Изобретение относится к плазменной обработке металлов и может быть использовано для резки металлов по кругу различного диаметра, в частности для вырезки стопорных колец бандажей колесных пар электровозов или тепловозов при их ремонте.
Известен способ вырезки металлов на токарных станках, заключающийся в том, что колесная пара по рельсам вручную закатывается на домкрат, центрируется, после чего ось колесной пары зажимается в пено- ли и кулачками прижимаются бурта бандажа, затем домкрат опускается. На суппорт ставится оправка, в которую закрепляется резец, включается вращение планшайбы и подводится резец сначала вручную до поверхности колесной пары, а затем включается подача.
Недостатками известного способа является то, что он трудоемок, отличается низкой производительностью и большим расходом твердосплавного инструмента.
Известно устройство для резки металла по кругу катания на специальных колесно- токарных станках, которое состоит из домкрата для подъема колесной пары, бабок, пенолей и кулачков для зажима колесной пары, планшайбы для вращения колесной пары, оправки и резца для вырезки стопорного кольца.
Недостатками известного устройства являются низкая производительность и большой расход твердосплавного инструмента.
N|
ю о о о
Наиболее близким к предлагаемому является способ плазменной резки металлов установкой АПР-403, предназначенной для механизированной воздушно-плазменной резки в стационарных условиях и обеспечивающей раскрой листового материала, резку труб круглого проката, резку сложного профиля, снятие фасок под углом 45°.
Однако недостатком известного способа является невозможность вырезки металла по кругу большого диаметра, путем глухого реза и тем самым невозможность вырезки стопорных колец бандажей колесных пар.
Наиболее близкой к предлагаемой является машина Кристалл, включающая плазмотрон, систему управления, источник питания ВПР-402М, блок числового программного управления и безлюфтовые редукторы.
Недостатком данного устройства являются узкие технологические возможности вследствие того, что оно осуществляет сквозной рез и не может быть использовано для вырезки металла по кругу большого диаметра при условии глухого реза, а также для вырезки стопорных колец бандажей колесных пар.
Целью изобретения является расширение технологических возможностей за счет обеспечения вырезки металла по кругу большого диаметра путем глухого реза при вырезке стопорных колец бандажей колесных пар локомотивов.
Указанная цель достигается тем, что согласно способу плазменной вырезки металлов, предусматривающему локальное выплавление металла по линии реза и выдувание расплава из зоны реза посредством плазмотрона, колесо устанавливают вертикально, а локальное выплавление металла осуществляют по кругу на колесе посредством установки плазмотрона под углом 80-85° к вертикальной оси и под углом 54-56° к горизонтальной оси колеса, при этом резку осуществляют со скоростью 2,1- 2,3 см/с и токе дуги плазмотрона 350-370 А.
Указанная цель достигается также и тем, что установка для плазменной вырезки металлов, содержащая плазмотрон, соединенный с источником питания и системой управления, оснащена размещенными в кабине вторым плазмотроном, механизмом прокручивания и механизмом сталкивания колесной пары, при этом плазмотроны установлены с возможностью горизонтального и вертикального установочных перемещений, механизм прокручивания выполнен в виде приводных опорных роликов, а механизм сталкивания выполнен в виде двух толкателей с приводом от пневмоцилиндра.
Для выбора оптимальных параметров способа проведены экспериментальные исследования по влиянию скорости прокручивания колесной пары, тока дуги и углов наклона плазмотронов на качество вырезки. Испытания проводили на локомотивных колесных парах типа ВЛ-60 с использованием плазмотронов ПВР-74.
В результате испытаний установлено, что во избежание заплескивания плазмотронов расплавленным металлом, образования мостика из расплава между
плазмотроном и колесом и заполнения расплавом пазухи между кольцом и ступицей, плазмотроны должны быть установлены под углом 80-85° к вертикальной оси и 54-56° к горизонтальной оси колеса и на расстоянии 15-20 мм от колеса,
При скорости вращения колесной пары менее 2,1 см/с и токе дуги плазмотрона менее 350 А не обеспечивается необходимая глубина реза 20-25 мм, достаточная для вырезки стопорного кольца. Увеличение же
скорости вращения более 2,3 см/с и тока дуги более 370 А приводит к повреждению ступицы колеса и образованию прожогов.
