Изобретение относится к приборостроению и может быть использовано для производства плоских ленточных пружин, в том числе спиральных, с заданной геометрией из бериллиевой бронзы (БрБ2; БрБ2,5; БрБНТ1,7; БрБНТ1,9).
Сплавы из бериллиевой бронзы в закаленном (мягком) состоянии обладают хорошей пластичностью и технологичностью, а также высокими механическими свойствами в термообработанном (состаренном) состоянии. Дополнительного повышения уровня механических свойств можно добиться пластической деформацией перед старением (старение из твердого состояния).
Известен способ изготовления плоской спиральной пружины, где ленточную заготовку закрепляют на оправке одним концом и, поворачивая оправку, изгибают. Затем закрепляют на оправке другой конец и закручивают повторно, оставляя размещение зон растяжения и сжатия неизменным. Напряжения в витках пружины приближаются к постоянной величине. Авторское свидетельство СССР №1637903, МПК B21D 11/00, 30.03.1991. Недостатком способа является нестабильность геометрии готовых пружин (большой угловой разброс у концов) от партии к партии из-за наличия внутренних напряжений, возникающих при навивке.
Известен способ термической обработки контактных пружин из бериллиевой бронзы, включающий термическую обработку в оправке, в качестве оправки используют стальную пластину с вырезанными пазами по размерам пружин, а термическую обработку (старение) проводят при 300-400°С с последующим охлаждением. Патент №2048593, МПК C22F 1/08, 20.11.1995. При данном способе получения пружин необходима предварительная гибка (формовка) заготовки в приспособлении по размерам паза, что, в случае сложной геометрии пружины, делает его трудоемким. Вместе с тем предварительная гибка заготовки (в мягком состоянии в меньшей степени, в твердом - в большей) привносит в материал внутренние напряжения, которые после старения изменяют размер пружины. Окончательная геометрия пружины будет отличаться от геометрии паза. В результате недостатками прототипа являются большая трудоемкость и несоответствие геометрии полученной пружины заданной. Особенно данные недостатки проявляются у пружин со сложной геометрией, например у спиральных.
Техническим результатом является получение плоской пружины с заданной геометрией, в материале которой отсутствуют внутренние напряжения, и уменьшение трудозатрат на изготовление.
Технический результат достигается тем, что при реализации способа изготовления плоской ленточной пружины из бериллиевой бронзы ленту-заготовку укладывают в паз металлической пластины, в которой осуществляют процесс закалки ленты-заготовки путем выдержки при температуре 760-790°С в течение 10-30 минут с резким охлаждением и старение при температуре 300-400°С в течение 3,5 часов с последующим охлаждением, при этом паз в металлической пластине выполняют с шириной на 5-10% больше толщины ленты-заготовки и с формой, обеспечивающей формирование в нем пружины с заданной геометрией.
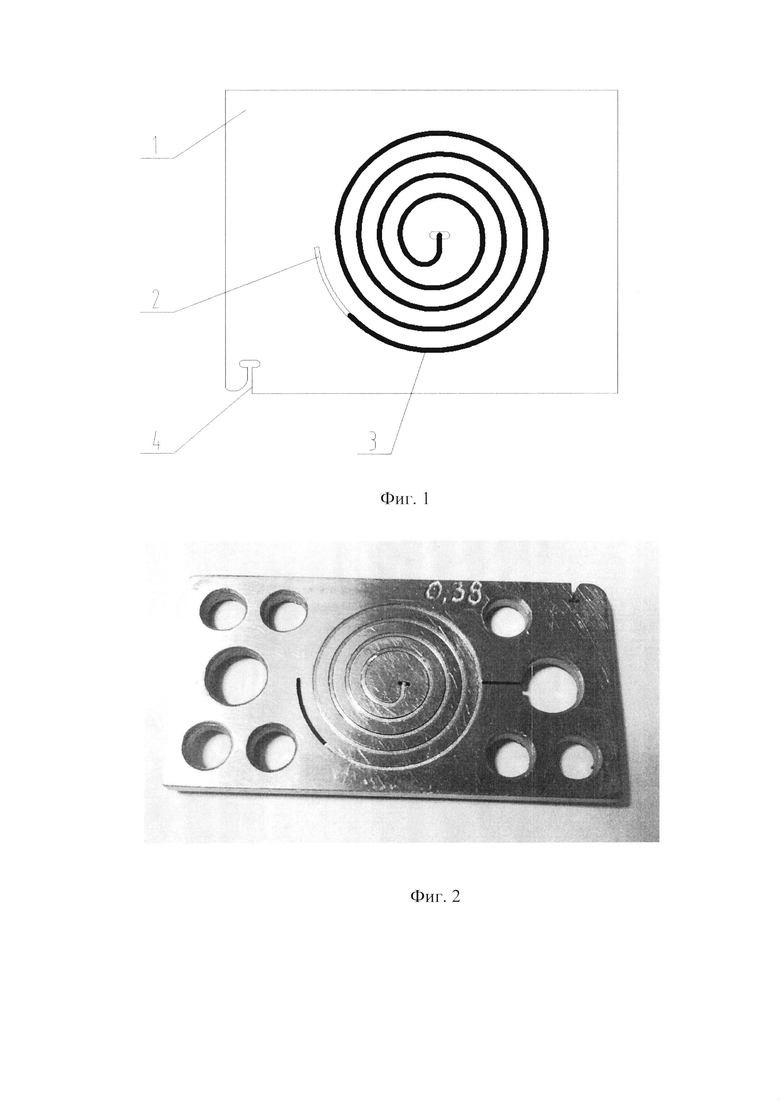
Сущность способа поясняется на фиг. 1 и фиг. 2.
