Изобретение относится к электротехнике, в частности к кабельной технике, и может быть использовано при изготовлении кабелей, имеющих наружную полимерную изоляцию.
Известно устройство калибрования наружной изоляции, включающее корпус, в котором закреплены по ходу движения кабеля три типа ножей: продольные в виде лезвий, радиально установленные по отношению к оси кабеля, поперечные, установленные с возможностью вращения перпендикулярно оси кабеля, скальпирующей в виде трубки с заостренным торцом, который окончательно формирует заданный диаметр изоляции кабеля.
Данный способ имеет ряд недостатков: при работе скальпирующего ножа возникают значительные осевые нагрузки, что ведет к вытяжке и деформации внутренних слоев кабеля, при этом происходит увод наружного диаметра кабеля от его продольной оси. Кроме того, из-за большого количества ножей, соприкасающихся с изоляцией, плохо
удаляется стружка, что ведет к снижению производительности.
Известно устройство для удаления стружки из зоны резания, содержащее корпус с патрубком для отсоса воздуха со стружкой, кожух из отдельных эластичных элементов, прикрепленных к корпусу устройства с возможностью поворота в вертикальной плоскости для регулирования направления потока подсасываемого воздуха.
Данный способ имеет недостатки: в силу невозможности получения значительного (внутри кожуха) разряжения отрывающая стружку сила невелика, кроме того, засасываемый воздух не обеспечивает интенсивного обдува режущего инструмента и его охлаждения. Поэтому данное устройство обеспечивает невысокую производительность калибрования.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для калибрования оболочки кабельного издеСО
С
vj со VJ ел
ho
о
лия, содержащее полую фрезу с внутренними зубьями и по крайней мере один патрубок для подачи охлаждающего агента в рабочую зону фрезы.
Для удаления стружки и охлаждения фрезы применяют сжатый воздух, который подают в рабочую зону. Фреза обтачивает наружный диаметр изоляции до требуемого размера.
Данное устройство не обеспечивает тщательного удаления стружки и охлаждения фрезы, в результате не может быть получена высокая производительность процесса. Точность обработки снижается из-за того, что фреза перегревается и термо- пластичный полимер, из которого изготовлена изоляция, расплавляется.
Целью изобретения является повышение производительности процесса и качества поверхности оболочки путем создания вихревого эффекта в рабочей зоне.
Это достигается тем, что устройство для калибрования оболочки кабельного изделия, содержащее полую фрезу с внутренними зубьями и по крайней мере один патрубок для подачи охлаждающего агента в рабочую зону фрезы, снабжено полой цилиндрической камерой, в полости которой соосно, с возможностью вращения расположена рабочая часть фрезы, а указанный пат- рубок соединен с полостью камеры.
Создание разряжения воздуха обеспечивает усилие, отрывающее стружку, выходящую из-под фрезы. Поток воздуха, вращающийся кольцеобразно и одновре- менно перемещающийся вдоль оси фрезы, интенсифицирует процесс отрыва стружки. Сила, создаваемая разряжением, отрывает стружку, а осевое перемещение закрученного потока воздуха постоянно транспорти- рует стружку из рабочей зоны фрезы в емкость для ее сбора.
Таким образом режущие кромки фрезы все время остаются чистыми, что дает возможность работы на больших оборотах фре- зы и линейной скорости перемещения кабеля. Создание вихревого эффекта в рабочей зоне снижает температуру в последней, охлаждает инструмент-фрезу и кабель и интенсифицирует вынос стружки. В ре- зультате обеспечивается возможность работы на более высоких режимах резания (скорости, глубины снимаемого припуска) без проплавления полимерной изоляции. Неоплавленный наружный слой изоляции более точек, с лучшей чистотой поверхности.
