Изобретение относится к конструкции магнитопровода ротора электрической машины и может быть использовано в электротехнической промышленности.
Известен магнитопровод ротора электрической машины, состоящий из витых ярем и зубцовых зон. Последние также навиваются на ребро по меньшей мере из двух лент с разной высотой их сплошной части.
Известен также магнитопровод ротора электрической машины, в ленте которого штампуются пазозубцовые зоны, с образованием чередующихся зубцов разной высоты, с коронкой и без нее, затем ленту изгибают на ребро, а после скрепления пакета сваркой производят осадку зубцов с коронкой в радиальном направлении.
Однако известные магнитопроводы роторов имеют следующие недостатки. Воздушные зазоры между витками, обусловленные изогнутые изогнутыми поверхностями зубцов с коронками, приводят к уменьшению коэффициента заполнения пакета сталью. Образующаяся торцовая гребенчатость пакета ротора приводит к перерасходу алюминия и несимметричности ко- роткозамыкающих колец. Кроме того, изготовление витой непрерывной спирали магнитопровода по этому способу возможно лишь при четном количестве зубцов ротора.
Целью изобретения является улучшение качества магнитопровода путем повышения коэффициента заполнения пакета сталью и получение магнитопроводов с любым количеством зубцов.
Для достижения поставленной цели на навитую и скрепленную спираль надевают цилиндрическую обечайку с заранее пробитыми пазами под шлицы ротора.