На фиг. 1 представлена металлическая пластина 1 со спиральным пазом 2, в который уложена лента-заготовка 3; в данном случае паз выполнен в виде спирали Архимеда. Паз возможно выполнять в форме спирали, описываемой любым уравнением. При необходимости изгибы концов пружины формируют в прорези 4 металлической пластины 1.
На фиг. 2 представлена фотография металлической пластины 1 с уложенной в нее лентой-заготовкой 3.
Способ осуществляется следующим образом.
Ленту-заготовку 3 укладывают в спиральный паз 2 металлической пластины 1. Предварительно на прорези 4 формируется внутренний конец пружины. Экспериментально установлено, что ширина паза 2 должна быть больше толщины ленты на 5-10%. Это позволяет плотно зафиксировать ленту-заготовку 3 в пазу для сохранения ее размеров при термообработке и не вызывает трудностей при укладке. Толщина металлической пластины 1 равна ширине ленты-заготовки 3.
В процессе укладки ленты-заготовки 3 в паз 2 в ней возникают внутренние напряжения, и происходит ее пластическая деформация. Проведение процесса старения на данном этапе даст существенное искажение геометрии пружины после ее извлечения из паза 2. Поэтому для снятия внутренних напряжений проводят закалку ленты-заготовки 3 в металлической пластине 1: выдерживают при температуре 760-790°С в течение 10-30 минут и резко охлаждают. Для качественной закалки необходимо, чтобы металлическая пластина 1 имела минимальные габариты.
Далее проводят процесс старения ленты в пластине с выдержкой в течение 3,5 часов при температуре 300-400°С с последующим охлаждением.
Извлеченная из пластины пружина имеет геометрию, повторяющую геометрию паза. В материале пружины отсутствуют внутренние напряжения.
Изобретение позволяет получить плоские спиральные пружины с высокими механическими и упругими свойствами и заданной геометрией.
Предлагаемым способом возможно получать плоские пружины любой геометрии.
Примеры реализации способа.
Пример 1. Ленту 0,35 ДПРНМ БрБ2 ГОСТ 1789-70 укладывают в спиральный паз металлической пластины (см. фиг. 2). Паз выполнен в виде спирали Архимеда. Ширина паза 0,38 мм. Проводят закалку: нагревают ленту в пластине в защитной атмосфере аргона до температуры 780°С, выдерживают в течение 20 минут и резко охлаждают в воде. Далее проводят процесс старения ленты в пластине с выдержкой в течение 3,5 часов в вакуумной печи при температуре 315°С с последующим охлаждением до 150°С в вакууме, далее на воздухе.
Пример 2. Способ осуществляют аналогично примеру 1. В качестве исходного материала используют Ленту 0,5 ДПРНТ БрБНТ1,9 ГОСТ 1789-70. Паз выполнен в виде гиперболической спирали. Ширина паза 0,55 мм. Выдержка при закалке 30 минут.