Таким образом, качественная вырезка стопорного кольца обеспечивается при скорости вращения колесной пары 2,1-2,3 см/с и токе дуги плазмотрона 350-370 А.
Предлагаемый способ осуществляют следующим образом.
Плазмотроны посредством механизма
перемещения устанавливают в крайнее верхнее положение. Затем на прокручивающее устройство закатывают находящуюся на рельсонакопителе колесную пару и устанавливают ее на опорные ролики. Осуществляют прокручивание колесной пары в течение 1-2 мин для проверки направления вращения, чтобы исключить затекание жидкого металла в зону выреза и ее заплавление.
Затем устанавливают каждый плазмотрон напротив соответствующего колеса посредством механизма перемещения и шаблона под углом 80-85° к вертикальной оси и 54-56° к горизонтальной оси колеса на рас ггоянии 15-20 мм от поверхности бандажа и на высоте 25-30 мм от края закатки бандажа. В результате чего обеспечивается глубина глухого реза, равная 20-25 мм.
После проведенной подготовки закры- вают кабину, включают механизм прокручивания, вращающий колесную пару со скоростью 2,1-2,3 см/с, подают воздух на плазмотроны, включают первый плазмотрон, устанавливают ток дуги 350-370 А и
производят вырезку стопорного кольца бандажа первого колеса.
После вырезки стопорного кольца бандажа первого колеса отключают электрическую дугу нажатием кнопки Стоп и переключают ручку рубильника на второй плазмотрон. Нажатием кнопки Пуск включают электрическую дугу на втором плазмотроне и производят вырезку стопорного кольца бандажа второго колеса. После вырезки стопорных колец колесной пары отключают плазмотроны, механизм прокручивания и осуществляют сталкивание колесной пары на рельсонакопитель.
Пример 1. Осуществляют вырезку стопорных колец бандажей локомотивной колесной пары типа ВЛ-60, предварительно установленной посредством мостового крана на рельсонакопителе установки для плазменной вырезки. Для этого плазмотроны типа РПТ 1, расположенные в кабине установки, поднимают в крайнее верхнее положение. Закатывают колесную пару, находящуюся на рельсонакопителе, на механизм прокручивания и осуществляют прокручивание колесной пары в течение 2 мин для проверки направления вращения. Затем плазмотроны устанавливают напротив соответствующего колеса посредством механизма перемещения и шаблона под углом 80° к вертикальной оси и 54° к горизонтальной оси колеса, на расстоянии 15 мм от поверхности бандажа и на расстоянии 25 мм от края закатки бандажа.
После проведенной подготовки опускают дверь кабины, включают механизм прокручивания, вращающий колесную пару со скоростью 2,1 см/с. Подают воздух на плазмотроны, включают первый плазмотрон, установив ток дуги 350 А, и осуществляют вырезку стопорного кольца бандажа путем глухого реза. После вырезки первого стопорного кольца отключают электрическую дугу плазмотрона и включают в том же порядке второй плазмотрон. Затем поднимают дверь кабины и проверяют качество вырезки. Затем плазмотроны и механизм прокручивания отключают и сталкивают колесную пару на рельсонакопитель. Глубина реза составляет 20 мм, происходит полное вырезание стопорных колец.
Пример 2. Способ плазменной вырезки стопорного кольца выполняют аналогично примеру 1 за исключением параметров установки плазмотронов типа РПТ 1 относительно колесной пары, а именно под углом 83° к вертикальной оси, под углом 55° к горизонтальной оси колеса, на расстоянии 20 мм от поверхности бандажа и на высоте 30 мм от края закатки бандажа.
Вырезку стопорного кольца осуществляют при скорости вращения колесной пары 2,2 см/с и токе дуги плазмотрона 360 А. Глубина реза составляет 23 мм, происходит полное вырезание стопорных колец.
Пример 3. Способ плазменной вырезки стопорного кольца осуществляют аналогично примеру 1 за исключением параметров установки плазмотронов типа
0 ПВР-74 относительно колесной пары, а именно под углом 85° к вертикальной оси, под углом 56° к горизонтальной оси колеса, на расстоянии 20 мм от поверхности бандажа и на высоте 30 мм от края закатки банда5 жа. Скорость прокручивания колесной пары при вырезке/стопорного кольца 2,3 см/с, ток дуги плазмотрона 370 А. Глубина реза составляет 25 мм, происходит полное-вырезание стопорных колец.
