Изобретение относится к электротехнике и может быть использовано, например, в производстве электромоторов для ремонта отбракованных из-за витковых зам лканий непропитанных обмоток статоров электродвигателей.
Целью изобретения является повышение производительности ремонта и экономии материальных ресурсов.
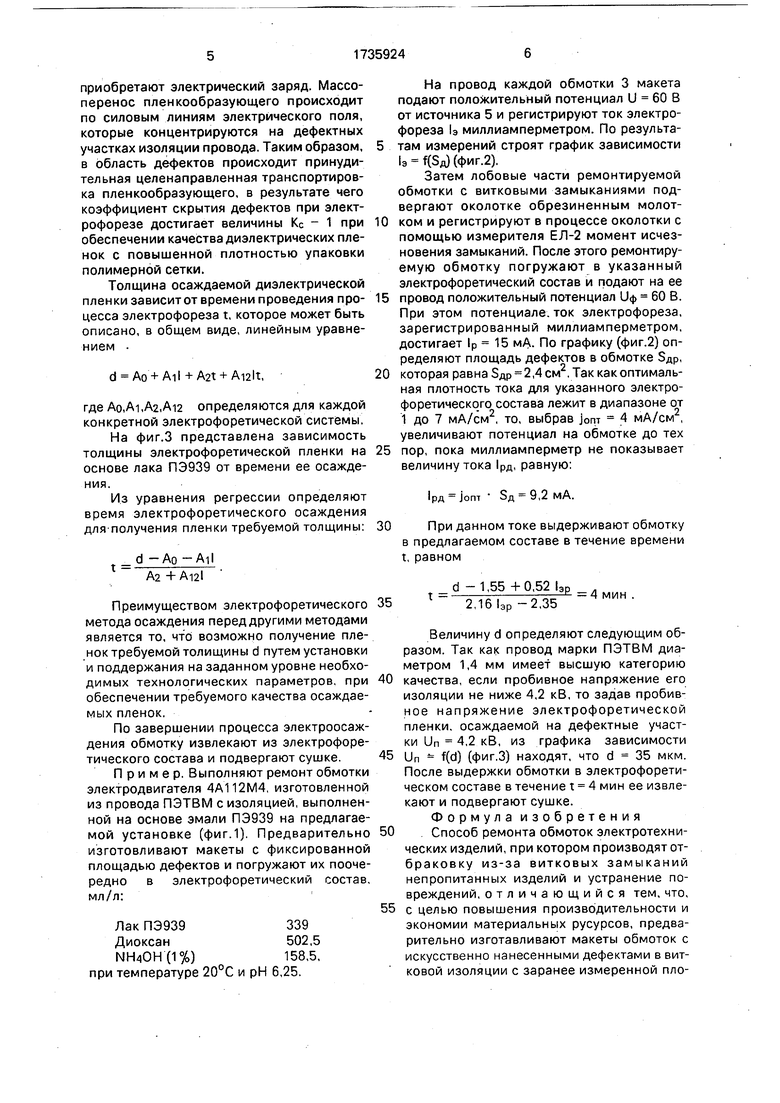
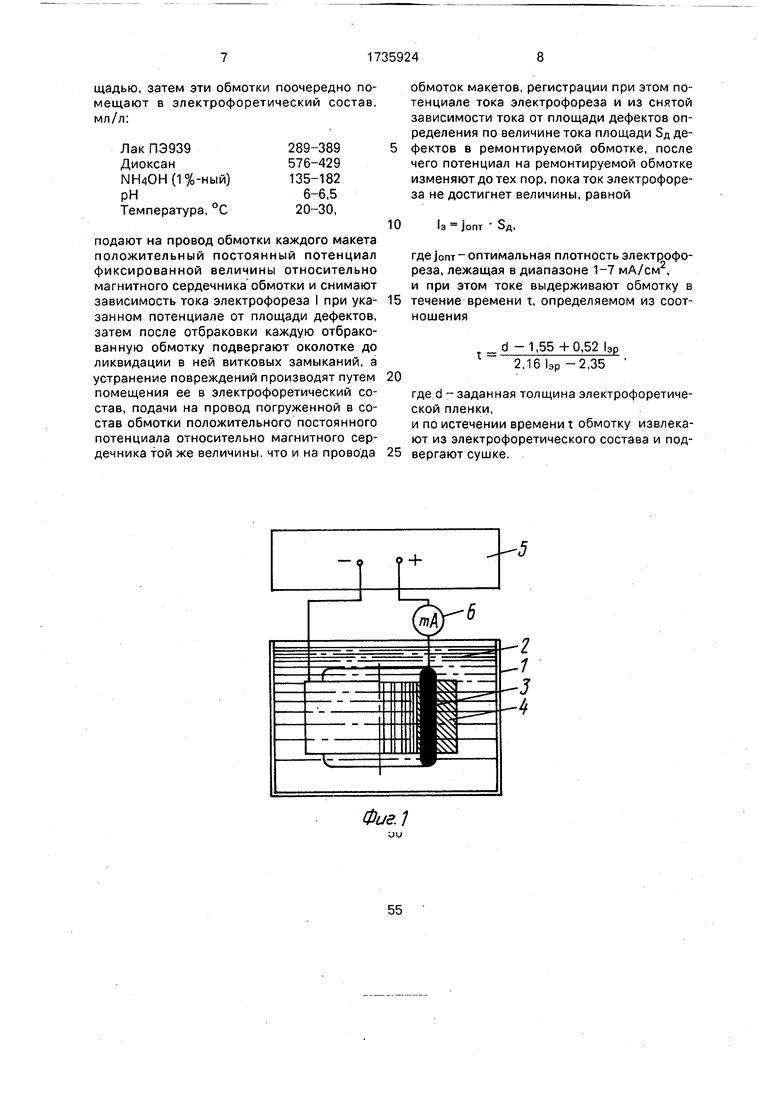
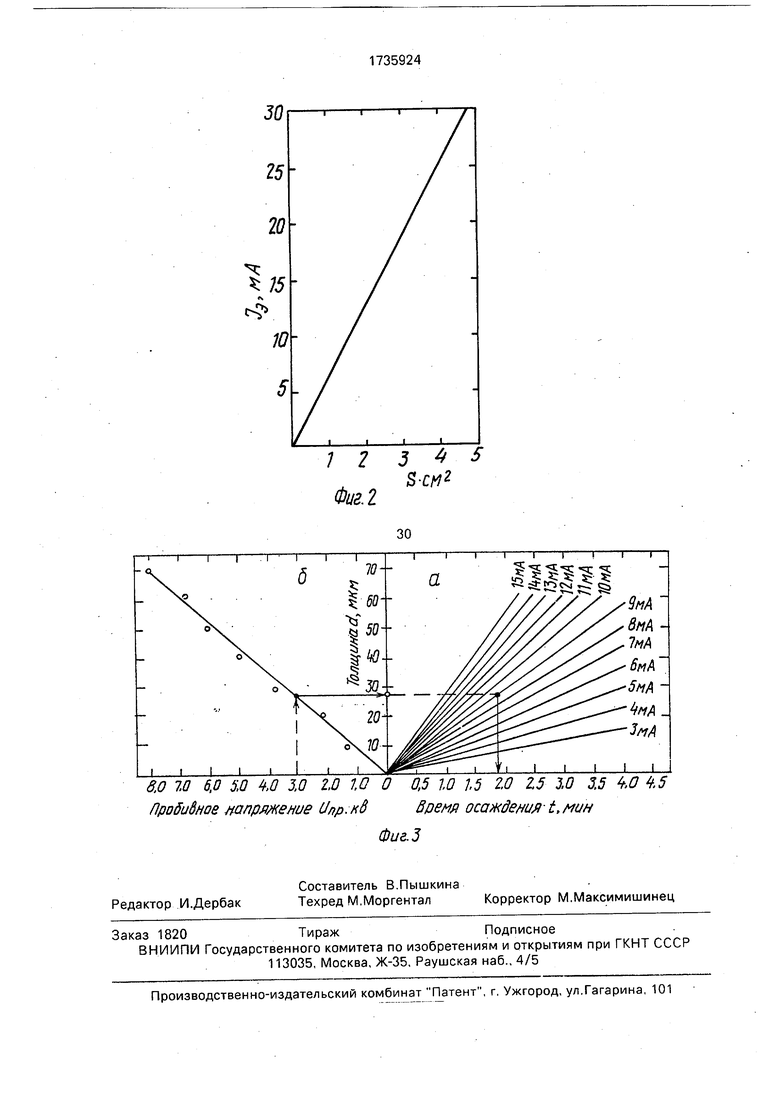
На фиг.1 приведена схема установки для ремонта отбракованных из-за витковых замыканий обмоток; на фиг.2 - зависимость тока электрофореза э от площади дефектов 5Д в витковой изоляции обмоток; на фиг.З - зависимость толщины электрофоретической пленки на основе лака ПЭ939 от време- ни электрофореза (а) и зависимость пробивного напряжения 1)Пр электрофоретической пленки на основе лака ПЭ939 от толщины пленки (б).
