У
/ 
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| Лепестковый круг | 1986 |
|
SU1430242A1 |
| ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ | 1992 |
|
RU2032525C1 |
| ЛЕПЕСТКОВЫЙ ПОЛИРОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2241591C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
Использование: при шлифовании и полировании лепестковыми кругами. Сущность изобретения : на ступице 1 размещают лепестки 2 и 3 L-образной формы разной зернистости Зернистость изменяется в осевом направлении. Ступица 1 в осевом направлении имеет постоянное сечение. Нижняя полка лепестка служит его основанием. Ширина основания в два раза больше рабочей части лепестка. 2 ил.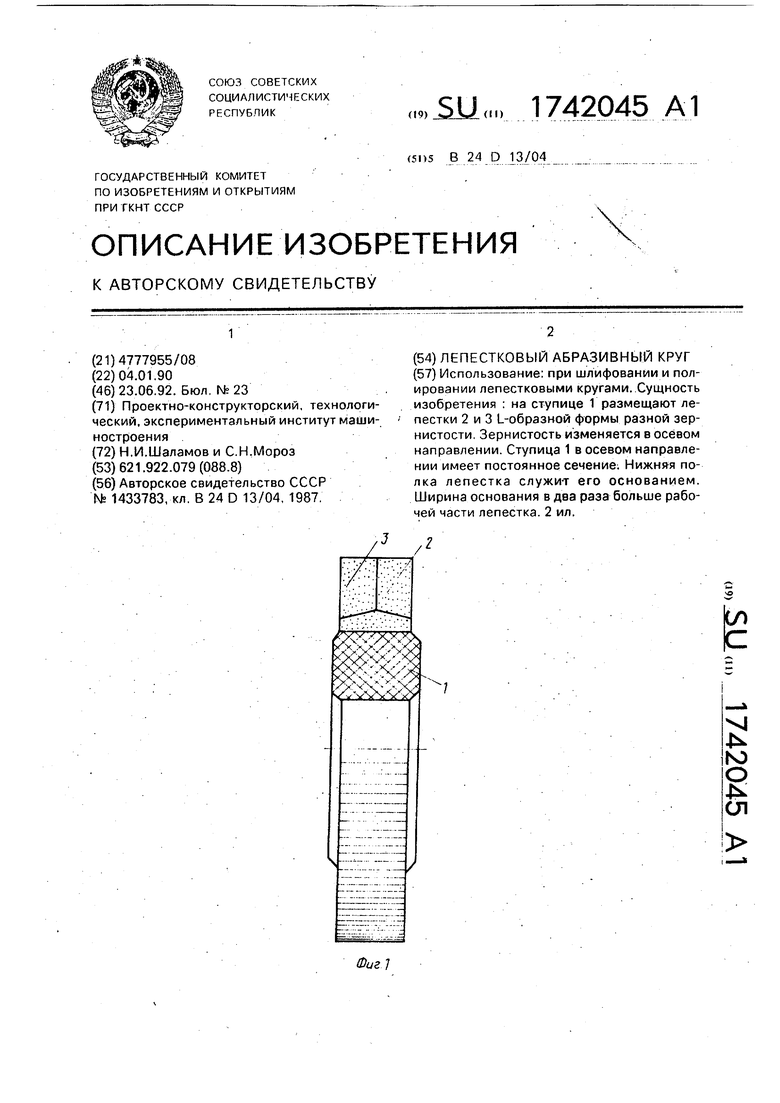
Щ
Vs.XxV/
лХлу9Х/Ь|
Л -.хх
-V
Х/Ь|
х
-V
Ё
VI N
ND
о
4 СП
:
Изобретение относится к инструментальному производству и касается конструкции лепестковых кругов для отделочных операций.
Цель изобретения - повышение качества обрабатываемой поверхности.
