Изобретение относится к теплоэнергетике, конкретно к стационарным турбомашинам, и может быть использовано для очистки маслопроводов системы смазки и регулирования преимущественно от нерастворимых (или плохо растворимых) в масле примесей, например, от сцементированной глины "кил" адсорбента для огнестойкого турбинного масла Иввиоль или ОМТИ.
Известен способ очистки маслопроводов без их разборки, включающий операции прокачивания нагретого масла и создания пульсаций (гидроударов) в потоке [1] Устройство, реализующее этот способ очистки, содержит генераторы колебаний пульсаторы давления масла [2]
Указанный способ и устройство обеспечивают надежную очистку маслопроводов от растворимых осадков (шлама, смол, асфальтенов) лишь при длительном прокачивании масла, что требует больших затрат рабочего времени; неудовлетворительно очищаются маслопроводы от нерастворимого осадка примесей (ржавчины, золы, глины "кил" адсорбента огнестойкого масла).
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ очистки маслопровода, включающий операции пульсирующего прокачивания моющей среды и ввода диспергированного газа (воздуха) [3] Устройство, реализующее этот способ, содержит цилиндрический вихревой элемент с предвключенным пульсатором [4]
Известные газожидкостные способ и пульсирующее устройство интенсифицируют процесс очистки маслопроводов преимущественно от растворимых в масле примесей. Однако наличие в ряде случаев на стенках труб ржавчины, песка, золы, адсорбентов (типа глины "кил") и других сцементированных осадков сужает возможности метода очистки маслопроводов.
Цель изобретения повышение эффективности очистки маслопроводов от любого вида загрязнений растворимых в масле или сцементированных.
С целью повышения эффективности очистки (за счет микрогидроударных возмущений в пристенном вязком подслое) в маслопроводе формируют вращательный кольцевой поток масла с отрицательным градиентом плотности вдоль радиуса кольца; вариант способа отличается тем, что абсолютную величину среднего градиента плотностиΔρ/ΔR назначают из соотношения ≅
≅  ≅ 0,335Ω2,3ΔR0,6 (1) где Δρ- изменение плотности вдоль радиуса кольца, кг/м3;
≅ 0,335Ω2,3ΔR0,6 (1) где Δρ- изменение плотности вдоль радиуса кольца, кг/м3;
Δ R толщина вращающегося кольца, м;
Ω- частота вращения кольца, 1/с;
Другой вариант способа, отличается тем, что в поток масла вводят диспергированные ферромагнитные примеси и вращательное движение потока создают с помощью электромагнитного индуктора, которым охватывают проставки на маслопроводах, изготовленные из немагнитного материала, при этом вдоль оси маслопровода создают стержневой режим движения охлажденного газа.
Способ может быть также осуществлен устройством, содержащим вихревой элемент с предвключенным пульсатором моющей среды, при этом вихревой элемент выполнен в виде неподвижного шнека, установленного вдоль всего очищаемого маслопровода, в пустотелой оси шнека размещен охладитель, а перед пульсатором нагреватель моющей среды.
Согласно изобретению внутри маслопровода посредством одного или нескольких электромагнитных и (или) гидродинамических (шнековых) устройств придают моющему потоку кольцевое поступательно-вращательное движение со средним отрицательным градиентом плотности Δρ вдоль радиуса R кольца.

 < 0 (2) (индекс 1 относится к внутреннему периметру кольца, 2 к внешнему). Как показали эксперименты, во вращающемся кольцевом потоке страфицированной среды из-за отрицательного градиента плотности возникают неустойчивые бароклинные волны и вихревые шнуры, которые вторгаются в пристенный вязкий подслой и вследствие срывных явлений генерируют локальные микро-гидроудары и, как следствие, образуют кавитационные каверны. Из-за сочетания общесистемных пульсаций с микрогидроударами и сдвиговыми возмущениями (в том числе, в окружном направлении) происходит интенсивная очистка стенок трубопровода от растворимых и сцементированных отложений.
