1
Изобретение относится к обработке металлов давлением.
Известен способ штамповки изделий из листовой заготовки путем нагрева и последующего (}юрмоизменения fl.
Недостаток этого способа заключается в том, что вследствие неравномерного нагрева сечений листовой заготовки в нагревательном устройстве, а также неравномерного охлаждения при транспортировке к штампу (наружные поверхности листовой заготовки охлаждаются более интенсивно, чем основной металл) в заготовке возникают термические напряжения, приводящие к ее короблению. При контакте листовой заготовки с поверхностями подогретого штампа температурный перепад участков заготовки увел ичивается, что способствует еще большему ее короблению. Ориентация листовой заготовки в этих условиях iOTносительно поверхностей штампа очень трудоемка, а в отдельных случаях (при
значительном короблении) и невозможна. С увеличением времени, затрачиваемого на установку заготовки в штампе, проис. ходит ее дальнейшее неравномерное остывание, что, в свою очередь. увеличивает коробление заготовки. А это или приводит ее в негодность для дальнейшей обработки штамповкой, или, вследствие понижения ее температуры, требует повторного подогрева.
10
Цель изобретения - повышение качества готового изделия.
Указанная цель достигается тем, что перед нагревом заготовку изгибают в плоскости, перпендикулярной ее поверх15ности со стрелой прогиба, рассчитываемой по формуле
5
У
32
20
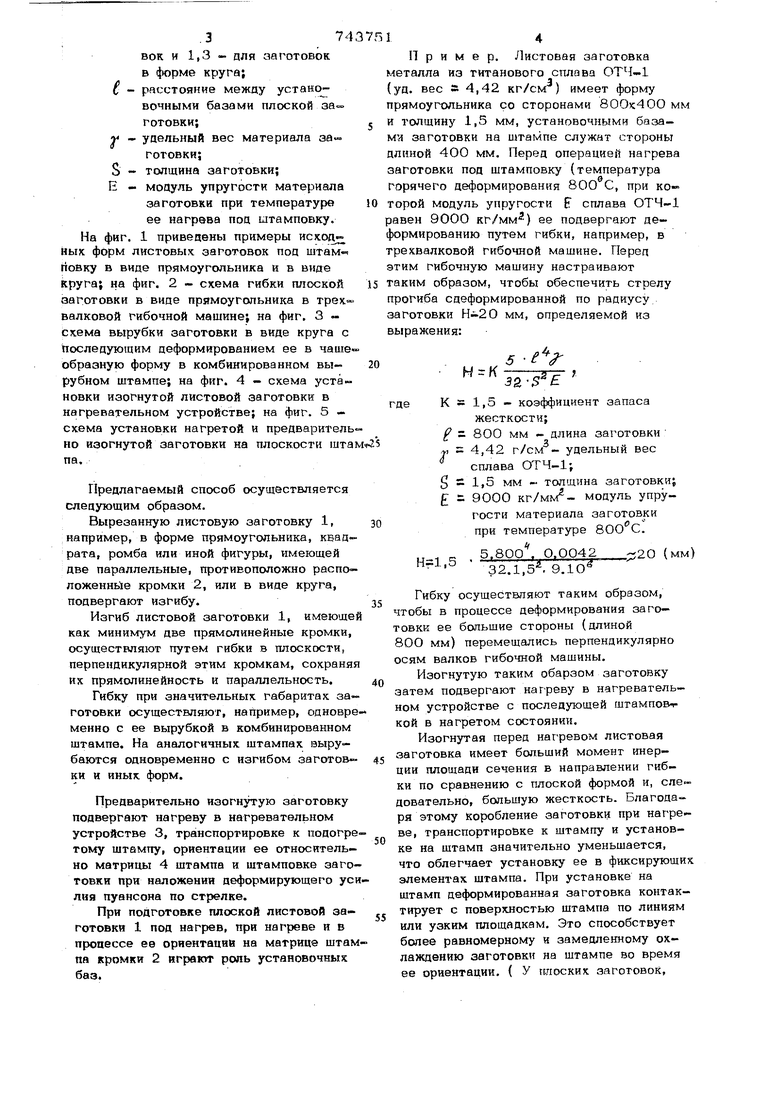
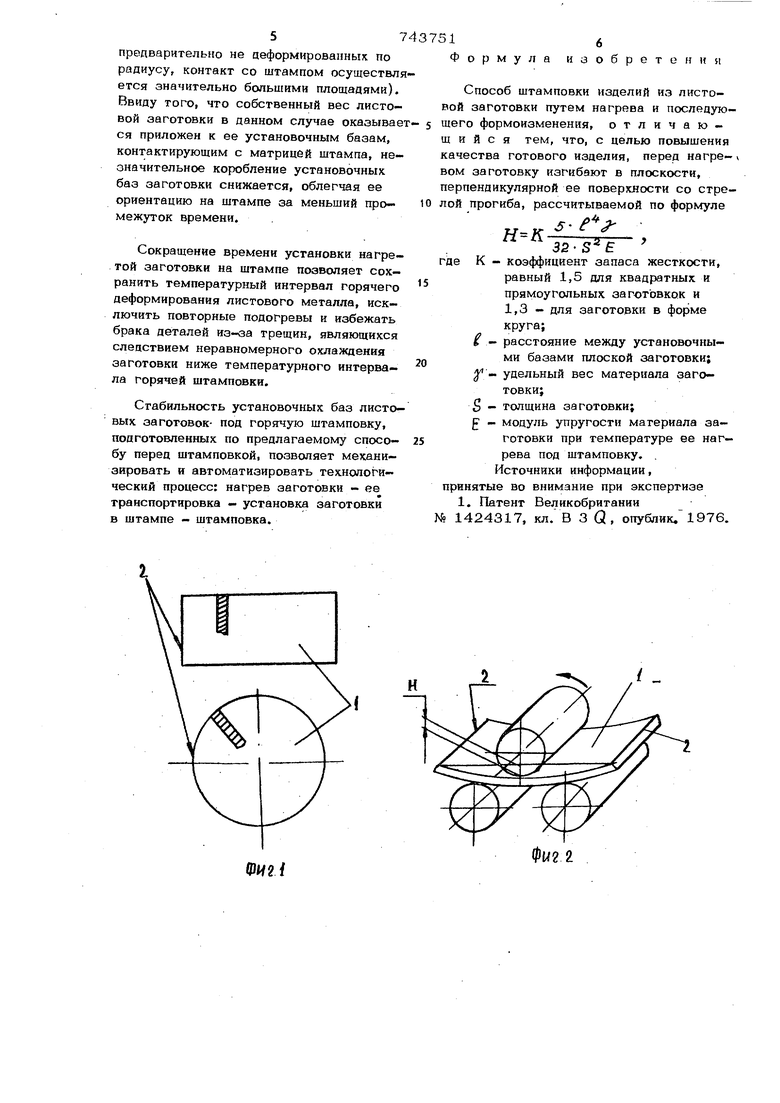
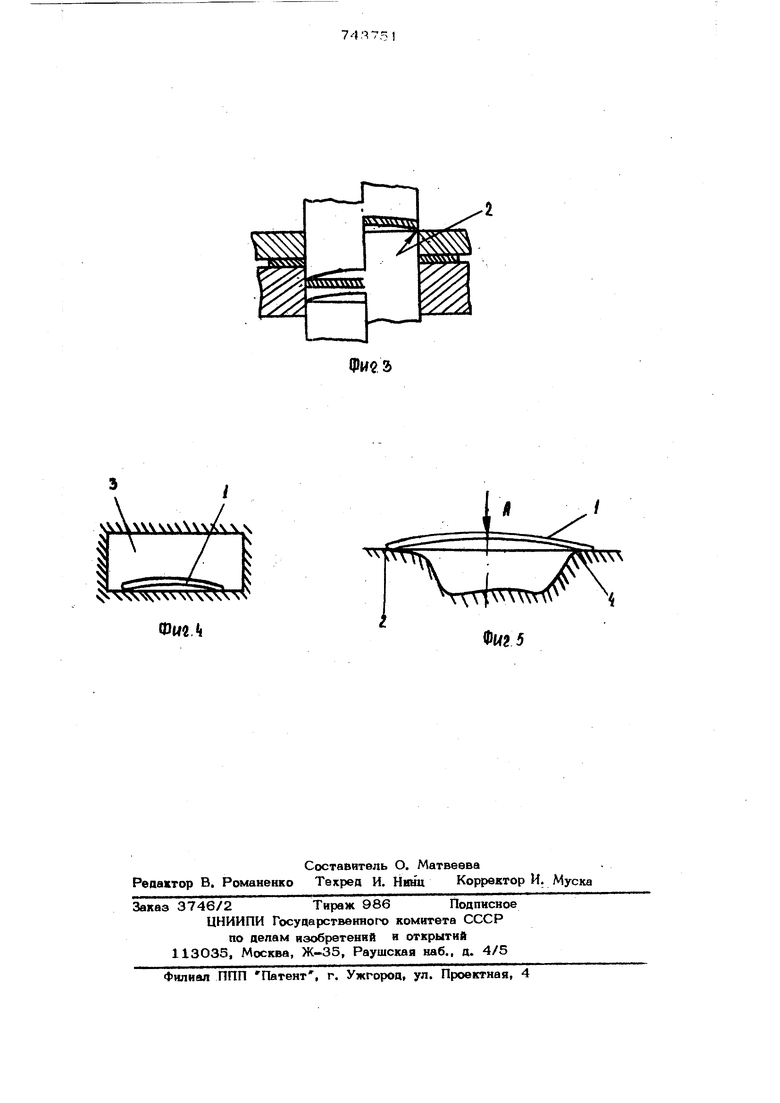
К - коэффициент запаса жесткосгдети, равный 1,5 для квадратных и прямоугольных за ГОТО- .374 вок и 1,3 - для заготовок в форме круга; С - расстояние между установочными базами плоской за. готовки; - удельный вес материала за™ готовки; S - толщина заготовки; Е - модуль упругости материала заготовки при температуре ее нагрева под штамповку. На фиг. 1 приведены примеры исход; ных форм листовых заготовок под штам«ч повку в виде прямоугольника и в виде круга; на фиг. 2 - схема гибки плоской заготовки в виде прямоугольника в трехвалковой гибочной машине; на фиг. 3 схема вырубки заготовки в виде круга с последующим деформированием ее в чаше образную форму в комбинированном вырубном штампе; на фиг. 4 - схема установки изогнутой листовой заготовки в нагревательном