Изобретение относится к черной металлургии, в частности, к перера- . ботке шлаков, и может быть использовано для получения из них абразивных материалов с попутным.извлечением металлических включений.
Известны способы получения абра- зивных материалов из металлургических шлаков, заключающиеся в резком охлаждении шлакового расплава водой с последующим нагревом гранулята до температуры 1бО-300°С и медленным охлаждением при естественной температуре (1,2). Известен также способ выделения абразивного материала из металлургических шлаков для обработки поверхностей струйными аппаратами (3), включающий охлаждение, дробление, классификацию и извлечение металла, причем первичное дробление осуществляет в открытом цикле, а последующие стадии дробления в замкнутом. Шлак перед дроблением охлаждают с различной интенсивностью и отмагничивают, а классификацию осуществляют в пневмоклассификаторах Недостатками этих способов являются существенные энергозатраты на организацию грануляции расплава и термообработку гранулята. Процесс грануляции сопровождается выделением сернистых соединений, в атмосферу. Выделение из шлака материала, крупность которого соответствует крупности абразивного зерна, после каждой стадии дробления на пневмоклассификаторах приводит к тому, что материал поду-t чается неоднородным по прочности, т.к. на первичных стадиях дробления До размера, соответствующего абразиву, разрушаются слабые зерна, а на последующих более прочные.
Наиболее близким техническим решением является способ выделения абразивных материалов из шлаков для струйной обработки поверхностей W , заключающийся в охлаждении, дроблении шлака до 3-5 мм,его пнеамо2
О
о оо
Јь
317
классификации с выделением крупного, абразивного и мелкого классов и изв- лечении металлических включений на грохоте по граничному зерну 0,3 мм с выделением в подрешетный продукт металлических включений. Пневмоклас- сификацию осуществляют при концентрации -исходного материала 1,5-3 кг/м3 и скорости воздуха 6-8 м/с.
Известный способ имеет следующие недостатки. Практика разделения материалов на просеивающей, поверхности по граничному зерну менее 1 мм показывает очень низкую эффективность и производительность процесса при сухом грохочении. Эти параметры можно улучшить, например, за счет мокрого грохочения на гидрогрохотах, но свойство шлаков проявлять гидравлическую активность (цементацию) и последующие .затраты на сушку продуктов ставят под сомнение эффективность этих приемов. Низкая эффективность грохочения и дополнительное пылеоб- разование в. процессе грохочения зерен абразивного класса при взаимодействии друг с другом приведет к снижению качества абразивного зерна за счет высокого содержания в нем пылевидных включений. Вызывает сомнение и эффективность предлагаемого приема извлечения металлической сос- та вляющей, когда требуется ее измельчение до крупности менее 0,3 мм ; каким образом извлекаются крупные включения, в прототипе не отражено.
Целью предложенного способа является повышение качества абразивного зерна за счет сокращения в нем пылевидных и ферромагнитных включений.
Поставленная цель достигается тем, что в известном способе выделения абразивного материала из шлаков, заключающемся в охлаждении шлака, отборе из него крупных металлических включений с последующим измельчением до крупности 0-10 мм, извлечением из продуктов измельчения металлических включений и грохочением отмаг- ниченного шлака на ряде просеивающих поверхностей, причем две соседние из них имеют размер ячейки верхней - соответствующей верхнему размеру абразивного зерна и нижней - соответствующей нижнему размеру абразивного зерИГа. Абразивное зерно, выделенное при грохочении, подвергают пневмо- классификации в восходящем .