Сущность способа заключается в следующем.
При намотке обмоток происходит интенсивное дефектообразование в изоляции проводов за счет воздействия на нее технологической оснастки и элементов намоточного оборудования. Все обмотки после намотки подвергают 100%-ному контролю на наличие витковых замыканий. Причиной замыканий является наличие сквозных повреждений эмалевой изоляции. При совпадении дефектов в соседних витках происходит замыкание оголенных участков провода соседних витков. Устранить пропиткой образованные замыкания невозможно, так как она не только не устраняет замыканий, но и переводит потенциально возможные замыкания в явные. Об этом свидетельствует высокий процент брака обмоток не только после намотки, где все обмотки с замыканиями отбраковывают, но и после пропитки, куда поступают обмотки, не имеющие замыканий до пропитки.
Электрофорез, в отличие от пропитки, позволяет нанести пленку пропиточного состава в труднодоступные места, какими являются дефекты на обмотках.
Компанентный состав электрофорети- ческого раствора и оптимальное соотношение компонентов состава устанавливается экспериментально с использованием, например, активного многофакторного эксперимента. Поскольку нет общих законов для электрофореза, по которым можно было бы ассчитать оптимальные режимы осаждения пленок, то для каждого конкретного элект- рофоретического состава технологические режимы определяются экспериментально. К одному из основных параметров, характеризующих режимы электрофореза, относится плотность тока. Электрофорез для разработанного электрофоретического состава на основе лака ПЭ939 повзоляет получать качественные пленки в диапазоне оптимальных плотностей тока jonr 1-7 мА/см2. При выходе плотностей тока за указанные границы качество пленок ухудшается. Так как измерить плотность тока электрофореза в ремонтируемых обмотках известными методами невозможно, а можно лишь регистрировать общий ток необходимых режимов электрофореза, нужно иметь дополнительные сведения о площади дефектов в обмотках. Для определения площади дефектов строят зависимость тока электрофореза э от площади 5д при некотором фиксированном потенциале на обмотке 11ф относительно магнитного сердечника
(фиг.2). Для этой цели изготавливают макеты обмоток полностью идентичные ремонтируемым обмоткам. В витках каждого макета наносят искусственные дефекты со
строго фиксированной площадью Зд. Затем эти макеты поочередно погружают в электро- форетический состав, мл/л: лак ПЭ939 339; диоксан 502,5; 1%-ный МЩОН 158,5, рН 6,25, температура 20°С (фиг,1), подают на
провод обмотки положительный потенциал, строго фиксированной величины, и регистрируют ток электрофореза. После установления зависимости тока электрофореза э от площади дефектов Зд отбракованные обмотки подвергают ремонту. Для этого предварительно околачивают лобовые части обмоток и при этом контролируют наличие замыканий в обмотке, например, с использованием установки ЕЛ-2. Околотку прекращают при исчезновении замыкания.