< 0 (2) (индекс 1 относится к внутреннему периметру кольца, 2 к внешнему). Как показали эксперименты, во вращающемся кольцевом потоке страфицированной среды из-за отрицательного градиента плотности возникают неустойчивые бароклинные волны и вихревые шнуры, которые вторгаются в пристенный вязкий подслой и вследствие срывных явлений генерируют локальные микро-гидроудары и, как следствие, образуют кавитационные каверны. Из-за сочетания общесистемных пульсаций с микрогидроударами и сдвиговыми возмущениями (в том числе, в окружном направлении) происходит интенсивная очистка стенок трубопровода от растворимых и сцементированных отложений.
Для возбуждения вращательного движения с помощью электромагнитного движителя в поток масла необходимо вводить ферромагнитную пыль, а сам маслопровод в месте установки индуктора должен выполняться из немагнитного материала, например нержавеющей стали марки 1Х18Н9Т.
Для создания отрицательного градиента плотности внешние слои вращающегося кольца нагревают, а внутренние охлаждают.
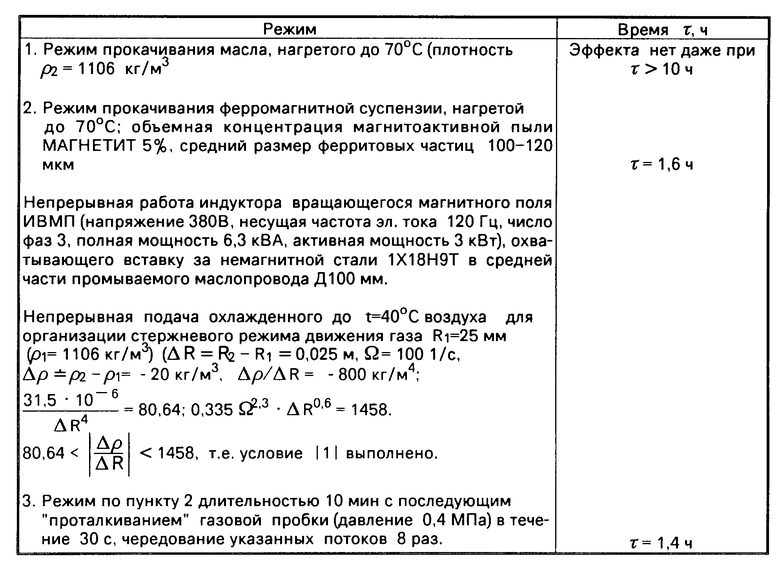
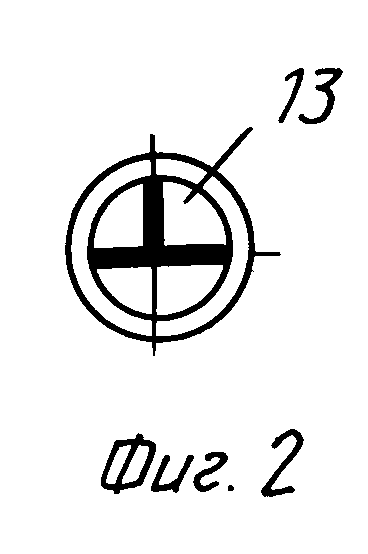
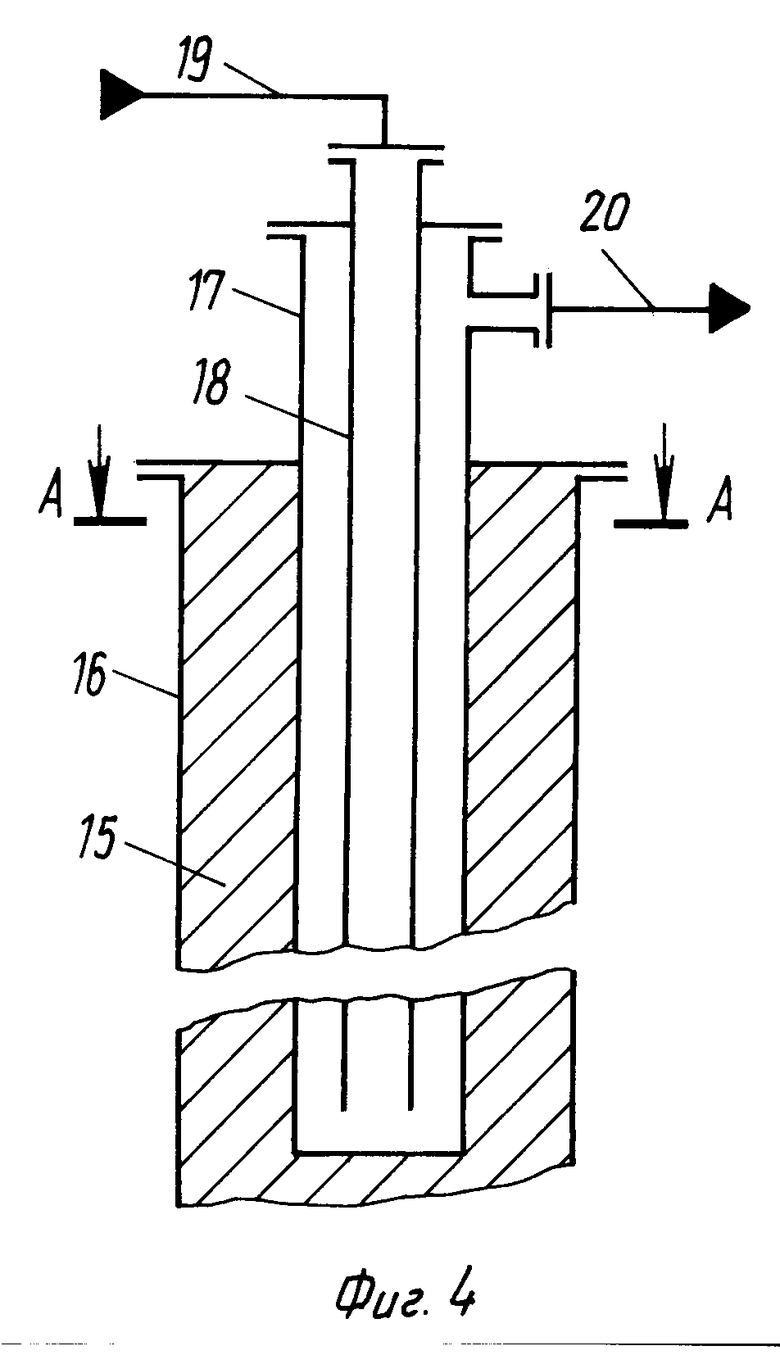
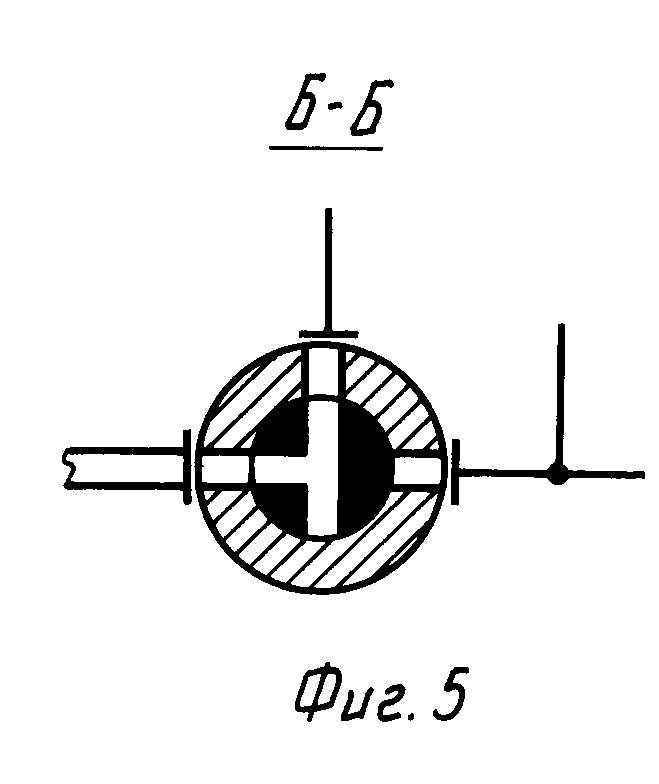
На фиг. 1 показана система очищаемых маслопроводов с электромагнитным индуктором; на фиг.2 вариант расположения окон в пульсаторе для дискретного ввода газа; на фиг.3 поперечный разрез А-А гидродинамического (шнекового) завихрителя с предвключенным пульсатором; на фиг.4 продольный разрез Б-Б гидродинамического (шнекового) завихрителя; на фиг.5 вариант расположения окон в золотниковом пульсаторе для дискретного ввода газа.
