 5 находится еще не упрочненная бронза, обладающая меньшим пределом текучести (σ0,2), риск разрушения биметаллического соединения бронза/сталь CuCrZr/316L(N) под действием напряжений в условиях повышенной температуры значительно снижается.
Далее выполняют откачку вакуумной камеры установки для индукционной пайки до уровня не хуже 8*10-4 Па и проводят операцию вакуумной индукционной пайки бериллиевой облицовки, в процессе которой происходит старение бронзы CuCrZr. Режим нагрева на операции пайки включает фазу предварительного медленного нагрева 1 до 480°С со скоростью (8,5 +/- 5%)°С/мин, в процессе которого достигается равномерная температура всего паяемого изделия 5. Далее идет фаза ускоренного нагрева 2 до 580°С со скоростью (24 +/- 5%)°С/мин. Следующая фаза 3 - быстрый нагрев до 680°С со скоростью (48 +/- 5%)°С/мин, после достижения которой начинается фаза 4 - свободное охлаждения в вакууме. Для каждой фазы нагрева контроль температуры и соответствующая регулировка мощности нагрева осуществляется с частотой 10 Гц по значениям, полученных с термопар, закрепленных на бронзовом слое изделия 5. Количество используемых термопар зависит от размеров и сложности формы паяемого изделия 5 и должно быть не меньше шести штук. При этом на фазах медленного 1 и ускоренного 2 нагревов контролируемая температура вычисляется системой автоматического управления установки для индукционной пайки как среднее арифметическое значений температуры, полученных со всех термопар, закрепленных на бронзовом слое паяемого изделия 5. А на фазе быстрого нагрева 3 - как наименьшее из значений температуры, полученных со всех термопар, закрепленных на бронзовом слое, что необходимо для полного расплавления всех компонентов припоя. Согласно полученному опыту пайки макетов обращенных к плазме компонентов с бериллиевой облицовкой, разброс температур в бронзовом слое паяемого изделия 5 после окончания фазы быстрого нагрева 3 не превышает 15°С. При этом разброс температур в стальном основании паяемого изделия 5 после окончания фазы быстрого нагрева может достигать 170°С, с максимумом около 800°С на поверхности, расположенной напротив индуктора 6.
После охлаждения изделия 5 до температуры ниже 200°С в вакуумную камеру напускают воздух, открывают крышку камеры и извлекают спаянное изделие 5 из вакуумной камеры. Далее цикл термической обработки нового изделия повторяется аналогично описанному выше.
Использование данного способа изготовления обращенных к плазме компонентов термоядерного реактора, состоящий из биметаллической заготовки бронза/сталь CuCrZr/316L(N) и бериллиевой облицовки, обеспечивает получение готового изделия без нарушений целостности вакуумно-плотного биметаллического соединения на перечисленных операциях термической обработки. Кроме того, использование данного способа термической обработки бронзы CuCrZr обеспечивает достижение приемлемых свойств прочности бронзы CuCrZr: минимально достижимое значение предела прочности (σВ) составляет около 320 МПа при комнатной температуре и около 240 МПа при 250°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПАЙКИ | 2019 |
|
RU2758710C2 |
| АМОРФНЫЙ ЛЕНТОЧНЫЙ ПРИПОЙ НА ОСНОВЕ МЕДИ | 2011 |
|
RU2464143C1 |
| ТРУБЫ ИЗ СПЛАВА МЕДИ С ПРЕВОСХОДНОЙ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКОЙ И СПОСОБ ИХ ПРОИЗВОДСТВА | 2017 |
|
RU2686909C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2169646C2 |
| СПОСОБ ПРОКАТКИ ЛЕНТ ИЗ БЕРИЛЛИЕВЫХ БРОНЗ | 2003 |
|
RU2223157C1 |
| СПОСОБ ПАЙКИ ЖАРОПРОЧНЫХ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ НА НИКЕЛЬ-ХРОМОВОЙ ОСНОВЕ | 1996 |
|
RU2129061C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЖАРОПРОЧНЫХ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ НА НИКЕЛЬ-ХРОМОВОЙ ОСНОВЕ ПЕРЕД ПАЙКОЙ | 1995 |
|
RU2105080C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2292985C2 |