устройстве; на фиг. 5 схема установки нагретой и предваритель но изогнутой заготовки на плоскости шта па. Предлагаемый способ осуществляется следующим образом. Вырезанную листовую заготовку 1, например, в форме прямоугольника, квадрата, ромба или иной фигуры, имеющей две параллельные, противоположно распо ложеннью кромки 2, или в виде круга, подвергают изгибу. Изгиб листовой заготовки 1, имеюще как минимум две прямолинейные кромки, осуществляют путем гибки в плоскости, перпендикулярной этим кромкам, сохраня их прямолинейность и параллельность. Гибку при значительных габаритах за готовки осуществляют, например, одновр менно с ее вырубкой в комбинированном штампе. На аналогичных штампах вырубаются одновременно с изгибом заготов ки и иных форм. Предварительно изогнутую заготовку подвергают нагреву в нагревательном устройстве 3, транспортировке к подогр тому щтампу, ориентации ее относительно матрицы 4 штампа и штамповке заго товки при наложении деформирующего ус лия пуансона по стрелке. При подготовке плоской листовой заготовки 1 под нагрев, при нагреве и в процессе ее ориентации на матрице штам па кромки 2 играют роль установочных баз. 4 Пример. Листовая заготовка еталла из титанового сплава OTH-l уд. вес - 4,42 кг/см ) имеет форму рямоугольника со сторонами 800x400 мм толщину 1,5 мм, установочными базаи заготовки на штампе служат стороны линой 400 мм. Перед операцией нагрева аготовки под штамповку (температура орячего деформирования 800 С, при коорой модуль упругости F сплава ОТЧ-1 авен 9000 кг/мм) ее подвергают деормированию путем гибки, например, в рехвалковой гибочной машине. Перед тим гибочную машину настраивают аким образом, чтобы обеспечить стрелу рогиба сдеформированной по радиусу аготовки Н-20 мм, определяемой из ыражения: де К s 1,5 - коэффициент запаса жесткости; 800 мм - длина заготовки .J-I 4,42 г/см - удельный вес сплава ОТЧ-1; S - 1,5 мм - толщина заготовки; 9000 кг/мм - модуль упругости материала заготовки при температуре 8ОО С. 5,800. О.ОО42 (мм) 32.1,5. 