Масляная система турбины содержит главный масляный бак 1, масляный насос 2, напорный маслопровод 3 с внутренним радиусом R2, маслонагреватель 4, электромагнитный индуктор 5 с ярмом, полюсами и обмоткой, охватывающей вставку 6, изготовленную из немагнитной стали, сливной маслопровод 7, канал 8 для ввода в масло ферромагнитных частиц, магистраль 9 охлажденного воздуха, насадок 10, воздушное ядро 11 потока ("стержень" радиуса R1), магистраль 12 охлажденного сжатого газа, золотниковый пульсатор 13, демпфер 14 поршневой. Кроме того, маслопровод 3 оснащается зондами для оценки диаметра стержневой газовой прослойки 2R1 (зонд не показан).
Перед промывкой маслопроводов маслоохладитель (и другие элементы, например аварийные бачки, золотники и буксы системы гидроавтоматики) отключаются. Организуется прокачивание масла по контуру: масляный бак 1 насос 2 маслопроводы 3 нагреватель 4 пульсатор 13 участки 6 из немагнитной стали сливной маслопровод 7 снова бак 1. По каналу 8 вводят эпизодические ферромагнитные частицы.
По каналу 9 и через насадок 10 в трубопровод непрерывно подводится от компрессора охлажденный воздух в таком большом количестве, что по оси потока образуется стержневой режим течения газа (радиус стержня R1). Электромагнитным индуктором 5 моющей среде придается вращательное движение в окрестности магнитной вставки 6 и, кроме того, нагревается пристенный слой масла. В результате в трубе создается поступательно-вращательный кольцевой поток масла со средним отрицательным градиентом плотности < 0
< 0
Кроме того, чередующими поворотами золотникового пульсатора 13 (см. фиг. 2) в трубопроводе 6 создают толчкообразные кратковременные потоки сжатого газа, поступающего по магистрали 12, усиливающие очистительные процессы. Демпфер 14 предотвращает опасное повышение давления в предвключенной магистрали с элементами 13, 4, 3, 2.
Другой вариант устройства для очистки маслопровода (см. фиг.3 и 4) содержит неподвижный шнек 15, установленный вдоль всей очищаемой трубы 16. Пустотелая ось 17 шнека совмещена с центральной трубой 18 и образует охладитель типа "труба в трубе", к которому по линии 19 подводится охлажденный теплоноситель (вода), а по линии 20 нагретый теплоноситель отводится. К шнеку тангенциальным трубопроводом 21 подключен пульсатор 22, выполненный в виде трехходового золотникового поворотного крана. Пульсатор подключен линией 23 к ресиверу (баллону) со сжатым газом и магистралью 24, содержащей нагреватель 24, к маслонасосам. Между нагревателем 25 и трубопроводом 23 установлен демпфер 26.
Режим очистки трубопровода следующий.
Пульсатор 22 устанавливается в положение, показанное на фиг.3. Нагретое масло прокачивается по контуру линия 24 теплообменник 25 пульсатор 22 тангенциальный патрубок 21 винтовые каналы шнека 15. Через теплообменник "труба 18 в трубе 17" прокачивается холодный теплоноситель (например, вода), введенный по линии 19 и сбрасываемый по линии 20.
В очищаемой трубе создается поступательно-вращающийся кольцевой поток масла со средним отрицательным градиентом плотности ( Δρ/ΔR ) вдоль радиуса кольца: внутренний слой кольца радиусом R1охлаждается (плотность масла ρ1), внешний радиусом R2 находится в нагретом состоянии (плотность масла ρ2<ρ1);  < 0 Вследствие этого интенсифицируется процесс очистки маслопровода. Кроме того, периодически пульсатор 22 устанавливается в положение, показанное на фиг.5, тогда поток масла отсекается, а по линии 23 кратковременно проталкивается порция сжатого газа, усиливающая эффект очистки. Демпфер 26 сглаживает пульсации давления масла на участке "до себя".
< 0 Вследствие этого интенсифицируется процесс очистки маслопровода. Кроме того, периодически пульсатор 22 устанавливается в положение, показанное на фиг.5, тогда поток масла отсекается, а по линии 23 кратковременно проталкивается порция сжатого газа, усиливающая эффект очистки. Демпфер 26 сглаживает пульсации давления масла на участке "до себя".