Пример 3. Способ осуществляют аналогично примеру 1. В качестве исходного материала используют Ленту 0,3 ДПРНМ БрБ2,5 ГОСТ 1789-70, докатанную до толщины 0,26 мм. Паз выполнен в виде логарифмической спирали. Ширина паза 0,28 мм. Выдержка при закалке 15 минут.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ЦАНГ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ | 2021 |
|
RU2764726C1 |
| СПОСОБ ОБРАБОТКИ БЕРИЛЛИЕВОЙ БРОНЗЫ ДЛЯ ПОВЫШЕНИЯ ЕЕ ПРОЧНОСТНЫХ ПАРАМЕТРОВ | 2009 |
|
RU2419674C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1999 |
|
RU2168084C2 |
| СПОСОБ ВЫБОРА РЕЖИМОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ УПРУГИХ ЭЛЕМЕНТОВ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ Бр.Б2 | 2004 |
|
RU2263156C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ УПРУГИХ ЭЛЕМЕНТОВ ИЗ СТАЛЕЙ И СПЛАВОВ | 1993 |
|
RU2093589C1 |
| СПОСОБ ПРОКАТКИ ЛЕНТ ИЗ БЕРИЛЛИЕВЫХ БРОНЗ | 2003 |
|
RU2223157C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БРОНЗЫ CUCRZR, ПРИМЕНЯЕМЫЙ ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЙ С БЕРИЛЛИЕВОЙ ОБЛИЦОВКОЙ И БИМЕТАЛЛИЧЕСКИМ СОЕДИНЕНИЕМ CUCRZR/316L(N) | 2020 |
|
RU2768076C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНТАКТНЫХ ПРУЖИН ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ | 1991 |
|
RU2048593C1 |
| Способ непрерывной термической обработки металлической ленты | 1990 |
|
SU1735430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СПИРАЛЬНЫХ ПРУЖИН | 2022 |
|
RU2807404C1 |
Изобретение относится к приборостроению и может быть использовано для производства плоских ленточных пружин, в том числе спиральных, с заданной геометрией из бериллиевой бронзы. Способ включает укладывание ленты-заготовки в паз металлической пластины, в которой осуществляют процесс закалки ленты-заготовки путем выдержки при температуре 760-790°С в течение 10-30 минут с резким охлаждением и старение при температуре 300-400°С в течение 3,5 часов с последующим охлаждением. Паз в металлической пластине выполняют с шириной на 5-10% больше толщины ленты-заготовки и с формой, обеспечивающей формирование в нем пружины с заданной геометрией. Снимаются внутренние напряжения в материале пластины, уменьшаются трудозатраты на изготовление. 3 пр., 2 ил.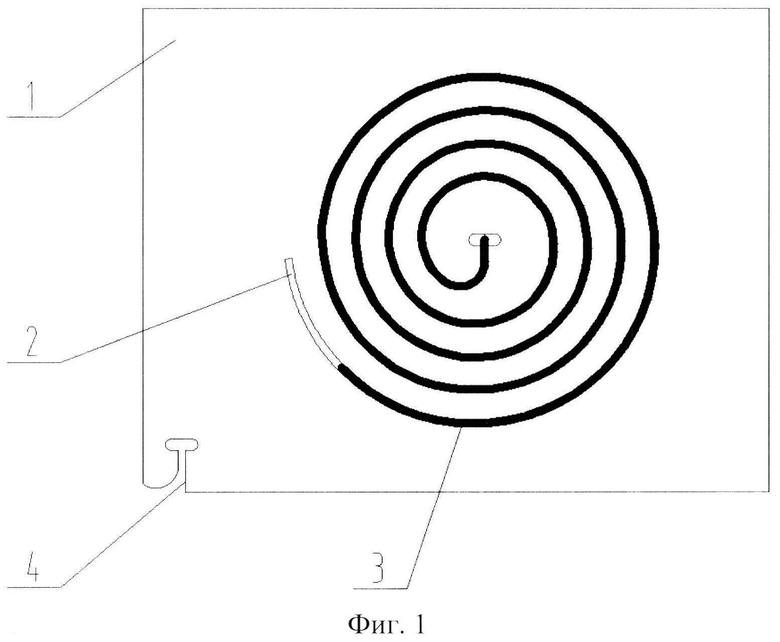
Способ изготовления плоской ленточной пружины из бериллиевой бронзы, характеризующийся тем, что ленту-заготовку укладывают в паз металлической пластины, в которой осуществляют процесс закалки ленты-заготовки путем выдержки при температуре 760-790°С в течение 10-30 минут с резким охлаждением и старение при температуре 300-400°С в течение 3,5 часов с последующим охлаждением, при этом паз в металлической пластине выполняют с шириной на 5-10% больше толщины ленты-заготовки и с формой, обеспечивающей формирование в нем пружины с заданной геометрией.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНТАКТНЫХ ПРУЖИН ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ | 1991 |
|
RU2048593C1 |
| Способ изготовления пластинчатых спиральных пружин | 1958 |
|
SU115363A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОПРАВОЧНОЙ НАВИВКИ ВИНТОВЫХ ПРУЖИН>& .;; | 1971 |
|
SU424643A1 |
| Способ получения производных 7-оксо2,3,6,7-тетрагидро-5н оксатиино (1,4) (2,3-с) пиррола или их солей | 1975 |
|
SU576949A3 |
| ЦЕНТРОБЕЖНАЯ БЕССТУПЕНЧАТАЯ ПЕРЕДАЧА | 1997 |
|
RU2151331C1 |

