Изобретение относится к механической обработке труднообрабатываемых деталей с подогревом зоны резания и может быть использовано при токарной обработке поверхности катания колесных пар вагонов и локомотивов в условиях деповского и заводского ремонта на ж. д. транспорте.
Независимо от типа ремонта обработку поверхности катания производят последовательно двумя операциями: черновой обдирочным суппортом и чистовой - копировальным суппортом. Задача обдирочной обработки снять слой наклепа, представляющий собой упрочненный слой металла толщиной до 2 мм на всей поверхности катания колес, возникающий в результате взаимодействия колесной пары (КП) с рельсами под нагрузкой в процессе эксплуатации. При этом должно быть обеспечено качество поверхности для чистового точения. Удаление наклепа сопровождается возникновением значительных сил и высоких температур в зоне резания, что резко снижает стойкость резцов, что вызывает частую их замену. Особенно значительны износ и ломка резцов, когда на упрочненной поверхности катания имеют место дефекты типа раковин, выщерблин, ползунов, приводящие к прерывистому характеру точения. Все это уменьшает производительность, увеличивает себестоимость и снижает качество ремонта колесных пар.
Известны способы нагрева обрабатываемого изделия в зоне резания с помощью плазменной дуги, объединенных термином "плазменно-механическая обработка" (ПМО). Сущность ПМО состоит в согласованном воздействии на поверхность резания струи плазмы и режущего инструмента. Использование для нагрева плазменной дуги как источника тепла с высокой степенью концентрации обеспечивает возможность локального ввода тепла непосредственно в зону резания перед кромкой режущего инструмента и разупрочнения только слоя, подлежащего удалению. При этом соответствие глубины зоны нагрева толщине снимаемой стружки может быть достигнуто рациональным сочетанием параметров подогрева и режима резания.
Среди них известен [1] способ ПМО для деталей с труднообрабатываемой поверхностью и малой шириной поверхности резания, когда струей плазмотрона, находящейся перед резцом и синхронно с ним перемещающейся, удаляют часть труднообрабатываемого слоя, при этом ширина поверхности резания, образуемая резцом, составляет не менее 1 мм, а глубина подогрева необработанной поверхности в направлении подачи превышает величину подачи не менее чем в 2 раза. Однако в случае обработки поверхности катания колесных пар удаление слоя наклепа струей плазменной дуги равносилен режиму "плазменной резки", что требует значительной мощности, подводимой к плазмотрону, и создает "закалочный" (т.е. опять упрочненный) слой металла под удаляемым слоем наклепа и, следовательно, снижает качество для последующей чистовой обработки.
Также известен способ [2] в котором плазмотрон заданной мощности устанавливают в максимальной близости от резца и выполняют с помощью дуги на поверхности резания перед резцом на канавку, расстояние от края которой до линии, образованной пересечением поверхности резания с обработанной поверхностью, в течение всего процесса необходимо поддерживать в пределах 0,5-0,2 мм. При этом ширина канавки должна лежать в пределах 0,1-0,8 от длины главной режущей кромки резца, участвующей в работе, а глубина 0,15-0,9 от подачи резца на оборот или проход, причем максимальная ее глубина должна быть расположена вблизи линии, образованной пересечением обработанной поверхности с поверхностью резания. Для этого угол между осью плазмотрона и направлением резания должен поддерживаться в пределах 20-70o, а угол между той же осью и направлением подачи в пределах 15-45o в зависимости от размеров обрабатываемой детали, глубины обработки, подачи, скорости резания параметров работы плазмотрона. Такое сочетание значений параметров режимов резания и плазменного нагрева позволяет удалять плазмой металл не со всей поверхности резания, а только с той ее части, которая соприкасается с наиболее нагруженным участком режущей кромки резца. Очевидно, что такой способ энергетически выгоднее, стойкость резцов увеличивается.