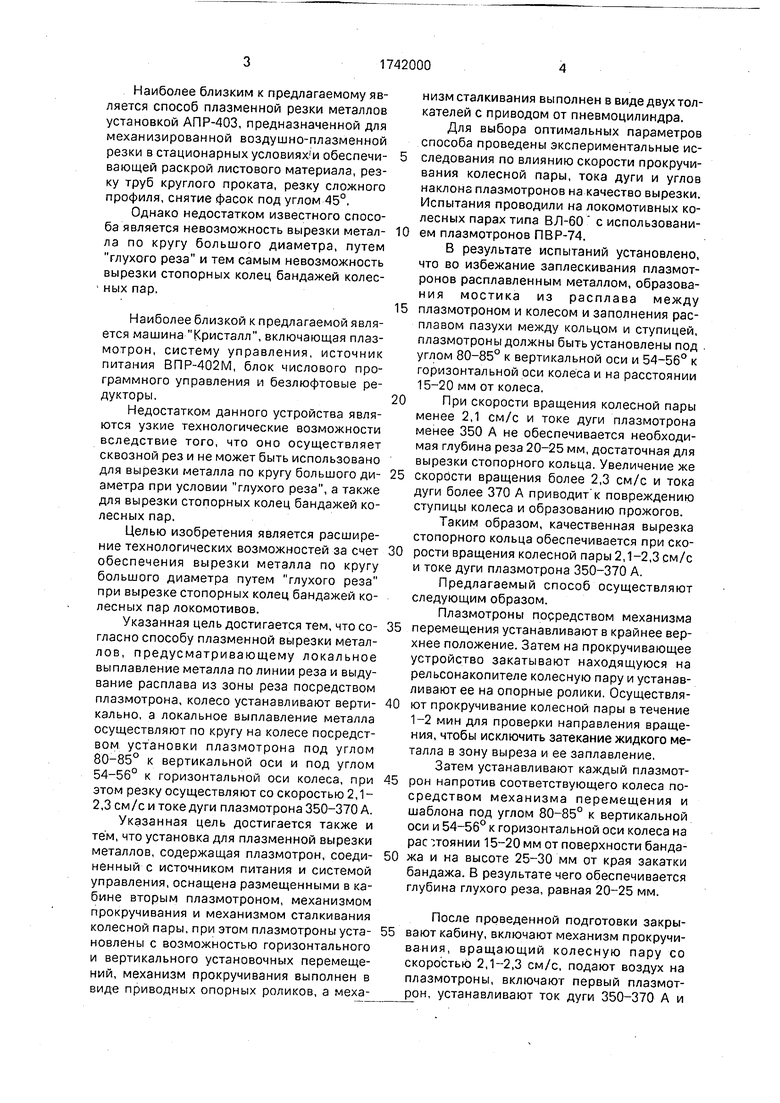
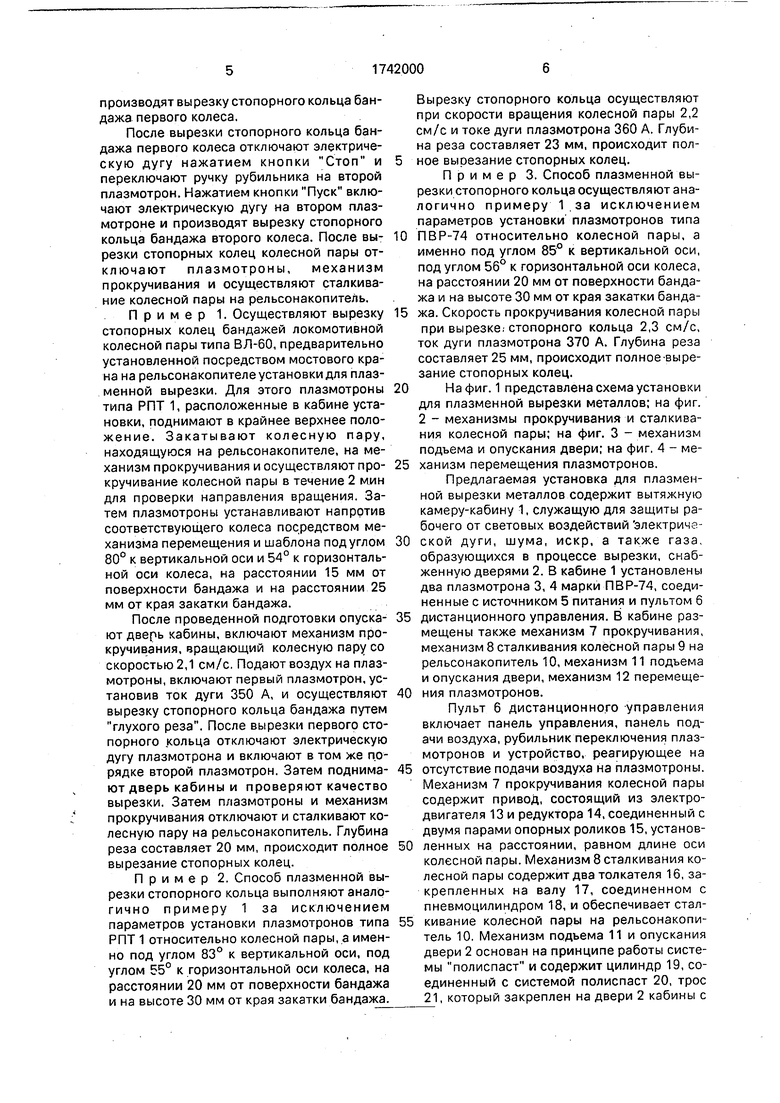
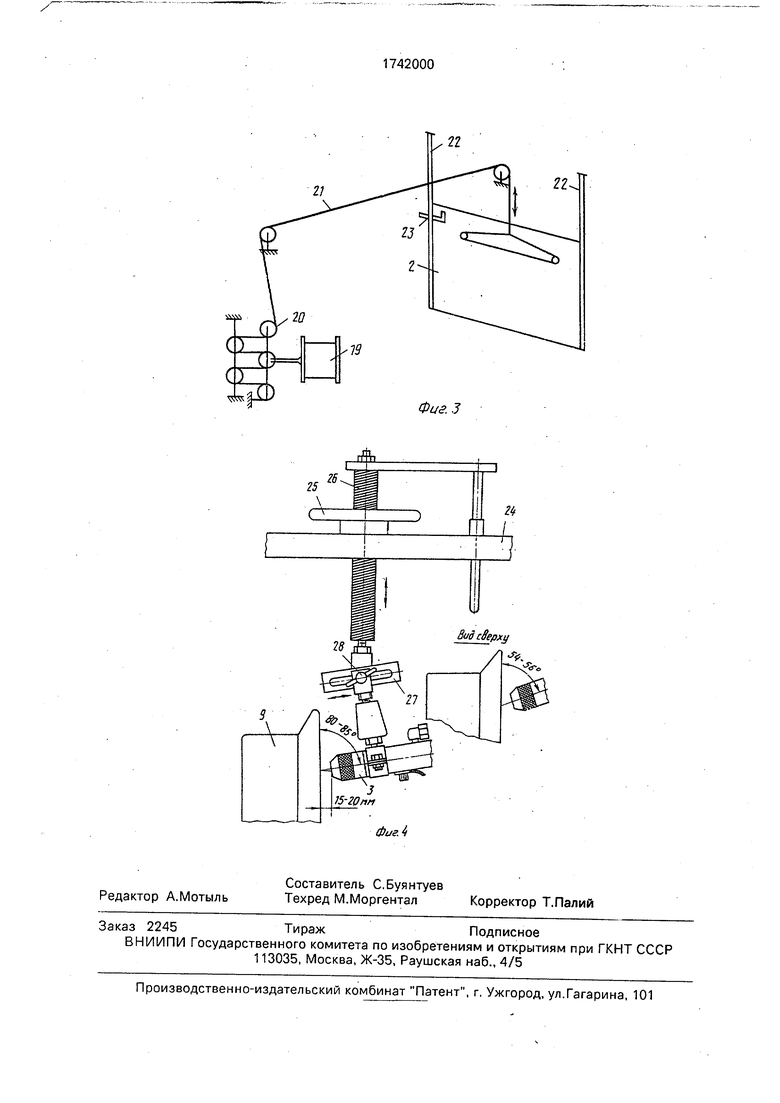
0 На фиг. 1 представлена схема установки для плазменной вырезки металлов; на фиг. 2 - механизмы прокручивания и сталкивания колесной пары; на фиг. 3 - механизм подъема и опускания двери; на фиг. 4 - ме5 ханизм перемещения плазмотронов.