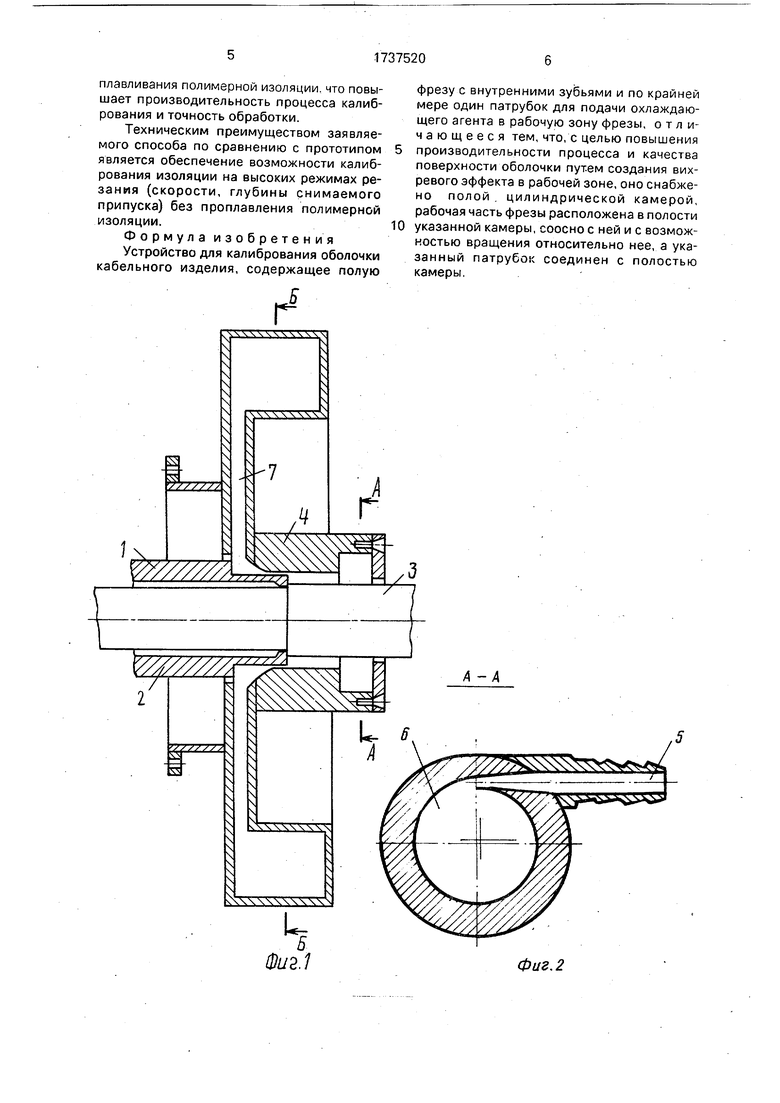
На фиг. 1 показано устройство для калибрования оболочки кабельного изделия, продольный разрез; на фиг. 2 - сечение по
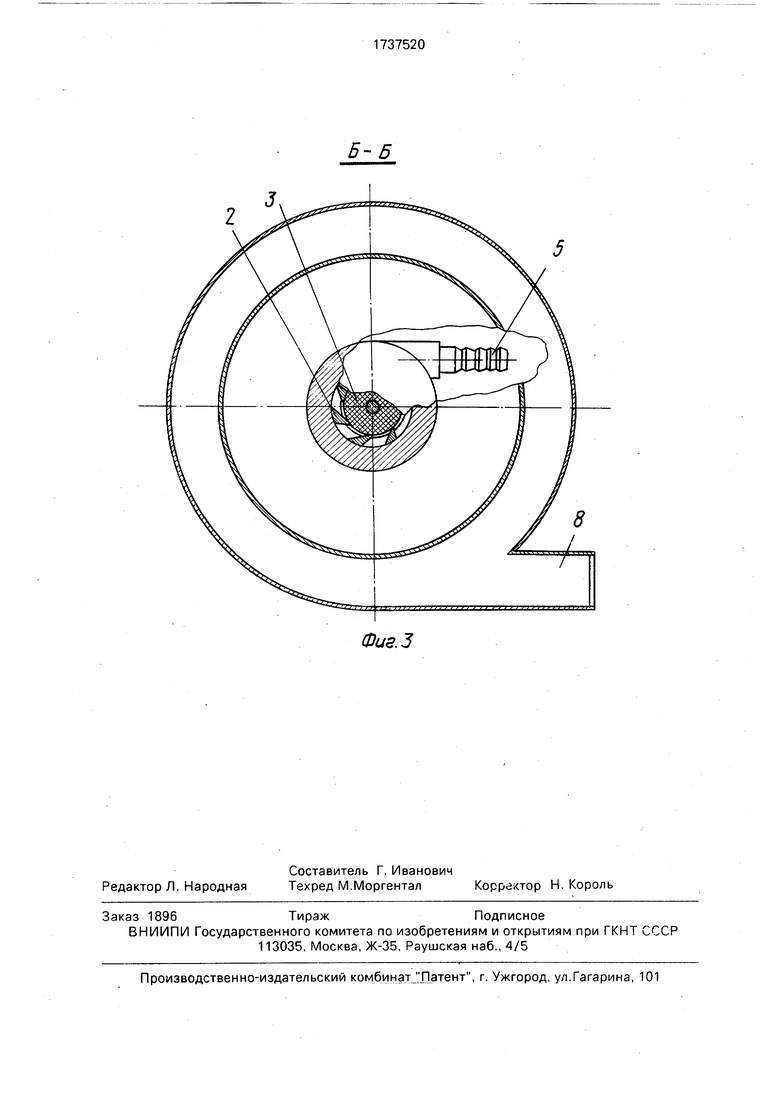
патрубку для подвода сжатого воздуха (разрез А-А на фиг. 1); на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство содержит полую трубооб- разную фрезу 1 с внутренними режущими зубьями 2. Внутри фрезы расположен перемещаемый поступательно в осевом направлении кабель 3. Рабочая часть фрезы размещена соосно, с возможностью вращения в полой цилиндрической камере 4, охватывающей калибруемый участок кабеля. Камера предназначена для создания разрежения воздуха в ее центральной части (зоне резания) за счет кольцеобразного воздушного вихря, поэтому снабжена входным тан- генциальным патрубком 5 для подачи охлаждающего агента, в данном случае сжатого воздуха, подсоединенным к полости камеры каналом 6, выполненным по спирали Архимеда. На другом конце камеры 4 расположен щелевой диффузор 7, совмещенный с камерой охлаждения и сбора стружки, и выходной тангенциальный патрубок 8 для отвода воздуха со стружкой.