Однако данный способ технологически сложен и недостаток, связанный с образованием "закалочного" слоя под канавкой и, следовательно, ухудшение качества обработки остается. Кроме того, так как на поверхности катания колесных пар, поступающих в ремонт, имеют место несплошности дефекты в виде раковин, выщерблин, ползунов, глубина и протяженность которых может достигать соответственно десятки и сотни мм, то процесс токарно-плазменной обработки по данному способу будет носить прерывистый характер, с циклическими ударами на резец, и эффект в части повышения стойкости резцов сводится к нулю.
Близким к предлагаемому является способ, который реализован в индукционной установке [5] типа ИТ-14-100/10 для отжига КП, внедренный в вагонном депо ст. Инская Западно-Сибирской железной дороги. Нагревательным элементом здесь служит двухвитковый водоохлаждаемый индуктор, обтекаемый электрическим током высокой частоты. Установка содержит поворотные устройства нагревательных элементов, механизмы опускания и подъема последних и вращения колесной пары, систему охлаждения и пульт управления. Подогрев ободьев колесной пары осуществляют предварительно перед обточкой поверхности катания. Для этого колесную пару подают с помощью поворотника на установку, вращают со скоростью 0,2 об/мин, опускают нагревательные элементы, устанавливая зазор 4-5 мм между поверхностью катания и индуктором, подают электрический ток высокой частоты в индукторы и обеспечивают режим нагрева до 750-850oC в следующей последовательности: вначале на участке поверхности катания длиной до 110 мм мощность в индукторах плавно увеличивают от нуля до максимума, затем совершают один оборот колесной пары с перекрытием участка нагрева на 100 мм и отключают нагрев и механизм вращения. Далее осуществляют подъем нагревательных блоков, выкатку колесной пары из установки, обеспечивают ее остывание на воздухе в течение 1,5 ч до температуры 40-50oC, после чего подают на колесотокарный станок, где выполняют обточку по действующему типовому техпроцессу. Очевидно, что индукционный отжиг КП позволяет повышать ресурс резцов и качество обработки, так как значительно снижаются механические свойства поверхностного слоя ободьев КП, определяющего его сопротивление резанию при сохранении способностей инструмента.
Однако данному способу присущи следующие недостатки: 1) нагрев производят по всей поверхности катания, что приводит к большим энергетическим затратам; 2) значительные потери времени, связанные с остыванием колесных пар, и вытекающие отсюда технологические и организационные "неудобства", особенно в условиях деповского ремонта; 3) необходимость установки дополнительного громоздкого оборудования и потребность в значительных дополнительных производственных площадях.
Повышение стойкости резцов, следовательно, повышение производительности и уменьшение стоимости токарной обработки поверхности катания колесных пар, обеспечение качества подготовки для чистового точения можно достичь путем рационального сочетания параметров, с одной стороны, режима резания, но с учетом глубины предварительно обнаруженных дефектов на поверхности катания, и с другой стороны, режима подогрева плазменной дугой прямого действия.
