Изобретение относится к черной металлургии, в частности к переработке шлаков, и может быть использовано для получения из них абразивных материалов с попутным извлечением металлических включений.
Цель изобретения - улучшение абразивных свойств материала и сокращение потерь металла с абразивным материалом.
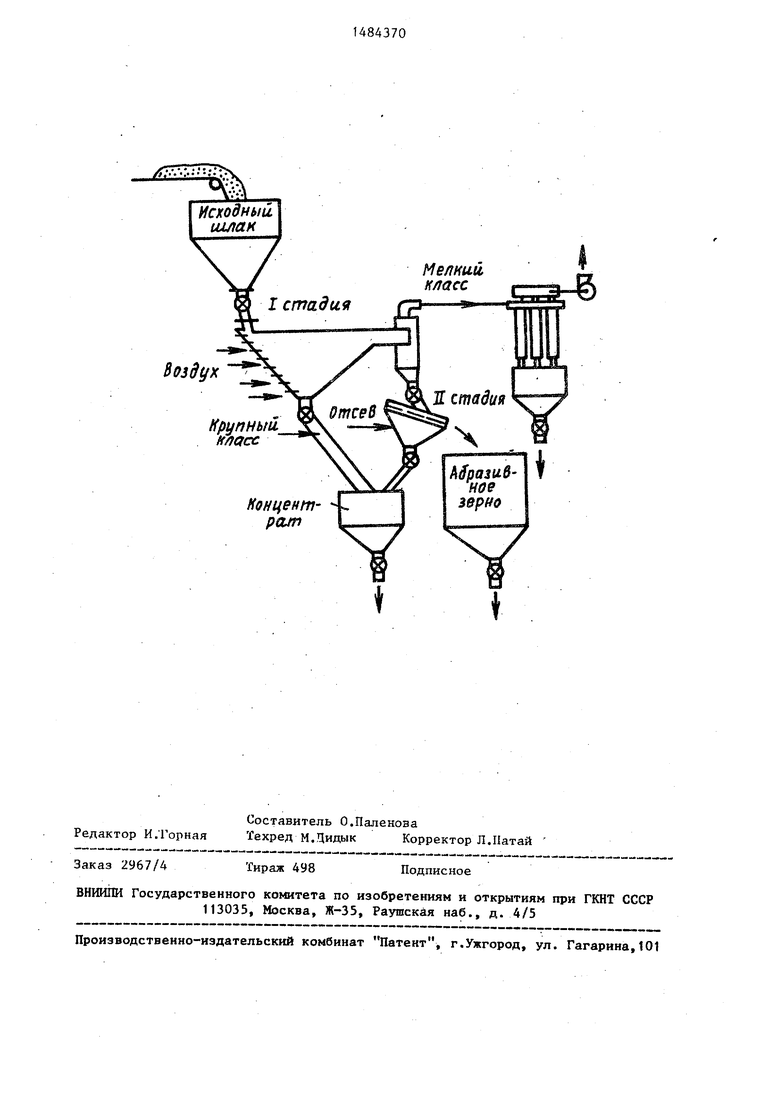
На чертеже представлена схема по-, лучения абразивного материала из шлака.
Способ осуществляют следующим образом.
Охлажденный по известному способу и измельченный до крупности минус 3-5 мм шлак подают на пневмокласси- фикацию с выделением в бункере-приемнике металлических более плотных включений крупнее нижнего предела крупности (НИК) абразива и шлака крупнее верхнего предела крупности (ВПК) получаемого абразивного материала. В осадительную камеру классификатора с воздушным потоком поступает материал, состоящий из шлаковых частиц, размеры которых не превышают ВПК абразива, и металлических корольков более мелких, чем НПК. Пылевидные
оо
4ь СО J
частицы шлака мельче НПК воздушным потоком выносятся из классификатора и улавливаются в сборнике пыли, а абразивный материал из осадителыюй камеры поступает на рассев на грохоте по НПК абразивного зерна, очищаясь практически полностью от металлических включений и остатков шлаковой пыли.
Параметры классификации шлака зависят от крупности, фазового и фракционного состава шлакового песка, требований, предъявляемых к абразивному материалу, определяются конструкцией пневмоклассификатора и регулируются скоростью воздушного потока и интенсивностью подачи исходного шлака
Как показали испытания способа на шлаках различных классов крупности, лучшие результаты достигаются при использовании материала, измельченного до минус 3-5 мм. Дробление до крупности, превышающей 5 мм, существенно снижает выход абразивного класса, ухудшает условия классификации шлака и увеличивает потери абразивного зерна с материалом крупнее ВПК абразива Известно, что металл в шлаке присутствует в виде шарообразных корольков это обусловливает их низкую абразивную способность. Размер этих включений практически не превышает 5 мм. При дроблении шлака до 5-3 мм создаются наиболее благоприятные условия для раскрытия металлических включений (отделения собственно шлака от металла), основная масса которых представляет собой корольки фракции 0-3 мм, и для последующей их классификации. Более тонкое измельчение материала, требующее использования энергоемкого оборудования (мельниц), затруднено вследствие высокой прочности и пластичности металлической фазы (например, стальных корольков) или приводит к ее интенсивному разрушению (в случае хрупких включений ферросплавов), что значительно ухудшает разделение металлической и мине ральной составляющих шлака и выделение абразивного зерна на второй стадии. При таком измельчении много металла (особенно в случае переработки ,песка из шлака ферросплавного производства) теряется не только с абразивным классом, но и с мелким пылевидным продуктом классификации.
10
15
20
25
30
35
40
45
50
55
В качестве исходного материала используют конвертерный шлак и шлак от производства силикомарганца крупностью минус 5 мм.