Околотку необходимо производить для того, чтобы между замкнутыми частями витков создать некоторый зазор, например воз- душный, иначе электрофоретическую
пленку осадить на дефекты невозможно,
Установка включает в себя сосуд 1 с электрофоретическим составом 2, куда погружается обмотка 3, размещенная в магнитном сердечнике 4, источник 5
постоянного регулируемого напряжения и миллиамперметр 6. Отбракованные обмотки после околотки помещают в элект- рофоретический состав 2 (фиг.1) с пленкообразующим на основе полиэфиров,
из которых изготовлена эмаль-изоляция намоточного провода. Перед погружением обмотки 3 в электрофоретический состав 2, размещенный в сосуде 1, провод обмотки 3 подсоединен к соответствующему полюсу
источника 5 регулируемого постоянного напряжения, другой полюс подключают через миллиамперметр к магнитному сердечнику, в котором размещена обмотка. От источника 5 напряжения подают на обмотку 3
потенциал величиной Уф и регистрируют миллиамперметром ток электрофореза Ip. По зарегистрированной величине тока Ip, используя график функции э f(S (фиг.2), определяют величину 1Р. После определения величины 5ДР изменяют потенциал на обмотке до тех пор, пока показания на миллиамперметре не достигнут значений
55
рд - Ьпт S
0)
Под действием физико-химических процессов, протекающих в составе при наложении на электрофоретическую систему потенциала между обмоткой и магнитным сердечником, частицы пленкообразующего
приобретают электрический заряд. Массо- перенос пленкообразующего происходит по силовым линиям электрического поля, которые концентрируются на дефектных участках изоляции провода. Таким образом, в область дефектов происходит принудительная целенаправленная транспортировка пленкообразующего, в результате чего коэффициент скрытия дефектов при электрофорезе достигает величины Кс - 1 при обеспечении качества диэлектрических пленок с повышенной плотностью упаковки полимерной сетки.
Толщина осаждаемой диэлектрической пленки зависит от времени проведения процесса электрофореза t, которое может быть описано, в общем виде, линейным уравнением
d АО + Ail + A2t + Ai2lt,
где Ao,Ai,A2,Ai2 определяются для каждой конкретной электрофоретической системы.
На фиг.З представлена зависимость толщины электрофоретической пленки на основе лака ПЭ939 от времени ее осаждения.
Из уравнения регрессии определяют время электрофоретического осаждения для получения пленки требуемой толщины:
d -Ар-Ail A2+A-I2I
Преимуществом электрофоретического метода осаждения перед другими методами является то, что возможно получение пленок требуемой толищины d путем установки и поддержания на заданном уровне необходимых технологических параметров, при обеспечении требуемого качества осаждаемых пленок,
По завершении процесса электроосаждения обмотку извлекают из электрофоретического состава и подвергают сушке.
Пример. Выполняют ремонт обмотки электродвигателя 4А112М4, изготовленной из провода ПЭТВМ с изоляцией, выполненной на основе эмали ПЭ939 на предлагаемой установке (фиг.1). Предварительно изготовливают макеты с фиксированной площадью дефектов и погружают их поочередно в электрофоретический состав, мл/л:
Лак ПЭ939
Диоксан
МН40Н(1%)
при температуре 20
На провод каждой обмотки 3 макета подают положительный потенциал U 60 В от источника 5 и регистрируют ток электрофореза э миллиамперметром. По результатам измерений строят график зависимости э Ц8д) (фиг.2).
Затем лобовые части ремонтируемой обмотки с витковыми замыканиями подвергают околотке обрезиненным молотком и регистрируют в процессе околотки с помощью измерителя ЕЛ-2 момент исчезновения замыканий. После этого ремонтируемую обмотку погружают в указанный электрофоретический состав и подают на ее
провод положительный потенциал 60 В. При этом потенциале, ток электрофореза, зарегистрированный миллиамперметром, достигает р 15 мА. По графику (фиг.2) определяют площадь дефектов в обмотке 5ДР,
которая равна 5др 2,4см. Так как оптимальная плотность тока для указанного электрофоретического состава лежит в диапазоне от 1 до 7 мА/см2, то, выбрав jom 4 мА/см2, увеличивают потенциал на обмотке до тех
пор, пока миллиамперметр не показывает величину тока рд, равную:
1Рд Ьпт 5Д 9,2 мА.
При данном токе выдерживают обмотку
в предлагаемом составе в течение времени t, равном
35
d -1.55 +0,52 |эр . Т 2,16 1эр-2,35
мин
Величину d определяют следующим образом. Так как провод марки ПЭТВМ диаметром 1,4 мм имеет высшую категорию
качества, если пробивное напряжение его изоляции не ниже 4,2 кВ, то задав пробивное напряжение электрофоретической пленки, осаждаемой на дефектные участки Un 4,2 кВ, из графика зависимости
ип - f(d) (фиг.З) находят, что d 35 мкм. После выдержки обмотки в электрофорети- ческом составе в течение t 4 мин ее извлекают и подвергают сушке.