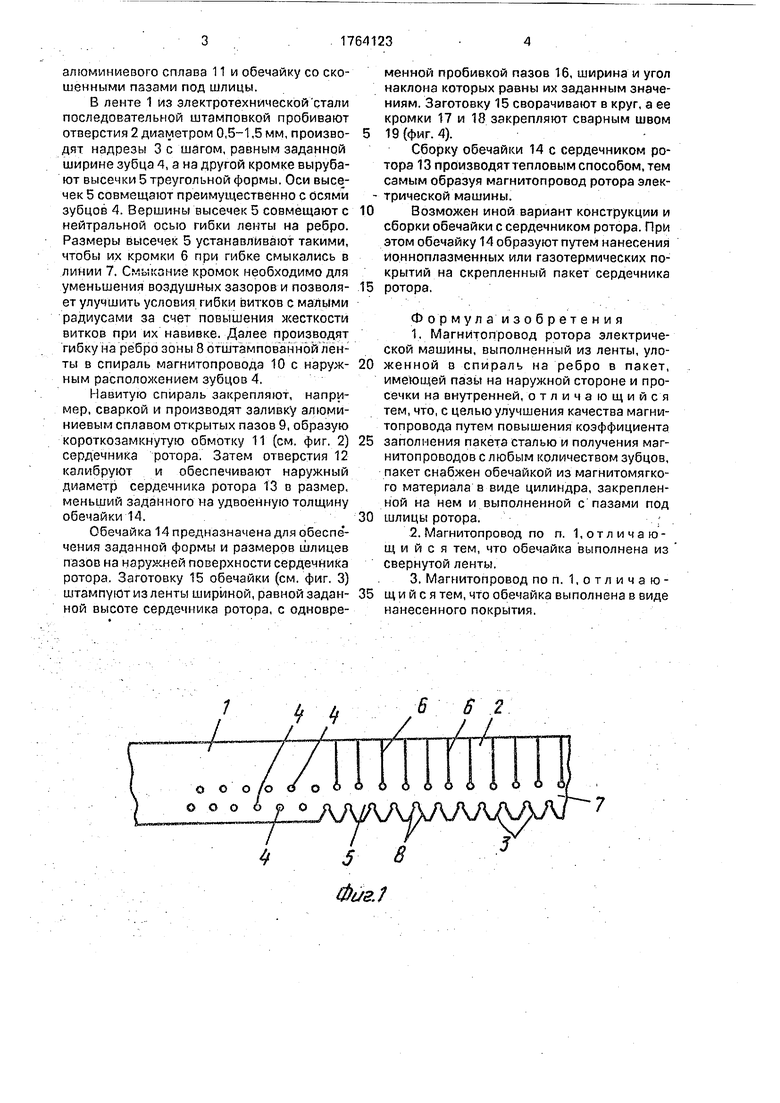
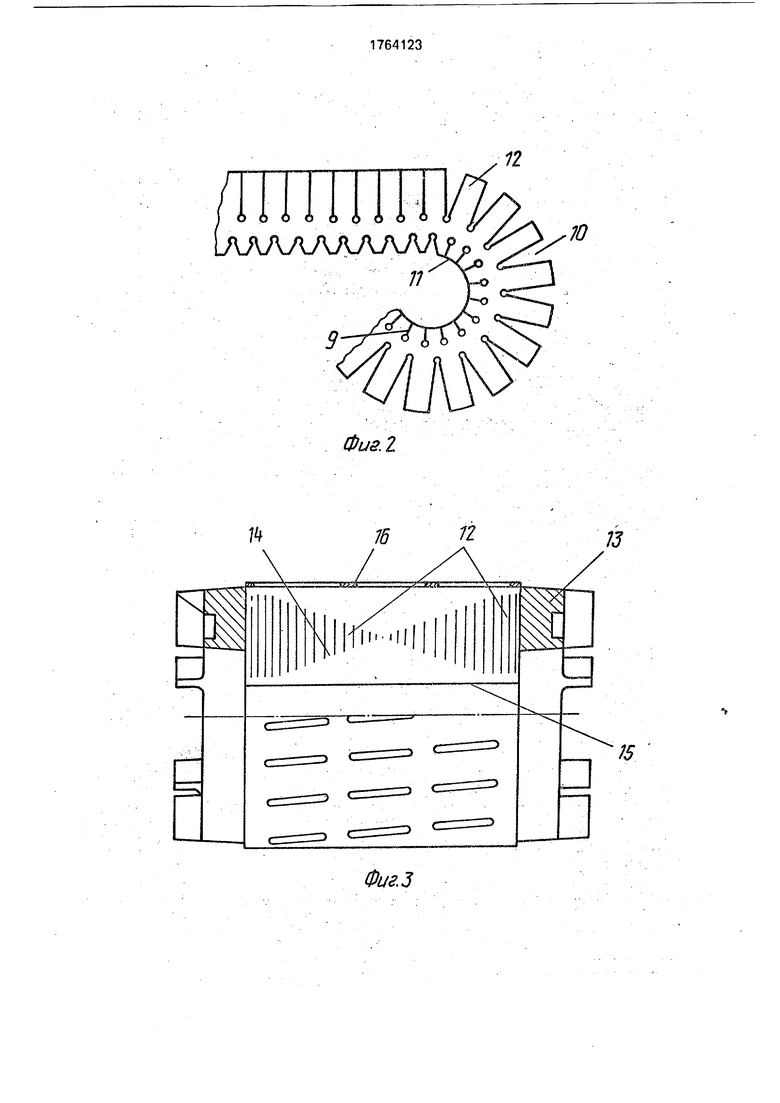
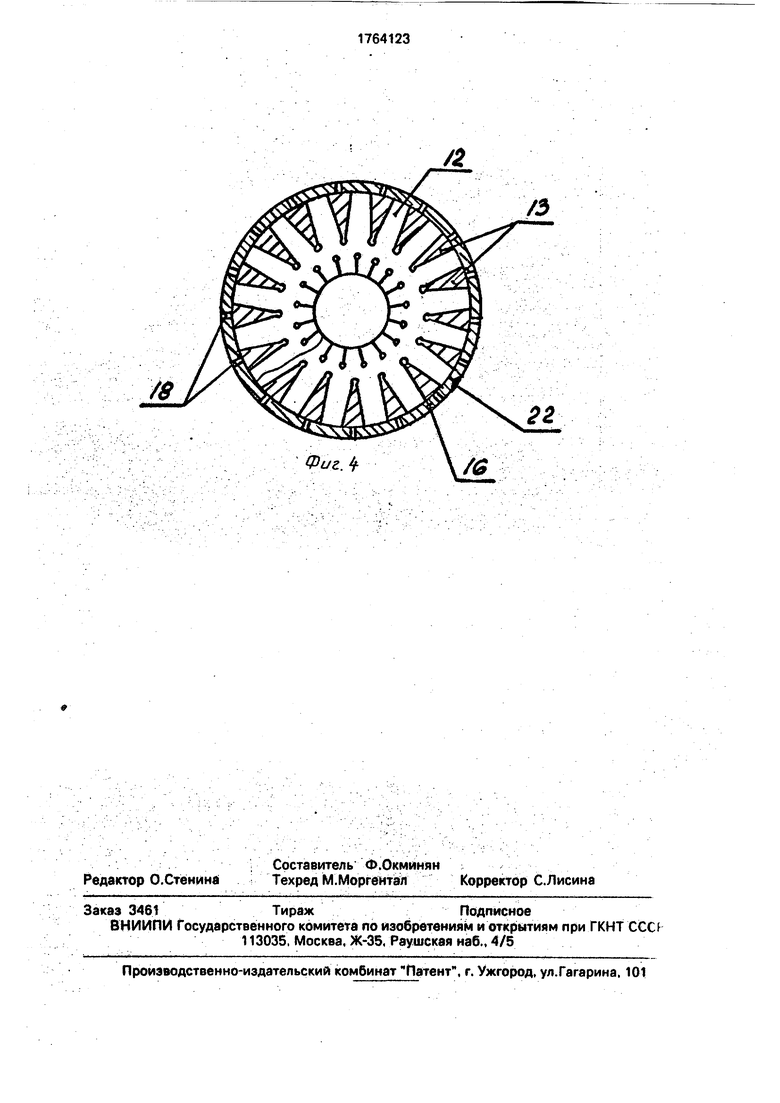
На фиг, 1 показана спираль в процессе гибки на ребро; на фиг. 2 - магнитопровод ротора; на фиг. 3 - отштампованная обечайка; на фиг, 4 - магнитопровод ротора, разрез.
Магнитопровод ротора электрической машины содержит навитую и скрепленную спираль 10, короткозамкнутую обмотку из
s
Ј
VJ
§
ю со
алюминиевого сплава 11 и обечайку со скошенными пазами под шлицы.
В ленте 1 из электротехнической стали последовательной штамповкой пробивают отверстия 2 диаметром 0,5-1,5 мм, производят надрезы 3 с шагом, равным заданной ширине зубца 4, а на другой кромке вырубают высечки 5 треугольной формы. Оси высечек 5 совмещают преимущественно с осями зубцов 4. Вершины высечек 5 совмещают с нейтральной осью гибки ленты на ребро. Размеры высечек 5 устанавливают такими, чтобы их кромки 6 при гибке смыкались в линии 7. Смыкание кромок необходимо для уменьшения воздушных зазоров и позволяет улучшить условия гибки витков с малыми радиусами за счет повышения жесткости витков при их навивке. Далее производят гибку на ребро зоны 8 отштампованной ленты в спираль магнитопровода 10 с наружным расположением зубцов 4.
Навитую спираль закрепляют, например, сваркой и производят заливку алюминиевым сплавом открытых пазов 9, образую короткозамкнутую обмотку 11 (см, фиг. 2) сердечника ротора. Затем отверстия 12 калибруют и обеспечивают наружный диаметр сердечника ротора 13 в размер, меньший заданного на удвоенную толщину обечайки 14.