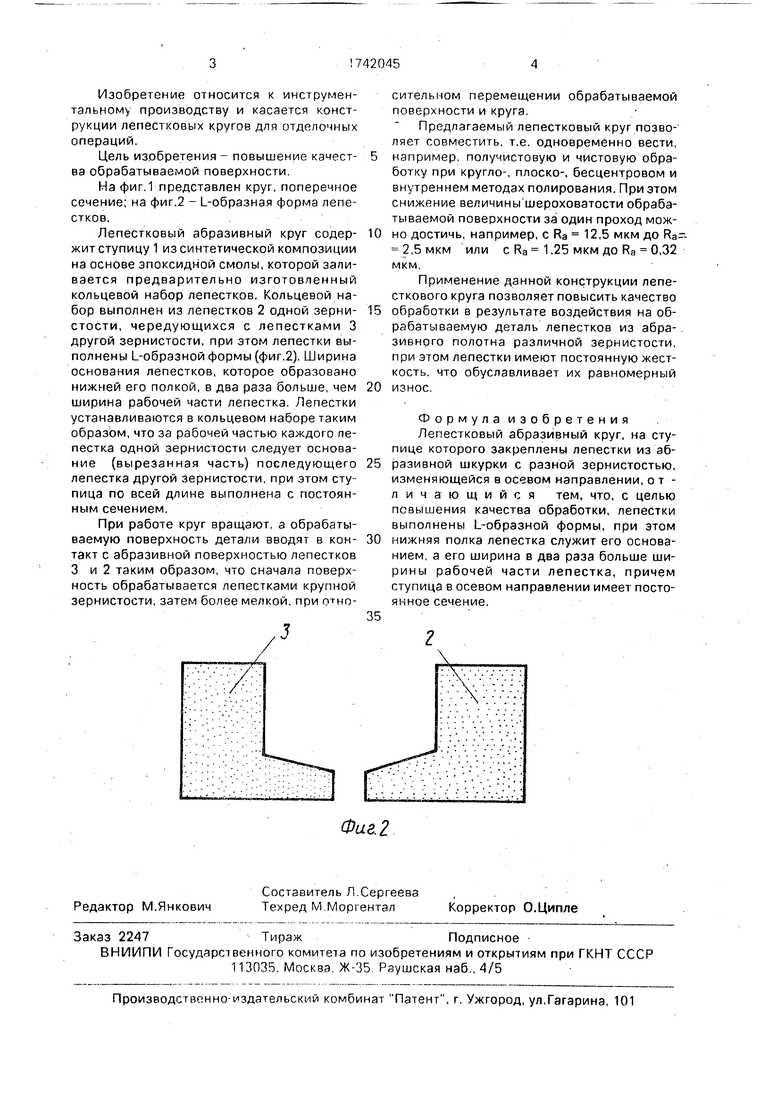
На фиг.1 представлен круг, поперечное сечение; на фиг.2 - L-образная форма лепестков.
Лепестковый абразивный круг содержит ступицу 1 из синтетической композиции на основе эпоксидной смолы, которой заливается предварительно изготовленный кольцевой набор лепестков. Кольцевой набор выполнен из лепестков 2 одной зернистости, чередующихся с лепестками 3 другой зернистости, при этом лепестки выполнены 1 -образнойформы(фиг,2). Ширина основания лепестков, которое образовано нижней его полкой, в два раза больше, чем ширина рабочей части лепестка. Лепестки устанавливаются в кольцевом наборе таким образом, что за рабочей частью каждого лепестка одной зернистости следует основание (вырезанная часть) последующего лепестка другой зернистости, при этом ступица по всей длине выполнена с постоянным сечением.
При работе круг вращают, а обрабатываемую поверхность детали вводят в контакт с абразивной поверхностью лепестков 3 и 2 таким образом, что сначала поверхность обрабатывается лепестками крупной зернистости, затем более мелкой, при гино0
5
0
5
0
сительном перемещении обрабатываемой поверхности и круга,
Предлагаемый лепестковый круг позволяет совместить, т.е. одновременно вести, например, получистовую и чистовую обработку при кругло-, плоско-, бесцентровом и внутреннем методах полирования. При этом снижение величины шероховатости обрабатываемой поверхности за один проход можно достичь, например, с Ra 12,5 мкм до Ra 2,5 мкм или с Ra 1.25 мкм до Ra 0,32 мкм.
Применение данной конструкции лепесткового круга позволяет повысить качество обработки в результате воздействия на обрабатываемую деталь лепестков из абразивного полотна различной зернистости, при этом лепестки имеют постоянную жесткость, что обуславливает их равномерный износ.
Формула изобретения Лепестковый абразивный круг, на ступице которого закреплены лепестки из абразивной шкурки с разной зернистостью, изменяющейся в осевом направлении, отличающийся тем, что, с целью повышения качества обработки, лепестки выполнены L-образной формы, при этом нижняя полка лепестка служит его основанием, а его ширина в два раза больше ширины рабочей части лепестка, причем ступица в осевом направлении имеет постоянное сечение.
| Лепестковый абразивный круг | 1987 |
|
SU1433783A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
