Изобретение относится к сварочно-на- плавочным работам, в частности для приварки токопроводящих материалов при восстановлении и упрочнении изношенных поверхностей деталей, и может быть использовано, например, при восстановлении режущих кромок крестовых ножей волчка МП-160, МП-200.
Цель изобретения - расширение технологических возможностей путем обеспечения качественной приварки по всей плоскости детали с выполненными на ней выступами и перепадами высот, включая непосредственно прилегающие к выступу или ступеньке, образованной перепадами высот плоскостей.
Цель достигается тем, что сварочный электрод выполнен в виде сектора диска с углом при вершине а, меньшим 360°.
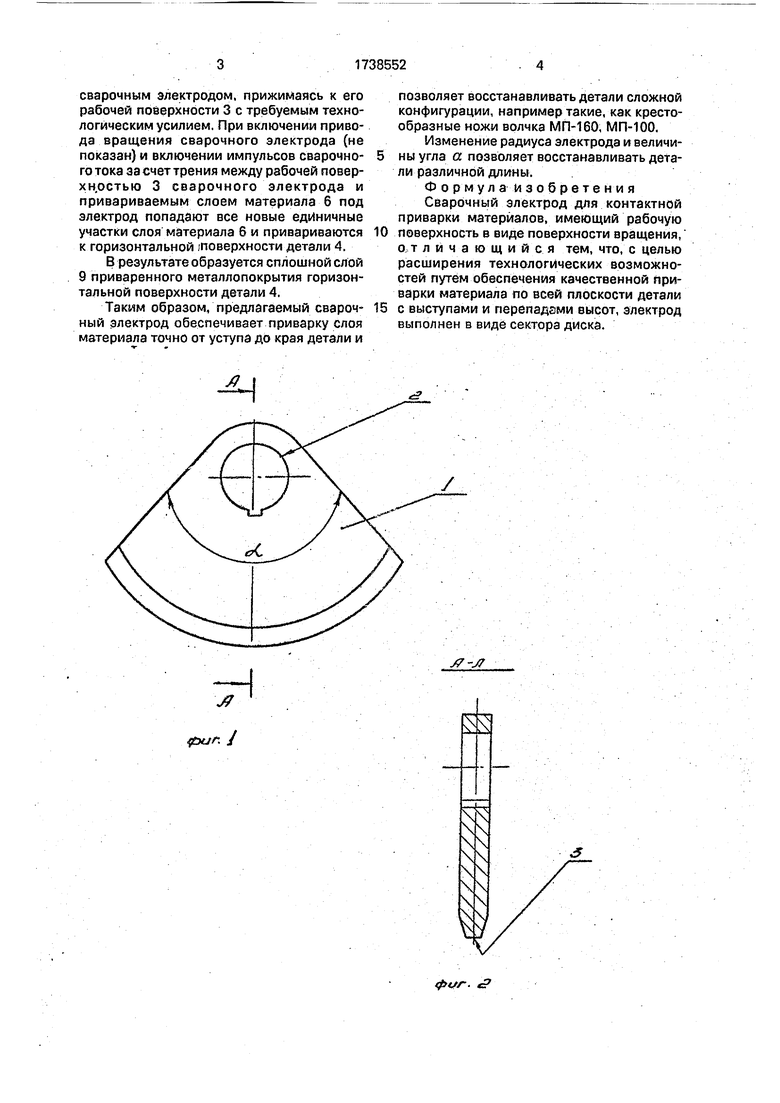
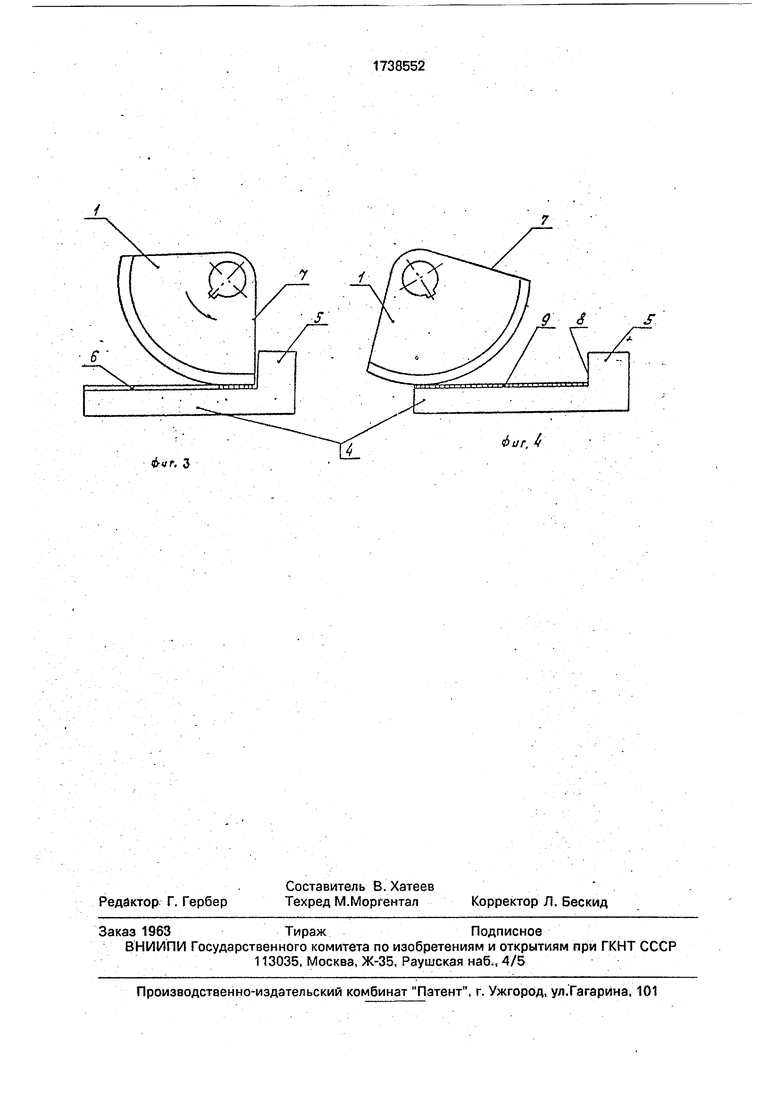
На фиг.1 представлен сварочный электрод; на фиг.2 - сечение А-А на фиг.1; на фиг.З - положение сварочного электрода в начале процесса приварки; на фиг.4 - то же. по окончании процесса приварки.
В корпусе 1 электрода имеется отверстие 2, посредством которого он жестко устанавливается на вал установки для контактной сварки (не показаны) и снабжен рабочей наплавочной поверхностью 3, посредством которой он контактирует с гори- зонтальной поверхностью детали 4, имеющей выступ 5, приваривая к ней материал 6.