9.10 Гибку осуществляют таким образом, чтобы в процессе деформирования заготовки ее большие стороны (длиной 80О мм) перемещались перпендикулярно осям валков гибочной машины. Изогнутую таким обарзом заготовку затем подвергают нагреву в нагревательном устройстве с последующей штамповткой в нагретом состоянии. Изогнутая перед нагревом листовая заготовка имеет больший момент инерции площади сечения в направлении гибки по сравнению с плоской формой и, следовательно, большую жесткость. Благода ря этому Коробление заготовки при нагреве, транспортировке к штампу и установке на штамп значительно уменьшается, что облегчает установку ее в фиксирующих элементах штампа. При установке на штамп деформированная заготовка контактирует с поверхностью штампа по линиям или узким площадкам. Это способствует более равномерному и замедленному охлаждению заготовки на штампе во время ее ориентации. ( У гшоских заготовок. 5 предварительно не цеформироваинык по радиусу, контакт со штампом осуществл ется значительно большими площапями Ввиду того, что собственнк,аТ г- - - - ---- (( ся приложен к ее установочным базам, контактирующим с матрицей штампа, незначительное коробление установочных баз заготовки снижается, облегчая ее ориентацию на штампе за меньший промежуток времени. Сокращение времени установки нагретой заготовки на штампе позволяет сохранить температурный интервал горячего деформирования листового металла, исключить повторные подогревы и избежать брака деталей трещин, являющихся следствием неравномерного охлаждения заготовки ниже температурного интервала горячей штамповки. Стабильность установочных баз листовых заготовок- под горячую штамповку, подготовленных по предлагаемому способу перед штамповкой, позволяет механизировать и автоматизировать технологический процесс: нагрев заготовки - ее транспортировка - установка заготовки в штампе - штамповка. 1 Ф о р м v л в и , « Р У изобретении Гг,о штамповки изделий из листоr rr-: г- и и с я тем, что, с целью повышения ачества готового изделия, перед нагре-, м заготовку изгибают в плоскости, рпендикулярной ее поверхности со стрей прогиба, рассчитываемой по формуле j-r-K- /1-Д,, SS-S E е К - коэффициент запаса жесткости, равный 1,5 для квадратных и прямоугольных заготЬвкок и 1,3 - для заготовки в форме круга; - расстояние между установочными базами плоской заготовки; У- удельный вес материала заготовки;S - толщина заготовки; Р - модуль упругости материала заготовки при температуре ее нагрева под штамповку. Источники информации, инятые во внимание при экспертизе 1. Патент Великобритании 1424317. кл. В 3 (3. опублик. 1976.