Предлагаемая установка для плазменной вырезки металлов содержит вытяжную камеру-кабину 1, служащую для защиты рабочего от световых воздействий электричо0 ской дуги, шума, искр, а также газа, образующихся в процессе вырезки, снабженную дверями 2. В кабине 1 установлены два плазмотрона 3, 4 марки ПВР-74, соединенные с источником 5 питания и пультом 6
5 дистанционного управления. В кабине размещены также механизм 7 прокручивания, механизм 8 сталкивания колесной пары 9 на рельсонакопитель 10, механизм 11 подъема и опускания двери, механизм 12 перемеще0 ния плазмотронов.
Пульт 6 Дистанционного управления включает панель управления, панель подачи воздуха, рубильник переключения плазмотронов и устройство, реагирующее на
5 отсутствие подачи воздуха на плазмотроны. Механизм 7 прокручивания колесной пары содержит привод, состоящий из электродвигателя 13 и редуктора 14, соединенный с двумя парами опорных роликов 15, установ0 ленных на расстоянии, равном длине оси колесной пары. Механизм 8 сталкивания колесной пары содержит два толкателя 16, закрепленных на валу 17, соединенном с пневмоцилиндром 18, и обеспечивает стал5 кивание колесной пары на рельсонакопитель 10. Механизм подъема 11 и опускания двери 2 основан на принципе работы системы полиспаст и содержит цилиндр 19, соединенный с системой полиспаст 20, трос 21, который закреплен на двери 2 кабины с
возможностью перемещения по направляющим 22, на одной из которых установлена аварийная защелка 23.
Механизм 12 перемещения плазмотронов смонтирован на раме 24 и содержит штурвал 25 для вертикального перемещения плазмотронов по штанге 26 и направляющую рейку 27 с барашком 28 для горизонтального перемещения. Установка снабжена баком для охлаждающей воды, соединенным посредством трубопровода с плазмотронами 3,4. Кроме того, плазмотроны соединены с воздушной магистралью цеха (не показана). Установка плазмотрона относительно горизонтальной оси колеса под углом 54-56° осуществляется с помощью винта, расположенного на изоляторе, и контргайки.
Установка работает следующим образом.
Ручкой крана воздуха механизма поднятия двери, расположенной на пульте 6 управления, поднимается металлическая дверь 2 кабины 1 и закрепляется аварийной защелкой 23. Включается освещение участка и освещение внутри кабины 1. Установив плазмотроны 3, 4 в максимальное верхнее положение вращением штурвала 25, закатывают колесную пару 9 с рельсонакопите- ля 10 на механизм 7 прокручивания, который включается на 1-2 мин для проверки направления вращения и избежания смещения колесной пары во время вырезки. Проверив уровень воды в баке 29, который должен быть не ниже 15-20 см от верхней кромки бака, устанавливают механизмом 12 перемещения плазмотрона расстояние до вырезаемого кольца по шаблону, а именно на расстоянии 15-20 мм от поверхности бандажа, на высоте 25-30 мм от края закатки бандажа и под углом 80-85° к вертикальной оси и 54-56° к горизонтальной оси колеса, перемещением плазмотронов в вертикальной плоскости вращением штурвала 25 и в горизонтальной плоскости барашком 28 по направляющей рейке 27.
После проведенной подготовки дверь кабины закрывается, подается воздух на плазмотроны 3 и 4 открытием газового вентиля, редуктором устанавливается давление воздуха на манометре 4-5 кГс/см и в соответствии с технологическими рекомендаци- ями регулируется расход воздуха и включается первый плазмотрон ручкой переключения плазмотронов в положение 1 на панели пульта 6управления. Одновременно включаются механизм 7, вытяжная установка и насос подачи охлаждающей воды. Резистор регулировки рабочего тока
устанавливается в среднее положение. После вырезки стопорного кольца электрическая дуга отключается и включается второй плазмотрон. После вырезки стопорных колец отключаются вентилятор кабины, насос и механизм 7 прокручивания. Закрыв вентиль подачи воздуха на плазмотроны, поднимают металлическую дверь 2, и проверив качество вырезки, ручкой крана воздуха механизма сталкивания колесная пара 9 сталкивается на рельсонакопитель 10.
В кабину 1 закатывается следующая колесная пара и процесс вырезки стопорных колец бандажей повторяется.