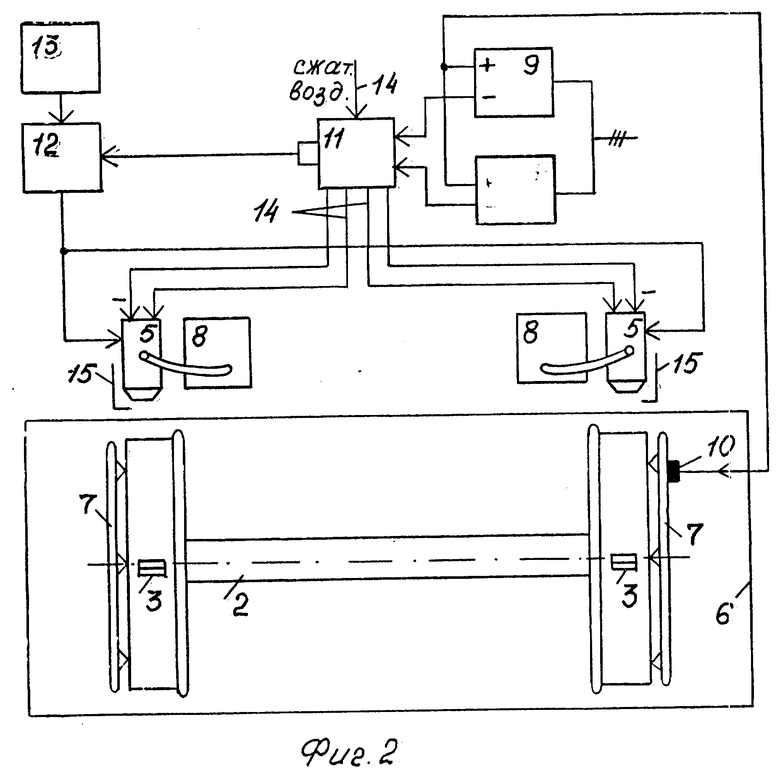
Проведенные авторами исследования процесса ПМО поверхности катания вагонных колесных пар показали, что данная задача может быть решена без подогрева всего срезаемого слоя или частичного его расплавления плазменной дугой. Для этого, и в этом суть предлагаемого способа, нагревают только слой наклепа, т. е. поверхностный слой, на глубину не более 2 мм, что обеспечивается размещением пятна плазменной дуги перед резцом на расстоянии в пределах L= 100-200 мм с зазором l=25-30 мм между плазмотроном с диаметром сопла 5 мм, углами атаки 70o и наклона 75o и поверхностью катания и установления скорости резания в пределах 29,0-41,0 м/мин. При этом срезают слой толщиной или не меньше, чем глубина предварительно обнаруженного дефекта, но не менее 2 мм, или превышающий слой наклепа при отсутствии дефекта на всей поверхности катания. Ток дуги плазмотрона устанавливают в пределах 180-250 А, причем минимальное его значение 180 А в случае отсутствия дефектов на поверхности катания и выбора глубины резания порядка 2 мм, максимальное 250 А при глубине порядка 10 мм, все промежуточные значения тока устанавливают в линейной зависимости от требуемой глубины t резания в пределах 2-10 мм по формуле: 180+8,75(t-2).
Исследования показывают, что, хотя температуры предварительного прогрева при ПМО поверхности катания явно недостаточно для разогрева "в лоб" всего срезаемого слоя, например, толщиной 10 мм, усилия резания снижаются в 1,5-2 раза. Видимо, кроме явления температурного разупрочнения слоя наклепа, под ним имеет место влияние, в частности, высоких температурных градиентов, которые складываются на условной плоскости с напряжениями деформации стружки резцом, помогают резцу, из-за чего нагрузка на него снижается. Данное утверждение не противоречит результатам электрического моделирования процессов термического разупрочнения, приведенных в [3,4] "Облегченные" условия резания обеспечивают качество подготовки поверхности к последующей чистовой обработке копировальным суппортом, способствуют сохранению стойкости резцов и позволяют выполнить черновую обработку поверхности катания обдирочным суппортом за один проход от наружного торца до гребня колеса. Таким образом, кроме обеспечения качества, увеличивается производительность и уменьшается стоимость обработки поверхности катания колесных пар.
Способ токарной обработки поверхности катания колесной пары поясняется фиг. 1 и 2, на которых приведены соответственно схема расположения плазмотрона и резца относительно поверхности катания и схема реализации ПМО колесных пар.
Поверхность катания 1 колесной пары 2 обрабатывают резцом 3, обеспечивая предварительный подогрев слоя наклепа дугой 4 плазмотрона 5, установленного под углом атаки 70o и углом наклона 75o к поверхности катания, на расстоянии L= 100-200 мм по линии резания перед резцом 3 и с зазором между торцом сопла плазмотрона 5 и центром анодного пятна дуги 4 l=25-30 мм.