Обечайка 14 предназначена для обеспечения заданной формы и размеров шлицев пазов на нэружней поверхности сердечника ротора. Заготовку 15 обечайки (см. фиг, 3) штампуют из ленты шириной, равной заданной высоте сердечника ротора, с одновременной пробивкой пазов 16, ширина и угол наклона которых равны их заданным значениям. Заготовку 15 сворачивают в круг, а ее кромки 17 и 18 закрепляют сварным швом
19 (фиг. 4).
Сборку обечайки 14 с сердечником ротора 13 производят тепловым способом, тем самым образуя магнитопровод ротора элек- трической машины.
Возможен иной вариант конструкции и сборки обечайки с сердечником ротора. При этом обечайку 14 образуют путем нанесения йонноплазменных или газотермических покрытий на скрепленный пакет сердечника
ротора.
Формула изобретения
1.Магнитопровод ротора электрической машины, выполненный из ленты, уложенной в спираль на ребро в пакет, имеющей пазы на наружной стороне и просечки на внутренней, отличающийся тем, что, с целью улучшения качества магнитопровода путем повышения коэффициента
заполнения пакета сталью и получения маг- нмтопроводовслюбым количеством зубцов, пакет снабжен обечайкой из магнитомягко- го материала в виде цилиндра, закрепленной на нем и выполненной с пазами под
шлицы ротора,
2.Магнитопровод по п. отличающийся тем, что обечайка выполнена из свернутой ленты.