034 4
потоке при скорости воздуха м/с и концентрации 4-6 кг/м3, затем из не- то дополнительно извлекают ферромагнитные включения в магнитном поле с напряженностью 30-60 кА/м. Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного
тем, что процесс выделения абразивного зерна осуществляют методом грохочения, а доведение абразивного зерна до кондиционных требований производят путем последующих операций г
5 пневмоклассификации в восходящем воздушном потоке с заданными параметрами скорости восходящего потока воздуха и концентрации абразивного зерна и магнитной сепарации в полях с за0 данной напряженностью. Прием класси- фикации абразивных зерен в восходящем воздушном потоке позволяет при выбранных параметрах разделения в пе- юходной области чисел Рейнольдса
5 () обеспечить эффективное освобождение абразивных зерен от частиц пыли, налипших на их поверхность при измельчении и грохочении (5). При таком режиме взаимодействия аб0 разивных зерен, движущихся навстречу воздушному потоку выполняется условие, когда восходящий поток воздуха выносит только частицы, имеющие размер мельче нижнего размера абра- зивного зерна. Известные технические решения (3), в которых применяют только пневмоклассификацию для выделения абразивного зерна после дробления шлака, не обеспечивают требо0 ваний к качеству абразивного зерна по содержанию пылевидных и ферромагнитных включений по сравнению с заявляемым техническим решением. Это позволяет сделать вывод о его соотc ветствии критерию существенные отличия. Принятая последовательность операций по выделению абразивного материала из металлургических шлаков повышает эффективность процесса
j0 грохочения за счет смещения границы разделения в сторону увеличения. В теории и практике грохочения показано, что производительность и эф- фективность грохочения при одинако
вом исходном материале возрастает пропорционально увеличению стороны ячейки сита (5К Финишные операции - пневмоклассификация и дополнительная магнитная сепарация абразивного зер
на способствуют повышению его качества за счет предварительного удаления пылевидных частиц, что в свою очередь, повышает эффективность отделения ферромагнитных включений (6)„
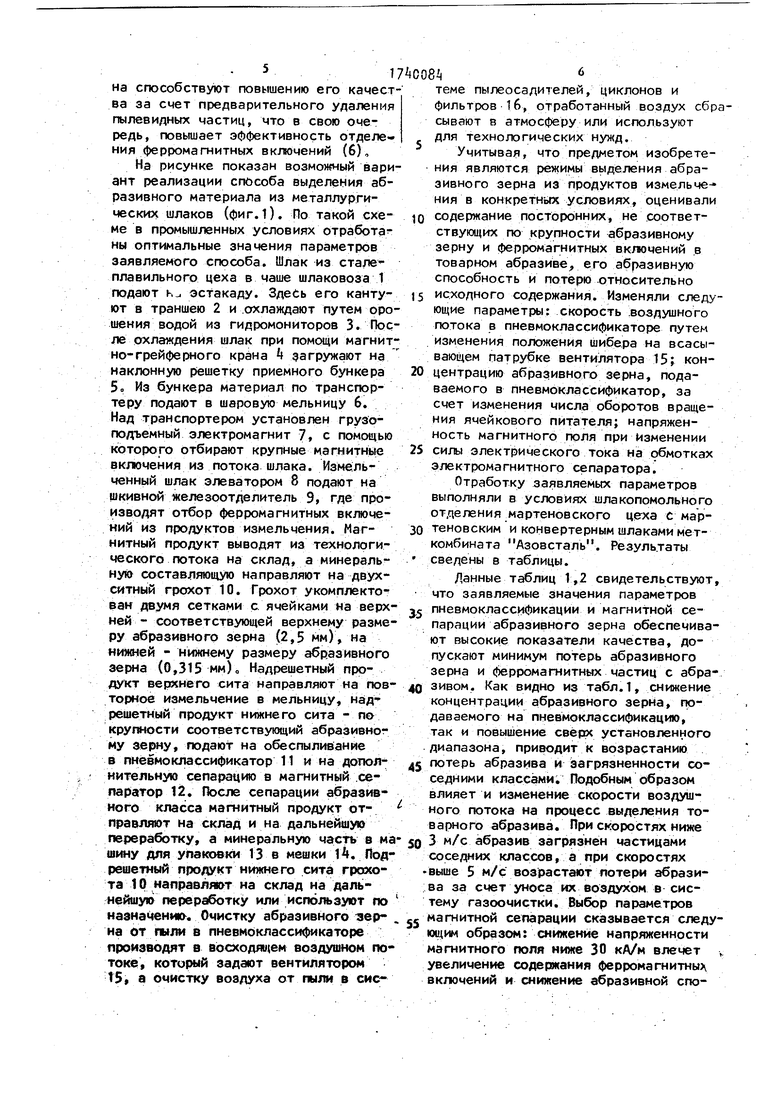
На рисунке показан возможный вариант реализации способа выделения абразивного материала из металлургических шлаков (фиг.1). По такой схеме в промышленных условиях отработаны оптимальные значения параметров заявляемого способа. Шлак из сталеплавильного цеха в чаше шлаковоза 1 подают ь., эстакаду. Здесь его кантуют в траншею 2 и охлаждают путем орошения водой из гидромониторов 3. После охлаждения шлак при помощи магнитно-грейферного крана 4 загружают на наклонную решетку приемного бункера 5° Из бункера материал по транспортеру подают в шаровую мельницу 6. Над транспортером установлен грузоподъемный электромагнит 7 с помощью которого отбирают крупные магнитные включения из потока шлака. Измельченный шлак элеватором 8 подают на шкивной железоотделитель 9, где производят отбор ферромагнитных включений из продуктов измельчения. Магнитный продукт выводят из технологического потока на склад, а минеральную