Способ очистки маслопроводов характеризуется следующими операциями и параметрами.
1. Нагревание масла до 60.70оС.
2. Прокачивание масла со средней скоростью W 4.6 м/с (W Q/S, где Q расход масла, S площадь поперечного сечения маслопровода).
3. Формирование вращательного кольцевого потока с отрицательным градиентом плотности вдоль радиуса кольца.
3.1.1. Кольцевой поток создают механическим путем, устанавливая внутри маслопровода шнек, вытесняющий приоcевую зону потока радиусом R1 (см. фиг.3) или
3.1.2. Кольцевой поток создают гидродинамическим путем, прокачивая газ в таком большом количестве, что образуется стержневой режим потока (см. фиг. 1).
3.2.1. Кольцевой поток вращают с помощью механических устройств (например, шнека) или
3.2.2. Кольцевой поток вращают с помощью электромагнитного индуктора, которым охватывают проставки на маслопроводах диаметром 2 R2, изготовленные из немагнитного материала, например стали 1X18Н9Т; осевой габарит проставки L 2R2; шаг расстановки проставки вдоль маслопровода t (30-40) 2R2 (зона гидродинамического дальнодействия вихря, создаваемого индуктором); для электромагнитного вращения в поток масла вводят ферромагнитную пыль, например типа "Магнетит", с объемной концентрацией 4-5% средний размер частиц 100-120 мкм.
3.3. Отрицательный градиент плотности вдоль радиуса вращающегося нагретого кольца масла создают
3.3.1. охлаждением внутренней поверхности кольца специальным теплообменником, встроенным в пустотелую ось шнека (фиг.4) или
3.3.2. прокачиванием охлажденного газа вдоль оси маслопровода (фиг.1).
3.4. Абсолютную величину среднего градиента плотностиΔρ/ΔR| назначают в пределах, исходя из экспериментального соотношения (1).
3.5. Для реализации п.3.4. измеряют
температуры t1 и t2 внутреннего и внешнего кольца; по t1 и t2 из справочника определяют плотность масла ρ1 и ρ2; толщину кольца ΔR R2- R1;
среднюю частоту вращения кольца Ω
4. Поток масла периодически отсекают, затем толчкообразно прокачивают "пробку" сжатого газа; чередование потоков; через 5-10 мин жидкостной промывки на 30-60 с организуют "проталкивание" газовой пробки с давлением 0,3-0,5 МПа.
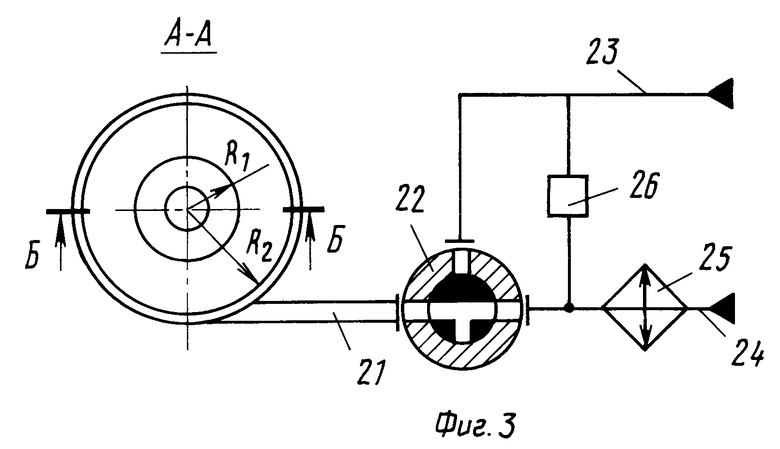
П р и м е р 1. Промывали огнестойким маслом ОМТИ ТУ 6-25-12-75 трубопровод диаметром 2R2 100 мм и длиной 3 п.м. из сцементированной глины "кил" (адсорбента ОМТИ) исходной массой 4 кг. Трубопровод условно считался очищенным, если в нем оставалось не более 0,1 кг загрязнений (погрешность измерений). Средняя скорость потока 4 м/с. Время τ, за которое достигалась очистка маслопровода от загрязнений, приведено в таблице.