Корпус 1 сварочного ролика выполнен в виде сектора с углом при вершине а, меньшим 360°, с тем, чтобы он своим ребром 7 мог подойти вплотную к вертикальной стенке 8 выступа 5.
В начале процесса корпус 1 сварочного электрода устанавливают в положение, когда ребро 7 контактирует с вертикальной стенкой 8 выступа 5, а рабочая наплавочная поверхность 3 взаимодействует с наплавляемым материалом 6 и горизонтальной частью детали 4, начиная с места соединения горизонтальной части детали 4 и вертикальной стенкой 8 выступа 5. Деталь 4 имеет возможность свободно перемещаться под
сл
С
| -ы -
сл Кэ
сварочным электродом, прижимаясь к его рабочей поверхности 3 с требуемым технологическим усилием. При включении привода вращения сварочного электрода (не показан) и включении импульсов сварочного тока за счет трения между рабочей поверхностью 3 сварочного электрода и привариваемым слоем материала 6 под электрод попадают все новые единичные участки слоя материала 6 и привариваются к горизонтальной /поверхности детали 4.
В результате образуется сплошной слой 9 приваренного металлопокрытия горизонтальной поверхности детали 4.
Таким образом, предлагаемый сварочный электрод обеспечивает приварку слоя материала точно от уступа до края детали и
позволяет восстанавливать детали сложной конфигурации, например такие, как крестообразные ножи волчка МП-160, МП-100.