Устройство работает следующим образом.
Кабель 3 принудительно перемещается внутри вращающейся фрезы. При этом создается осевое и вращательное движение кабеля и фрезы относительно друг друга. Так как диаметр, определяющий расстояние между диаметрально расположенными внутренними режущими зубьями 2 фрезы, заведомо меньше диаметра наружной поверхности изоляции кабеля происходит срезание избыточного слоя изоляции.
В процессе калибрования изоляции кабеля 3 в устройстве создается вихревой эффект: в тангенциальный входной патрубок 5 подают под давлением сжатый воздух, который поступает в канал 6 полой цилиндрической камеры 4, охватывающей кабель. Из канала, выполненного по спирали Архимеда, выходит кольцеобразный вихревой поток воздуха, который поступает в щелевой диффузор 7, образуя разряжение воздуха в зоне резания. Разрежение воздуха обеспечивает усилие, отрывающее стружку, выходящую из-под фрезы, и охлаждение фрезы и кабеля. Пройдя щелевой диффузор 7, совмещенный с камерой охлаждения и сбора стружки, вихревой кольцеобразный поток воздуха, перемещаемый вдоль оси фрезы от зоны резания, выносит стружку через тангенциальный патрубок 8 для отвода воздуха со срезанной стружкой.
Очистка зубьев фрезы от стружки с охлаждением фрезы и кабеля обеспечивает возможность работы на больших оборотах фрезы и линейной скорости кабеля без проплавливания полимерной изоляции, что повышает производительность процесса калибрования и точность обработки.
Техническим преимуществом заявляемого способа по сравнению с прототипом является обеспечение возможности калибрования изоляции на высоких режимах резания (скорости, глубины снимаемого припуска) без проплавления полимерной изоляции.
Формула изобретения Устройство для калибрования оболочки кабельного изделия, содержащее полую
г
0
фрезу с внутренними зубьями и по крайней мере один патрубок для подачи охлаждающего агента в рабочую зону фрезы, отличающееся тем, что, с целью повышения производительности процесса и качества поверхности оболочки путем создания вихревого эффекта в рабочей зоне, оно снабжено полой цилиндрической камерой, рабочая часть фрезы расположена в полости указанной камеры, соосно с ней и с возможностью вращения относительно нее, а указанный патрубок соединен с полостью камеры,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отсоса стружки из зоны резания металлорежущего станка | 1982 |
|
SU1096081A1 |
| ТРАНШЕЕКОПАТЕЛЬ | 2008 |
|
RU2395644C2 |
| Инструмент для снятия металлической оболочки с кабеля | 1986 |
|
SU1328872A1 |
| РЕЗЕЦ ДЛЯ РАСТАЧИВАНИЯ СКВОЗНЫХ ОТВЕРСТИЙ | 2022 |
|
RU2797232C1 |
| Устройство для протягивания отверстий | 1987 |
|
SU1437164A1 |
| Способ электромеханической обработки | 1979 |
|
SU870045A1 |
| Рабочий орган каналокопателя | 1983 |
|
SU1154414A1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| Устройство для очистки поверхностей | 1984 |
|
SU1177144A2 |
Изобретение относится к электротехнике, в частности к технологическому оборудо- ванию для производства кабельных изделий. Цель изобретения - повышение производительности процесса и качества поверхности оболочек кабельных изделий. Это достигается путем создания вихревого эффекта в рабочей зоне фрезы, для чего полая фреза совмещена в цилиндрической камерой, образующей с обрабатываемым кабельным изделием вихревую трубу. 3 ил.
Уч ч ч Ч Ч ч:ч
7
//////
Ч
фУ//////;
Фиг. 2
Б-Б
Фиг.З
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для удаления стружки | 1981 |
|
SU952528A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Чертеж МГК.00.00.000, ОКБ КП, г | |||
| Мытищи, | |||