Фиг
н
Фиг 2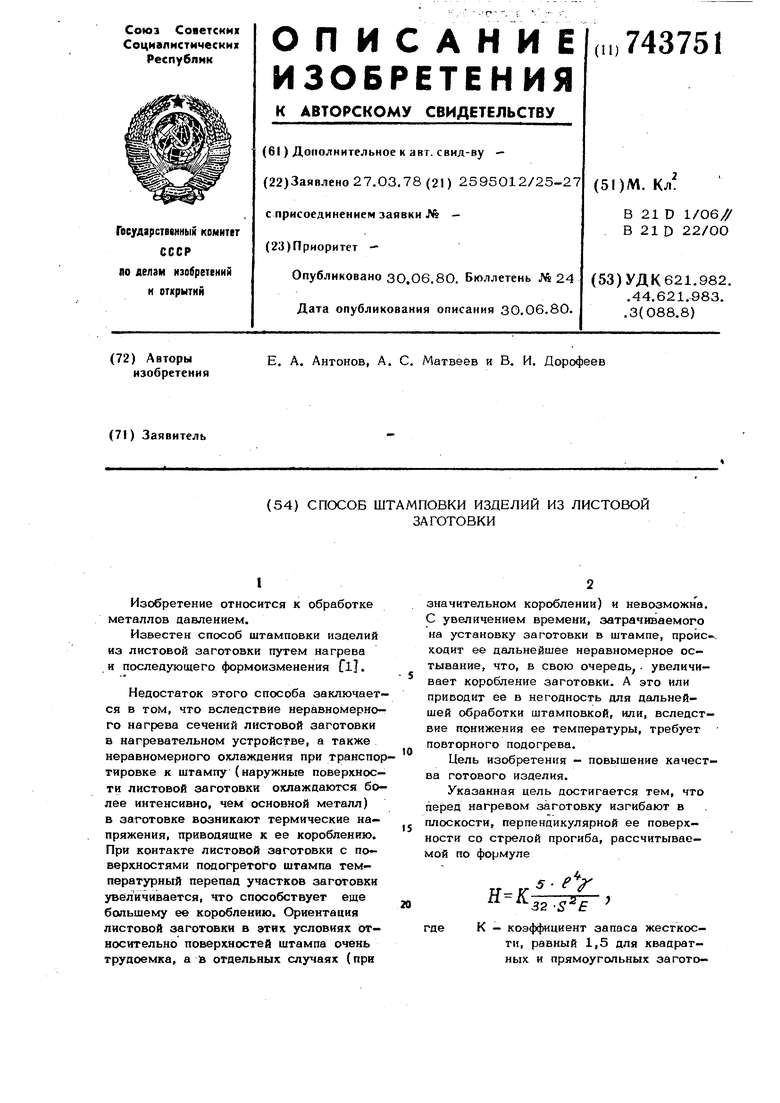
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления изделий типа угольник с отверстием на одной полке | 1987 |
|
SU1518057A1 |
| ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 1993 |
|
RU2095177C1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Способ получения П-образных изделий | 1987 |
|
SU1526870A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ГНУТЫХ ПРОФИЛЕЙ | 2000 |
|
RU2184634C2 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2028850C1 |
| ГИБОЧНЫЙ ШТАМП И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2623939C2 |
| ЛИСТОГИБОЧНЫЙ СТАНОК И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С УВЕЛИЧИВАЮЩИМСЯ РАДИУСОМ КРИВИЗНЫ | 2014 |
|
RU2569864C2 |
| Устройство для индукционного нагрева крупногабаритных штампов в процессе изотермической штамповки | 2020 |
|
RU2789249C2 |
Шмгл
Фиг 5