составляющую направляют на двух- ситный грохот 10. Грохот укомплектован двумя сетками с ячейками на верхней - соответствующей верхнему размеру абразивного зерна (2,5 мм), на нижней - нижнему размеру абразивного зерна (0,315 мм)„ Надрешетный продукт верхнего сита направляют на повторное измельчение в мельницу, над решетный продукт нижнего сита - по крупности соответствующий абразивному зерну, подают на обеспыливание в пневмоклассификатор 11 и на дополнительную сепарацию в магнитный сепаратор 12. После сепарации абразивного класса магнитный продукт от- правляют на склад и на дальнейшую
0
теме пылеосадителеи, циклонов и фильтров 16, отработанный воздух сбрасывают в атмосферу или используют для технологических нужд.
Учитывая, что предметом изобретения являются режимы выделения абразивного зерна из продуктов измельчения в конкретных условиях, оценивали содержание посторонних, не соответствующих по крупности абразивному зерну и ферромагнитных включений в товарном абразиве, его абразивную способность и потерю относительно
5 исходного содержания. Изменяли следующие параметры: скорость воздушного потока в пневмоклассификаторе путем изменения положения шибера на всасывающем патрубке вентилятора 15; кон0 центрацию абразивного зерна, подаваемого в пневмоклассификатор, за счет изменения числа оборотов вращения ячейкового питателя; напряженность магнитного поля при изменении
5 силы электрического тока на обмотках электромагнитного сепаратора.
Отработку заявляемых параметров выполняли в условиях шлакопомольного отделения мартеновского цеха С мар0 теновским и конвертерным шлаками мет- комбината Азовсталь. Результаты
сведены в таблицы.
Данные таблиц 1,2 свидетельствуют, что заявляемые значения параметров пневмоклассификации и магнитной сепарации абразивного зерна обеспечивают высокие показатели качества, допускают минимум потерь абразивного зерна и ферромагнитных частиц с абра0 зивом. Как видно из табл.1, снижение концентрации абразивного зерна, подаваемого на пневмоклассификацию, так и повышение сверх установленного диапазона, приводит к возрастанию
5 потерь абразива и загрязненности соседними классами. Подобным образом влияет и изменение скорости воздушного потока на процесс выделения товарного абразива. При скоростях ниже
5

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА УДОБРЕНИЙ ИЛИ МЕЛИОРАНТОВ ИЗ МЕТАЛЛУРГИЧЕСКОГО ШЛАКА | 2001 |
|
RU2195440C1 |
| Способ выделения абразивного материала из шлаков для струйной обработки поверхностей | 1986 |
|
SU1484370A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТВАЛЬНОГО РАСПАДАЮЩЕГОСЯ ШЛАКА | 2006 |
|
RU2347622C2 |
| Способ получения абразивного зерна из ферросплавных шлаков | 1989 |
|
SU1683814A1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ | 1994 |
|
RU2056948C1 |
| Способ выделения абразивных материалов из металлургических шлаков | 1989 |
|
SU1711995A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТВАЛЬНЫХ ГРАНУЛИРОВАННЫХ ШЛАКОВ НИКЕЛЕВОГО ПРОИЗВОДСТВА | 1991 |
|
SU1779064A1 |
| СПОСОБ ПЕРЕРАБОТКИ АЛЮМИНИЙСОДЕРЖАЩИХ ШЛАКОВ | 1993 |
|
RU2023035C1 |
| СПОСОБ ВОЗДУШНО-ГРАВИТАЦИОННОЙ ПЕРЕРАБОТКИ РАСПАДАЮЩЕГОСЯ МЕТАЛЛУРГИЧЕСКОГО ШЛАКА | 2011 |