Изменение радиуса электрода и величины угла а позволяет восстанавливать детали различной длины.
Формула изобретения Сварочный электрод для контактной приварки материалов, имеющий рабочую поверхность в виде поверхности вращения, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения качественной приварки материала по всей плоскости детали с выступами и перепадами высот, электрод выполнен в виде сектора диска.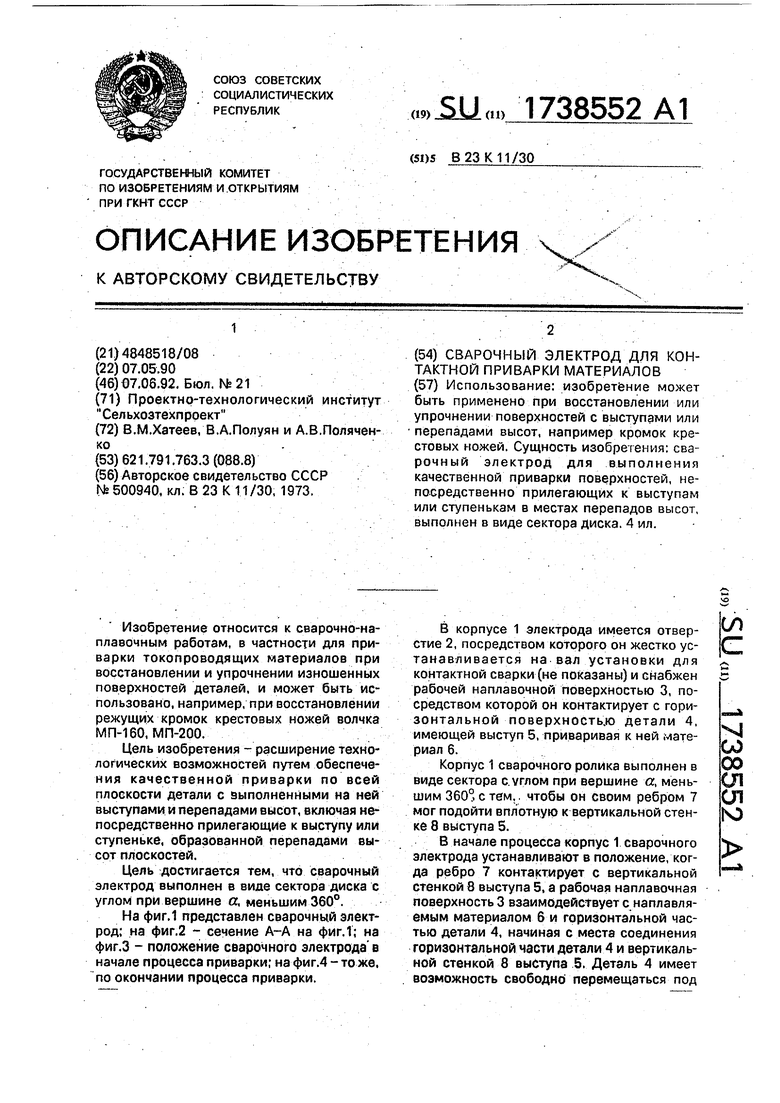
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО КРЕСТОВОГО НОЖА | 2013 |
|
RU2533236C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2484937C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2010 |
|
RU2564777C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ | 2010 |
|
RU2440223C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1995 |
|
RU2085354C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2016 |
|
RU2651839C1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2113963C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
Использование: изобретение может быть применено при восстановлении или упрочнении поверхностей с выступами или перепадами высот, например кромок крестовых ножей. Сущность изобретения: сварочный электрод для выполнения качественной приварки поверхностей, непосредственно прилегающих к выступам или ступенькам в местах перепадов высот, выполнен в виде сектора диска. 4 мл.
-ч
J
фиг.
.1
S7-J
фиг.
bvr. 3
6 и г, 6
| Сварочный ролик для выполнения прерывистых швов | 1974 |
|
SU500940A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