3.Магнитопровод по п. 1,отличаю- щ и и с я тем, что обечайка выполнена в виде
нанесенного покрытия.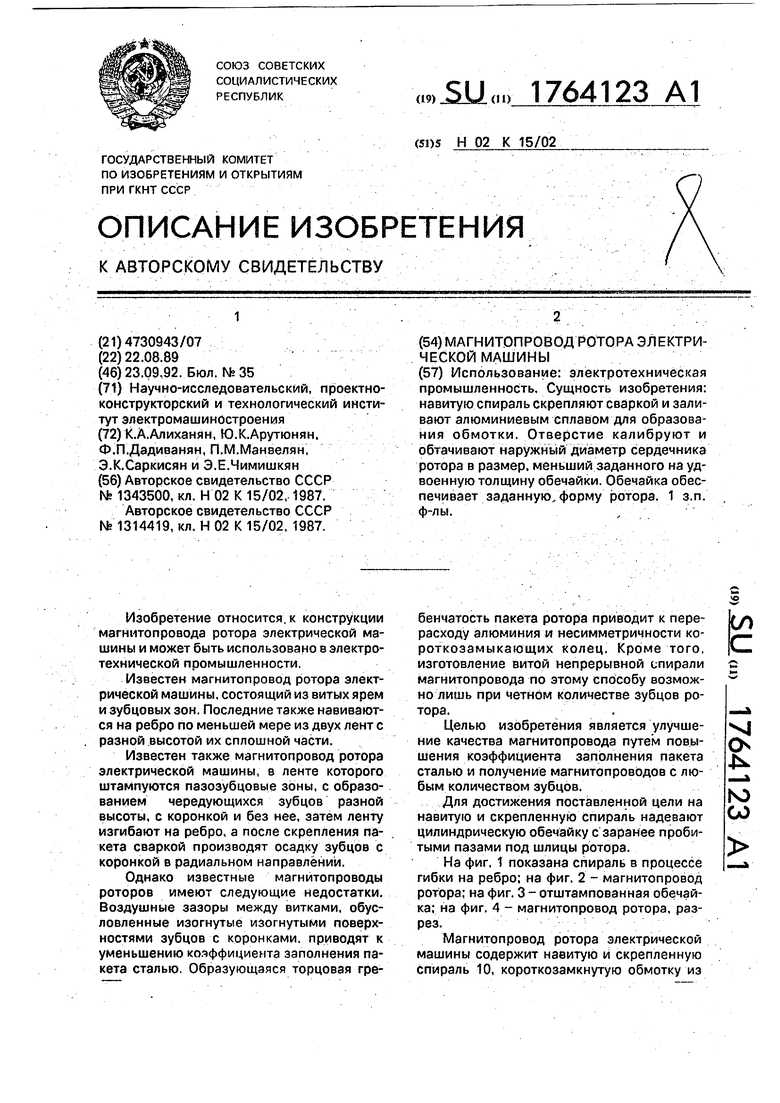
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Способ изготовления магнитопроводов электрических машин | 1984 |
|
SU1314419A1 |
| Магнитопровод электрической машины | 1985 |
|
SU1350757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
| Способ изготовления витого штампованного магнитопровода со скосом зубцов | 1988 |
|
SU1739440A1 |
| Устройство для изготовления магнитопроводов электрических машин | 1988 |
|
SU1646022A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ТОРЦОВЫХ МАГНИТОПРОВОДОВ | 1994 |
|
RU2074480C1 |
| Магнитопровод электрической машины | 1981 |
|
SU1025002A1 |
| Способ изготовления магнитопровода электрической машины | 1989 |
|
SU1737635A1 |
Использование: электротехническая промышленность. Сущность изобретения: навитую спираль скрепляют сваркой и заливают алюминиевым сплавом для образования обмотки. Отверстие калибруют и обтачивают наружный диаметр сердечника ротора в размер, меньший заданного на удвоенную толщину обечайки. Обечайка обеспечивает заданную, форму ротора. 1 з.п. ф-лы.
Фиа.2
К
NJ
15К
/J
Фиг.З
Фиг. 4/5
| Магнитопровод электрической машины | 1985 |
|
SU1343500A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления магнитопроводов электрических машин | 1984 |
|
SU1314419A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