Устройство, реализующее способ, содержит (фиг.2) колесотокарный станок 6 с обрабатываемой колесной парой 2, закрепленной в планшайбах 7, плазмотроны 5 над поверхностями 1 катания колес, снабженные манипуляторами 8, обеспечивающими выставление углов и зазор l, обдирочные резцы 3, источники питания 9 плазменной дуги 4 и обоих плазмотронов 5, токоподвода плюсовых шин в виде щеточного узла 10, пульт 11 управления, водяной насос 12 и бак 13 с водой, магистрали 14 сжатого воздуха и кожуха 15. В устройстве применены плазмотроны 5 прямого действия. Минусовые шины источников 9 присоединены к катодам соответствующих плазмотронов 5 через пульт 11 управления. Плюсовые шины объединены и подключены к колесной паре 2, служащей анодом, через щеточный узел 10 токоподвода, прижатый к одной из планшайб 7. В качестве ионизирующего газа применен воздух, который под давлением через вентиль в пульте 11 по воздушной магистрали 14 подается к плазмотронам 5. Охлаждение последних осуществлено водой, нагнетаемой насосом 12 из бака 13, включаемого пультом 11 управления. Манипуляторы 8 и резцы 3 на каждой стороне колесной пары 2 установлены на резцедержателях (на фиг. 2 это не показано), чем обеспечивается синхронность их перемещения при ПМО, с выдержкой расстояния между ними в пределах 100-200 мм. Кожух 15 на каждом плазмотроне 5 защищает лицо и глаза токаря от вредного действия лучей дуги 4.
Колесную пару 2 после дефектоскопирования и изменения глубины обнаруженных поверхностных дефектов на поверхности катания 1 подают кран-балкой на колесотокарный станок 6. После центровки и зажима колесной пары 2 в планшайбах 7, установки 3 в резцедержателях и запуска станка 6 настраивают плазмотроны 5: с помощью манипуляторов 8 устанавливают угол атаки 70o, угол наклона 75o и зазор l=25-30 мм и размещают плазмотроны 5 перед резцом 3 на поверхности катания 1 на расстоянии L=100-200 мм по линии резания (фиг. 1). Далее выключатели на источниках 9 ставят в положение "Вкл" (на фиг. 2 не показано) должны загореться лампы зеленого цвета, включают водяной насос 12 и открывают воздушную магистраль 14, с помощью вентилей, расположенных в пульте 11 управления, нажимают кнопку готовности должны загореться лампы готовности по давлению воды, воздуха, электропитания. Затем на пульте 11 управления устанавливают параметры ПМО, в частности силу тока дуги 4 при отсутствии дефектов на поверхности катания 1 180 А, при наличии дефекта в линейной зависимости от глубины t(мм) обнаруженного дефекта, т.е. 180+8,75(t-2). Затем приступают к точению первого колеса. Когда резец 3 приблизится к ободу на 5 мм, включают дугу дистанционной кнопкой на пульте 11 управления и корректируют при необходимости расположение анодного пятна дуги 4 манипулятором 8. Срезают слой толщиной не менее чем 2 мм, если дефекты на поверхности катания обнаружены не были, или не менее, чем глубина обнаруженного дефекта. Приступают к точению второго колеса, для этого также приближают соответствующий к ободу второго колеса резец, включают дугу второго плазмотрона 5 дистанционной кнопкой на пульте 11 управления и корректируют при необходимости расположение анодного пятна дуги второго плазмотрона 5 на поверхности катания 1.