Использование предлагаемых способа и установки обеспечивает расширение технологических возможностей способа за счет обеспечения вырезки металла по кругу большого диаметра путем глухого реза,
что стало возможным благодаря новым режимам обработки, прокручиванию колесной пары и новой конструкции установки. Формула изобретения
1.Способ плазменной вырезки метал- лов, включающий локальное выплавление
металла по линии реза и выдувание расплава из зоны реза посредством плазмотрона, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения вырезки металла по кругу большого диаметра путем глухого реза, при вырезке стопорных колец бандажей колесных пар локомотивов колесо устанавливают вертикально, а локальное
выплавление металла осуществляют по кругу на колесе посредством установки плазмотрона под углом 80-85° к вертикальной оси и под углом 54-56° к горизонтальной оси колеса, при этом резку осуществляют со
скоростью 2,1-2,3 см/с и токе дуги плазмотрона 350-370 А.
2.Установка для плазменной вырезки металлов, содержащая плазмотрон, соединенный с источником питания и системой
управления, отличающаяся тем, что, с целью расширения технологических возможностей за счет обеспечения вырезки металла по кругу большого диаметра путем глухого реза, установка оснащена размеще. ным в кабине вторым плазмотроном, механизмом прокручивания и механизмом сталкивания колесной пары, плазмотроны установлены с возможностью горизонтального и вертикального установочных перемещений, при этом механизм прокручивания выполнен в виде приводных опорных роликов, а механизм сталкивания выполнен в виде двух толкателей с приводом от пневмо- цилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЛЬСОВОЕ ТРАНСПОРТНОЕ СРЕДСТВО ТИПА ТРАМВАЙНОГО ВАГОНА С ПОНИЖЕННЫМ УРОВНЕМ ПОЛА, МОТОРНОГО ВАГОНА ЭЛЕКТРОПОЕЗДА ИЛИ ЛОКОМОТИВА НА ЭЛЕКТРИЧЕСКОЙ ТЯГЕ И ТРАМВАЙНЫЙ ВАГОН | 2005 |
|
RU2294293C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПЛАЗМЕННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 1997 |
|
RU2133287C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ ТЕЛА ВРАЩЕНИЯ | 2009 |
|
RU2401310C1 |
| СПОСОБ УПРОЧНЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС И ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО С УПРОЧНЕННОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2010 |
|
RU2430166C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ НАГРЕВАНИЕМ ПЛАЗМЕННОЙ СТРУЕЙ | 2009 |
|
RU2431685C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕСНОЙ ПАРЫ С ПОДОГРЕВОМ | 1996 |
|
RU2096137C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГРЕБНЕЙ КОЛЕС РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1995 |
|
RU2095211C1 |
| Устройство для плазменной резки | 1989 |
|
SU1722739A1 |
| РЕЛЬСОВОЕ ТРАНСПОРТНОЕ СРЕДСТВО ТИПА ТРАМВАЙНОГО ВАГОНА, МОТОРНОГО ВАГОНА ЭЛЕКТРОПОЕЗДА ИЛИ ЛОКОМОТИВА НА ЭЛЕКТРИЧЕСКОЙ ТЯГЕ, ТРАМВАЙНЫЙ ВАГОН С ПОНИЖЕННЫМ УРОВНЕМ ПОЛА | 2005 |
|
RU2294294C1 |
| КАБИНА ЛИФТА ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2023 |
|
RU2795631C1 |
Использование: резка металлов по кругу. Колесо устанавливают вертикально на механизм прокручивания, устанавливают механизм перемещения плазмотрона, расстояние до вырезаемого кольца 15-20 мм, высота 25-30 мм от края закатки бандажа, угол 80-85° к вертикальной оси и 54-56° к горизонтальной оси колеса. Резку осуществляют со скоростью 2,1-2,3 см/с при токе дуги плазмотрона 350-370 А двумя плазмотронами, соединенными с источником 5 питания. После обработки колесная пара механизмом сталкивания, выполненным в виде двух толкателей,снимается с механизма прокручивания. 4 ил.
16 15
Л
ft
ФигЛ
2/
7S
Фиг. J
Фиг. 4
| Металлорежущие станки | |||
| Каталог-справочник НИИмаш, ч | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Оборудование для плазменной обработки металлов ВНИИЭСО | |||
| Л., 1987, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