П р и м е р 2. Промывали нефтяным турбинным маслом Тп-22С ГОСТ 9972-88, нагретым до t2 70оС, цилиндрический корпус теплообменника, 2R2 300 мм высотой 3 м от cцементированных отложений грязи (шлам, зола, асбест, цементная пыль) Внутри корпуса установлен шнек 2R1 100 мм, через пустотелую ось которого прокачивалась вода с температурой t1 45оС. Средняя скорость потока масла в шнеке W 4 м/с. Угол наклона спирали шнека к его оси α 45о. Исходная масса загрязнений 4 кг была удалена за 1,5 часа промывки, режим которой был оптимальным (t145оС; ρ1= 878,9 кг/м3, t2 70оС; ρ2 862,8 кг/м3; Δρ=ρ2-ρ1 16 кг/м3; ΔR R2 R1= 0,1 м; Ω= 28 1/с, Δρ/ΔR -160 
 =0,315; 0,335Ω2,3˙ΔR0,6= 179; 0,315<
=0,315; 0,335Ω2,3˙ΔR0,6= 179; 0,315< <179 т.е. условие (1)выполнено.
<179 т.е. условие (1)выполнено.
По сравнению с известными техническими решениями предлагаемый способ и реализующее его устройство обладают следующими преимуществами, повышается эффективность очистки от преимущественно сцементированных отложений, сокращается длительность промывочных операций, ускоряются ремонт турбинного оборудования и дополнительная выработка электроэнергии. Кроме того, уменьшается объем ручного труда при использовании эл. магнитных индукторов, охватывающих безфланцевые вставки в маслопроводах (отказ от разбалчивания фланцев и установки гидро-пульсаторов).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПЛОТНЕНИЯ ВАЛА РОТОРНОЙ МАШИНЫ | 1991 |
|
RU2030661C1 |
| Способ термошоковой промывки маслосистемы турбомашины | 1990 |
|
SU1731966A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ МАСЛОСИСТЕМЫ ТУРБОМАШИНЫ | 2008 |
|
RU2357087C1 |
| МАССООБМЕННЫЙ ДВУХКОЛОННЫЙ АППАРАТ | 1995 |
|
RU2085247C1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПЛАВКИ И РАФИНИРОВАНИЯ ЖИДКИХ МЕТАЛЛОВ | 1994 |
|
RU2092593C1 |
| Термогидродинамический способ очистки внутренних полостей маслосистемы | 1989 |
|
SU1656180A1 |
| РАСПЫЛИТЕЛЬ ДЛЯ ТОНКОГО РАСПЫЛА ПОЖАРОТУШАЩЕЙ ГАЗОЖИДКОСТНОЙ СМЕСИ С ВОЗМОЖНЫМИ ТВЕРДЫМИ РЕАГИРУЮЩИМИ ДОБАВКАМИ | 1993 |
|
RU2033217C1 |
| ЛИНЕЙНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2004 |
|
RU2275732C2 |
| Способ работы маслоагрегата турбореактивного двигателя (ТРД) и маслоагрегат ТРД, работающий этим способом (варианты) | 2017 |
|
RU2656479C1 |
| Способ обработки деталей из нержавеющих хромистых сталей | 1990 |
|
SU1765250A1 |
Изобретение позволяет повысить эффективность и сократить продолжительность очистки преимущественно от сцементированных отложений внутренние полости маслопроводов без их разработки, использовав для этого метод прокачивания кольцевого слоя нагретой моющей среды, подвергнутой дополнительному вращению и воздействию отрицательного градиента плотности вдоль радиуса кольца. Вращательное движение моющей среды создается либо электромагнитными индукторами, охватывающими немагнитные проставки в маслопроводе, при дополнительном вводе в поток ферромагнитных диспергированных примесей, либо с помощью гидромеханического завихрителя (шнека). Отрицательный градиент плотности создается путем охлаждения внутренней поверхности вращающегося кольца моющей среды. Установлено оптимальное соответствие между градиентом плотности, частотой вращения и толщиной кольцевого слоя. 2 с. и 2 з.п. ф-лы, 5 ил. 1 табл.

где Δρ изменение плотности вдоль радиуса кольца, кг/м3;
DR толщина вращающегося кольца, м;
Ω частота вращения кольца, с-1.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для очистки внутренней поверхности трубопроводов | 1981 |
|
SU978961A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