Исходный шлак загружают в приемный бункер и равномерно подают в пневмоклассификатор. Здесь при концентрации материала 1,5-3 кг/м3 и скорости воздушного потока 6-8 м/с осуществляют процесс разделения материала по крупности и плотности. При этом плотность металлических включений в исследуемых видах шлаков в 2- 2,5 раза превышает плотность минеральной составляющей.
Концентрация исходного материала в зоне классификации не должна превышать 3,0 кг/м3 и быть меньше 1,5 кг/м3 воздуха, продуваемого через классификатор. При интенсивности питания классификатора более 3,0 кг/м3, как показали испытания на полупромышленной установке, шлак не успевает сегрегироваться по крупности и значительная доля частиц абразивного класса крупности локализуется в бункере крупного продукта, а в абразивном классе увеличивается количество пылевидных частиц. Поступление материала на классификацию при концентрации менее 1,5 кг/м3 обусловливает такой режим взаимодействия воздушного потока ; со шлаком, при котором резко увеличивается унос в абразивный класс крупных частич шлака с размерами большими, чем его верхний предел крупности (ВПК) , и корольков металла крупнее нижнего предела крупности абразивного класса (НИК), последнее приводит к безвозвратной потере металла и ухудшению абразивности материала.
Для обеспечения разделения шлака по заданным классам крупности наиболее эффективна скорость воздушного потока 6-8 м/с. При меньших скоростях напор воздуха не в состоянии транспортировать определенную долю частиц абразивного класса в узел их локализации, что приводит как к снижению производительности выделения абразивного зерна, так и к изменению его фракционного состава. Скорость воздушного потока, превышающая 8 м/с, обусловливает существенное засорение абразивного класса крупными частицами шлака
514843
(в данном случае 2 мм) и металлическими включениями с размерами выше КИК абразивного материала.
В процессе пневмоклассификации ма- ериал разделяют на три класса - крупный, мелкий и абразивный. При этом абразивный класс подвергают дополнительному разделению на грохоте по граничному зерну 0,3 мм.IQ
Зерновой состав продуктов разделения приведен в таблице.
Материал Полученные продукты раз- , деления, мм
Способ особенно эффективен для ишаков от производства немагнитных (слабомагнитных) ферросплавов, содержащих металлические включения с повышенной хрупкостью и низкой абразивной способностью.
Формула изобретения
1. Способ выделения абразивного материала из шлаков для струйной обработки поверхностей, включающий охлаждение, дробление шлака, его пневмо- классификацию с выделением крупного абразивного и мелкого классов и извлечение металлических включений, отличающийся тем, что, с целью улучшения абразивных свойств материала и сокращения потерь металла с абразивным материалом, дробление шлака производят до крупности минус 3-5 мм, а извлечение металлических
включений осуществляют из абразивного класса на грохоте по граничному зерну 0,3 мм с выделением в подрешетный продукт металлических включений.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения абразивного зерна из ферросплавных шлаков | 1989 |
|
SU1683814A1 |
| Способ выделения абразивного материала из металлургических шлаков | 1990 |
|
SU1740084A1 |
| СПОСОБ ПРОИЗВОДСТВА УДОБРЕНИЙ ИЛИ МЕЛИОРАНТОВ ИЗ МЕТАЛЛУРГИЧЕСКОГО ШЛАКА | 2001 |
|
RU2195440C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТВАЛЬНОГО РАСПАДАЮЩЕГОСЯ ШЛАКА | 2006 |
|
RU2347622C2 |
| Способ выделения абразивных материалов из металлургических шлаков | 1989 |
|
SU1711995A1 |
| СПОСОБ ПЕРЕРАБОТКИ ШЛАКА УГЛЕРОДИСТОГО ФЕРРОХРОМА | 2001 |
|
RU2181778C1 |
| Способ выделения абразивных материалов из металлургических шлаков для обработки поверхности струйными аппаратами | 1983 |
|
SU1187884A1 |
| СПОСОБ СУХОЙ ПЕРЕРАБОТКИ УГЛЯ | 2005 |
|
RU2282503C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ | 1994 |
|
RU2056948C1 |
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ РЯДОВОГО УГЛЯ | 2005 |
|
RU2268787C1 |
Изобретение относится к черной металлургии, в частности к переработке шлаков, и может быть использовано для получения из них абразивных материалов с попутным извлечением металлических включений. Цель изобретения - улучшение абразивных свойств материала и сокращение потерь металла с абразивным материалом. Шлак охлаждают, производят его дробление до крупности минус 3-5 мм и подают в пневмоклассификатор. В последнем при концентрации шлака 1,5-3 кг/м3 и скорости воздушного потока 6-8 м/с осуществляют процесс разделения материала по крупности и плотности на три класса: крупный, мелкий и абразивный. Последний подвергают дополнительному разделению на грохоте по граничному зерну 0,3 мм. Полученный абразивный материал практически свободен от металлических включений, что повышает его абразивную способность. 1 з.п. ф-лы, 1 ил., 1 табл.
Абразивный материал, полученный по предлагаемому способу, практически свободен от металлических включений, что существенно повышает его абразивную способность.
Воздух т
Крупный, класс
Концентрат
Редактор И.Горная
Составитель О.Паленоза
Техред М.Цидык Корректор ЛЛатай
Заказ 2967/4
Тираж 498
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Сразивное
зерно
Подписное
| Способ переработки металлургическихшлАКОВ | 1979 |
|
SU806123A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ выделения абразивных материалов из металлургических шлаков для обработки поверхности струйными аппаратами | 1983 |
|
SU1187884A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