| Способ пайки деталей из разнородных металлов | 2024 |
|
RU2840136C1 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРОВОЛОКИ ИЗ БРОНЗЫ БрХЦрК | 2007 |
|
RU2347007C2 |
Изобретение относится к металлургии, а именно к изготовлению обращенных к плазме компонентов термоядерного реактора ИТЭР с бериллиевой облицовкой и биметаллическим соединением CuCrZr/316L(N). Способ изготовления обращенных к плазме компонентов термоядерного реактора, состоящих из биметаллической заготовки бронза/сталь CuCrZr/316L(N) и бериллиевой облицовки, включающий термическую обработку биметаллической заготовки на пересыщенный твердый раствор хрома и меди в бронзе CuCrZr с содержанием хрома 0,6-0,9% и циркония 0,07-0,15% путем нагрева биметаллической заготовки до температуры 980°С, выдержки при данной температуре в течение не менее 30 минут и закалки в воду и последующее присоединение бериллиевой облицовки к биметаллической заготовке индукционной пайкой в вакууме. Присоединение бериллиевой облицовки к биметаллической заготовке индукционной пайкой в вакууме осуществляют при расположении зоны индукционного нагрева в стальной части паяемых компонентов с обеспечением нагрева бронзы CuCrZr в составе биметаллической заготовки и протекания старения в указанной бронзе CuCrZr путем теплопередачи от нагреваемой стальной части, причем присоединение проводят нагревом в три фазы, на первой из которых выполняют предварительный равномерный нагрев всего компонента до температуры 480°С со скоростью нагрева 8,5°С/мин, на второй – дальнейший ускоренный нагрев до температуры 580°С в бронзе CuCrZr со скоростью нагрева 24°С/мин, а на третьей – быстрый нагрев до температуры 680°С в бронзе CuCrZr со скоростью нагрева 48°С/мин с обеспечением расплавления припоя, затем осуществляют отключение нагрева и свободное охлаждение компонентов в вакууме. Обеспечивается целостность вакуумно-плотного биметаллического соединения, а также увеличение прочности бронзы CuCrZr. 2 ил.
Способ изготовления обращенных к плазме компонентов термоядерного реактора, состоящих из биметаллической заготовки бронза/сталь CuCrZr/316L(N) и бериллиевой облицовки, включающий термическую обработку биметаллической заготовки на пересыщенный твердый раствор хрома и меди в бронзе CuCrZr с содержанием хрома 0,6-0,9% и циркония 0,07-0,15% путем нагрева биметаллической заготовки до температуры 980°С, выдержки при данной температуре в течение не менее 30 минут и закалки в воду и последующее присоединение бериллиевой облицовки к биметаллической заготовке индукционной пайкой в вакууме, отличающийся тем, что присоединение бериллиевой облицовки к биметаллической заготовке индукционной пайкой в вакууме осуществляют при расположении зоны индукционного нагрева в стальной части паяемых компонентов с обеспечением нагрева бронзы CuCrZr в составе биметаллической заготовки и протекания старения в указанной бронзе CuCrZr путем теплопередачи от нагреваемой стальной части, причем присоединение проводят нагревом в три фазы, на первой из которых выполняют предварительный равномерный нагрев всего компонента до температуры 480°С со скоростью нагрева 8,5°С/мин, на второй – дальнейший ускоренный нагрев до температуры 580°С в бронзе CuCrZr со скоростью нагрева 24°С/мин, а на третьей – быстрый нагрев до температуры 680°С в бронзе CuCrZr со скоростью нагрева 48°С/мин с обеспечением расплавления припоя, затем осуществляют отключение нагрева и свободное охлаждение компонентов в вакууме.
| GERVASH A | |||
| et al., The development of technology of Be / CuCrZr joining using induction brazing // Fusion Engineering and Design, 146 (2019), pp | |||
| Опорное колесо для ножек мебели | 1921 |
|
SU2292A1 |
| NEREA Ordas et al., Mechanical and microstructural characterization of HIP joints of a simplified prototype of the ITER NHF First Wall Panel // Fusion Engineering and Design, 124 (2017), pp | |||