|
RU2463363C1 |
| СПОСОБ ПЕРЕРАБОТКИ СТАЛЕПЛАВИЛЬНЫХ ШЛАКОВ | 2007 |
|
RU2365642C2 |
Использован из: изобретение относится к разделению сыпучих материалов. Сущность изобретения: в разделении материала восходящим потоком врздуха со скоростью 3-5 м/с и концентрации материала 4-6 кг/м3 с последующей магнитной сепарацией с напряженностью поля 30-60 кА/м. 1 ил.
переработку, а минеральную часть в на 50 3 м/с абразив загрязнен частицами
шину для упаковки 13 в мешки И. Под- решетный продукт нижнего сита грохота 10 направляют на склад на дальнейшую переработку или используют по назначению. Очистку абразивного зер- . на от пыли в пневмоклассификаторе производят в восходящем воздушном потоке, который задают вентилятором t5 а очистку воздуха от пыли в сиссоседних классов, а при скоростях выше 5 м/с возрастают потери абраз ва за счет уноса их воздухом в сис тему газоочистки. Выбор параметров 5е магнитной сепарации сказывается сл ющим образом: снижение напряженнос магнитного поля ниже 30 кА/м влече увеличение содержания ферромагнитн включений и снижение абразивной сп
соседних классов, а при скоростях выше 5 м/с возрастают потери абразива за счет уноса их воздухом в систему газоочистки. Выбор параметров 5е магнитной сепарации сказывается следующим образом: снижение напряженности магнитного поля ниже 30 кА/м влечет увеличение содержания ферромагнитные включений и снижение абразивной способности товарного абразива; повышение напряженности магнитного поля сверх 60 кА/м без существенного снижения содержания ферромагнитных включе- ний на 0,02-0,04% приводит к потере абразивных частиц на 3,23-5,4% за счет их увлечения ферромагнитными частицами. Таким образом, полученные параметры выделения абразивного материала, являются необходимым и доста точным условием для повышения качества товарного абразива.
Использование предлагаемого способа выделения абразивов позволяет повысить их качество настолько, что они с успехом заменяют традиционные абразивные материалы в ана,логичных направлениях использования. Замена 1 т традиционных абразивов на шлаковые позволяет получить экономический эффект до 30 руб„ При годовой потребности в шлаковых абразивах - 80 тыс.т„ожидаемый экономический эффект составит 2,4 млн.рубс Шлаковый абразив не создает наклепа в поверхностных слоях обрабатываемых изделий, способствует повышению стойкости покрытий, на подготовленные с его использованием поверхности.
Формула изобретения
Способ выделения абразивного материала из металлургических шлаков, включающий охлаждение, измельчение шлака, магнитную сепарацию, пневмоклассифика- цию, грохочение и отвод надрешетной и подрешетной фракции, отличающ и и с я тем, что, с целью повышения абразивных свойств материала за счет уменьшения в нем пылевидных и ферромагнитных включений, пневмо- классификацию осуществляют после
грохочения, при этом проводят ее в восходящем воздушном потоке при скорости воздуха 3-5 м/с и концентрации материала 4-6 кг/м3, а крупный продукт подвергают дополнительной
магнитной сепарации с напряженностью поля 30-60 кА/Мо
Me Шдок
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