Интервалы времени ПМО первого и второго колеса смещены, что дает возможность вести обработку КП одним токарем. Обработку плазмой продолжают до окончания точения каждого колеса, после чего дуги соответствующих плазмотронов выключают. Затем выключают кнопку "Выкл" на пульте 11 управления, а также выключают насос 12, перекрывают подачу сжатого воздуха по магистралям 14 и выключают источники питания 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕС РЕЛЬСОВОГО ТРАНСПОРТА | 2020 |
|
RU2754627C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 2022 |
|
RU2809615C1 |
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА | 2001 |
|
RU2208501C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВОК СТАНОВ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2327749C1 |
| КОЛЕСОТОКАРНАЯ РЕЖУЩАЯ ПЛАСТИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2196026C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2001 |
|
RU2201317C2 |
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА И ФАСОННЫЙ РЕЗЕЦ ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1999 |
|
RU2152848C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2000 |
|
RU2198767C2 |
| Защитно-вентиляционное устройство к токарному станку для плазменно-механической обработки | 1985 |
|
SU1268373A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |
Использование: изобретение относится к механической обработке и предназначается для обработки резанием с предварительным подогревом, в частности, поверхности катания колесных пар железнодорожного подвижного состава. Сущность изобретения: для устранения наклепа и дефектов типа нарушения сплошности на поверхности катания обработку производят с плазменным подогревом обрабатываемой плазменной дугой прямого действия, для чего ее размещают перед резцом на расстоянии 100-200 мм с зазором 25-30 мм между плазмотроном и поверхностью катания, а глубину резания и ток дуги устанавливают соответственно 2 мм и 180 А в зависимости от глубины обнаруженных дефектов на поверхности катания. 2 ил.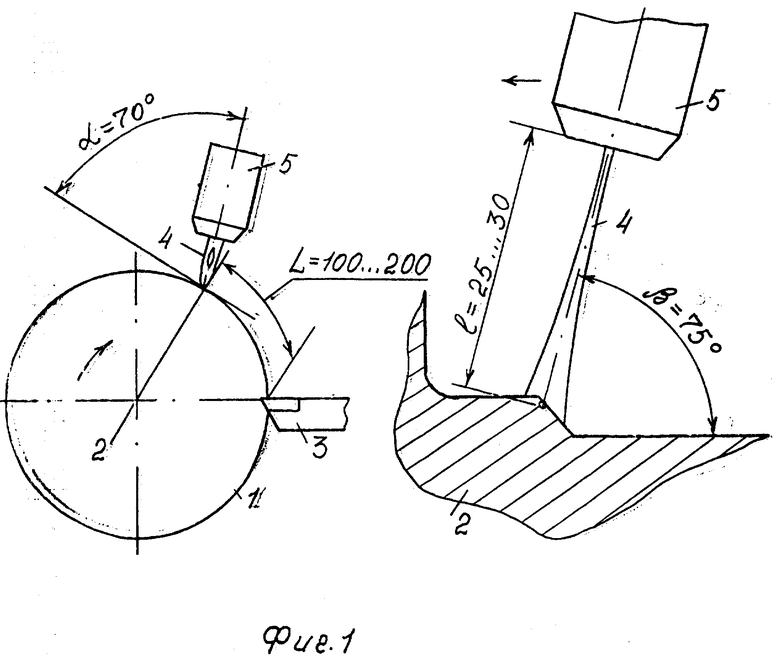
Способ токарной обработки поверхности катания колесной пары с подогревом, согласно которому осуществляют подогрев ободьев колесной пары, затем производят обработку резцом поверхности катания на колесотокарном станке, отличающийся тем, что подогрев обрабатываемой поверхности осуществляют плазменной дугой прямого действия, для чего ее размещают перед резцом на расстоянии 100 200 мм с зазором 25 30 мм между плазмотроном и поверхностью катания колесной пары, а глубину резания и ток дуги устанавливают соответственно 2 мм и 180 А и более в зависимости от глубины обнаруженных дефектов на поверхности катания.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ плазменно-механической обработки | 1977 |
|
SU691243A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ механической обработки с подогревом | 1975 |
|
SU860936A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Шатерин М.А., Медко В.С | |||
| Некоторые факторы повышения производительности процесса резания с плазменным подогревом | |||
| Прогрессивные методы обработки резанием | |||
| - Л.: Машиностроение, 1981, с.6 - 11 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Шатерин М.А | |||
| Перспективы повышения механической обработки труднообрабатываемых материалов за счет плазменного нагрева заготовок | |||
| Справочник пути повышения производительности и точности металлорежущего оборудования и автоматизации технологических процессов в машиностроении | |||
| - М.: Машиностроение, 1980, с.118 - 121 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Установка для отжига поверхности катания колесных пар | |||
| Западно-Сибирская ж.д | |||
| Реверсирующий механизм при джигерсах | 1922 |
|
SU1529A1 |
| Прибор для охлаждения жидкостей в зимнее время | 1921 |
|
SU1994A1 |