Формула изобретения
Способ ремонта обмоток электротехнических изделий, при котором производят от- браковку из-за витковых замыканий непропитанных изделий и устранение повреждений, отличающийся тем, что,
с целью повышения производительности и экономии материальных русурсов, предварительно изготавливают макеты обмоток с искусственно нанесенными дефектами в вит- ковой изоляции с заранее измеренной площадью, затем эти обмотки поочередно помещают в электрофоретический состав, мл/л:
й) С
289-389
576-429
135-182
6-6,5
20-30,
подают на провод обмотки каждого макета положительный постоянный потенциал фиксированной величины относительно магнитного сердечника обмотки и снимают зависимость тока электрофореза I при указанном потенциале от площади дефектов, затем после отбраковки каждую отбракованную обмотку подвергают околотке до ликвидации в ней витковых замыканий, а устранение повреждений производят путем помещения ее в электрофоретический состав, подачи на провод погруженной в состав обмотки положительного постоянного потенциала относительно магнитного сердечника той же величины, что и на провода
0
обмоток макетов, регистрации при этом потенциале тока электрофореза и из снятой зависимости тока от площади дефектов определения по величине тока площади Зд дефектов в ремонтируемой обмотке, после чего потенциал на ремонтируемой обмотке изменяют до тех пор, пока ток электрофореза не достигнет величины, равной
la jom 5д,
где jorvr - оптимальная плотность электрофореза, лежащая в диапазоне 1-7 мА/см2, и при этом токе выдерживают обмотку в течение времени t, определяемом из соотношения
d -1,55 +0.52 1ЭР 2,161эр-2,35
где d - заданная толщина электрофоретиче- ской пленки,
и по истечении времени t обмотку извлекают из злектрофоретического состава и подвергают сушке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593600C1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593825C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2012 |
|
RU2506602C1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593601C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2015 |
|
RU2603758C1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2597891C1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2012 |
|
RU2532541C2 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2012 |
|
RU2516266C2 |
| Способ изготовления обмоток электротехнических изделий | 1983 |
|
SU1350767A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2460161C1 |
Изобретение относится к электротехнике. Целью изобретения является повышение производительности ремонта и экономия материальных ресурсов Для этого предварительно изготавливают макеты обмоток с искусственно нанесенными дефектами в эмалевой изоляции с заранее измеренной площадью дефектов. Эти обмотки поочередно помещают в электрофоретиче- ский состав, мл/л: лак ПЭ939 289-389; диок- сан 576-429; 1%-ный МЩОН 135-182, рН 6-6,5, температура 20-30°С. На провод обмотки каждого макета подают положительный постоянный потенциал фиксированной величины и снимают зависимость тока электрофореза 1э при указанном потенциале от площади дефектов Зд. Каждую отбракованную из-за витковых замыканий непропитанную обмотку околачивают до ликвидации в ней витковых замыканий, после чего ее помещают в указанный электрофоретический состав. На провод погруженной в состав обмотки подают положительный постоянный потенциал 1)ф. Из снятой зависимости 1э ЯЗд) по току в ремонтируемой обмотке 1р определяют площадь дефектов 5Д, Изменяют потенциал на ремонтируемой обмотке до величины, при которой ток электрофореза достигает значения 13 jom Зд. где jom 1-7 мА/см2 - оптимальная плотность тока электрофореза. При этом токе выдерживают обмотку в течение времени t (d- 1,55+0,521э)/(2,161э-2,35), где d - заданная толщина электрофоретической пленки. По истечении времени t обмотку вынимают из электрофоретического состава и сушат 3 ил. сл с VJ CJ сл ю го Јь
Фиа.1
30
25 20
ч
75
Ю 5
1 2 Фиг. 2
J 4 5
S-Ctf
| Способ ремонта изоляции лобовых частей обмотки статора электрической машины | 1980 |
|
SU928541A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Технологический процесс и основные требования к ремонту | |||
| Прибор для записи качки моделей судов | 1931 |
|
SU25289A1 |
