4
О
ю
4 N3
Изобретение относится-к механообработке при проведении отделочных операций лепестковыми кругами.
Цель изобретения - повышение качества работы.
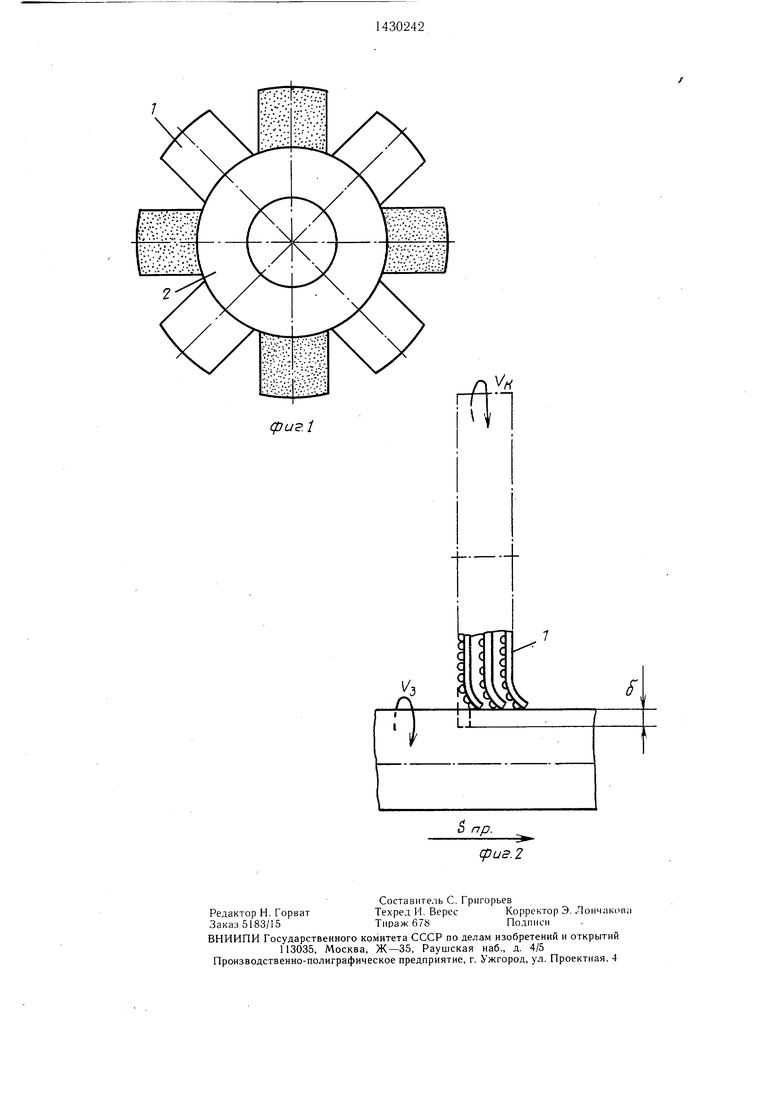
На фиг. 1 показан предлагаемый круг; па фиг. 2 - схема деформации лепестков при работе.
Пакеты 1 лепестков из шлифовальпой пжурки радиально закреплены на эпоксидной ступице 2. Лепестки в пакетах пооче- редпо развернуты на 180° своими абрази- восодержащими слоями и расположены в плоскости вращения круга.
Круг работает следующим образом.
Круг устанавливается па щпиндель круглон лифовалъного станка и с вращением (VK) вводится в контакт с вра- цаюп1.ейся заготовкой ( ). Для осуществ- омепия съема металла круг подается на деталь до образования необходимой деформации его лепестков б (фиг. 2). При этом лепестки отгибаются в направлении перемещения детали Snp . В процессе обработки пакеты лепестков последовательно один за другим входят и выходят из контакта с обрабатываемой деталью. Пакеты лепестков, у которых абразнвосодержащий слой на- нравлеп навстречу пере.мещению детали (фиг. 2), прижимаются к обрабатываемой поверхности этим слоем и осуществляют снятие металла. Пакеты с противополож- пым паправление.м лепестков прижимаются к детали тканевым основанием и снятие металла практически пе производят. При движении стола с деталью в обратном направлении картипа работы пакетов лепестков меняется па противоположную.
Проведены сравнительные испытания двух вариантов конструкций лепестковых кругов 0 300 мм. Лепестки изготовлены из водостойкой шлифовальной пкурки на тканевой основе зернистостью 14А8. Ис- нытания проводились на станке ЗБ12. Скорость круга 35 м/с, скорость врап1епия детали 12 м/мин. Образцы 0 50 мм длиной 200 мм из стали 45, нормализованной, с исходной щероховатостью после щли- фования ,5 мкм обрабатывались способом «на проход при скорости возвратно-поступательного перемещения стола 5 м/мин и деформации круга в радиальном направлении мм в 5 мин.
В первом опыте круг состоял из пакетов лепестков, абразивосодержащий слой которых имел одинаковое направление во всех пакетах. После обработки образца этим кругом съем на диаметр составлял 65 мкм, а шероховатость К(2,6-3,1 мкм.
Во втором опыте испытывался предлагае- мый круг. При этом съем металла па диаметр составлял 95 мкм, а шероховатость R(,2-1,5 мкм.
0
5 5
0
5
0
5
0
Во втором опыте съем металла в 1,5 раза более высокий, высота микронеровностей заметно снизилась. При обработке кругом с.односторонним расположением пакетов лепестков основной съем металла (примерно 80%) происходит при движении стола навстречу абразивосодержашему слою При обратном ходе лепестки прижимаются к детали тканевой основой и съем рез-, ко падает.
При обработке предлагаемым кругом съем металла при движении стола в одну и другую стороны одинаковый. Условия резания двумя кругами отличаются, так как при обработке предлагаемым кругом направление рисок при каждом новом проходе изменяется по сравнению с предыдущим. Благодаря этому зерна осуществляют движение под углом к ранее нанесенным на предыдущем проходе рискам. При пересечении рисок стружки имеют пилообразный профиль или состоят из ряда отдельных элементов, что облегчает процесс их диспергирования. Наличие сетки .микронеровностей при обработке предлагаемым кругом также лежит в основе заметного повышения качества поверхности.
В специа.льном эксперименте испытывался предлагаемый круг, у которого половина пакетов лепестков была изготовлена из шлифова.льной 1пкурки зернистостью 14А8 а вторая по.товина пакетов - из более мелкозернистой П1курки зернистостью 14А4. Если при полировании этим кругом последний проход производить в направлении абразивосодержащего слоя мелкозернистых лепестков, то П1ероховатость поверхности существенно снижается по сравнению с тем с.лучаем, когда последний проход выполнен в панрав.чении абразивосодержащего слоя крупнозернистых лепестков. Шероховатость поверхности соответственно равна Ra. 0,7-- 0,8 мкм и RO. 1-1,2 мкм.
Таким образом, использование предложенного круга позволяет повысить производительность обработки при одновременном улуч|пении качества полирования, т. е. рас- Н Ирить технологические возможности.
Формула изобретения
1.Лепестковый круг, содержащий, ступицу с установленными на ней пакетами абразивных лепестков, абразивосодержа- щая поверхпость которых параллельна торпам круга, отличающийся тем, что, с целью повьцнения качества обработки, аб- разивосОлЧержащие поверхности смежных пакетов направлепы в противоположные стороны.
2.Лепестковый круг по п. 1, отлинаю- щийся те.м, что зернистость лепестков в пакетах одного направления меньще зернистости лепестков в пакетах другого направления.
фиг.1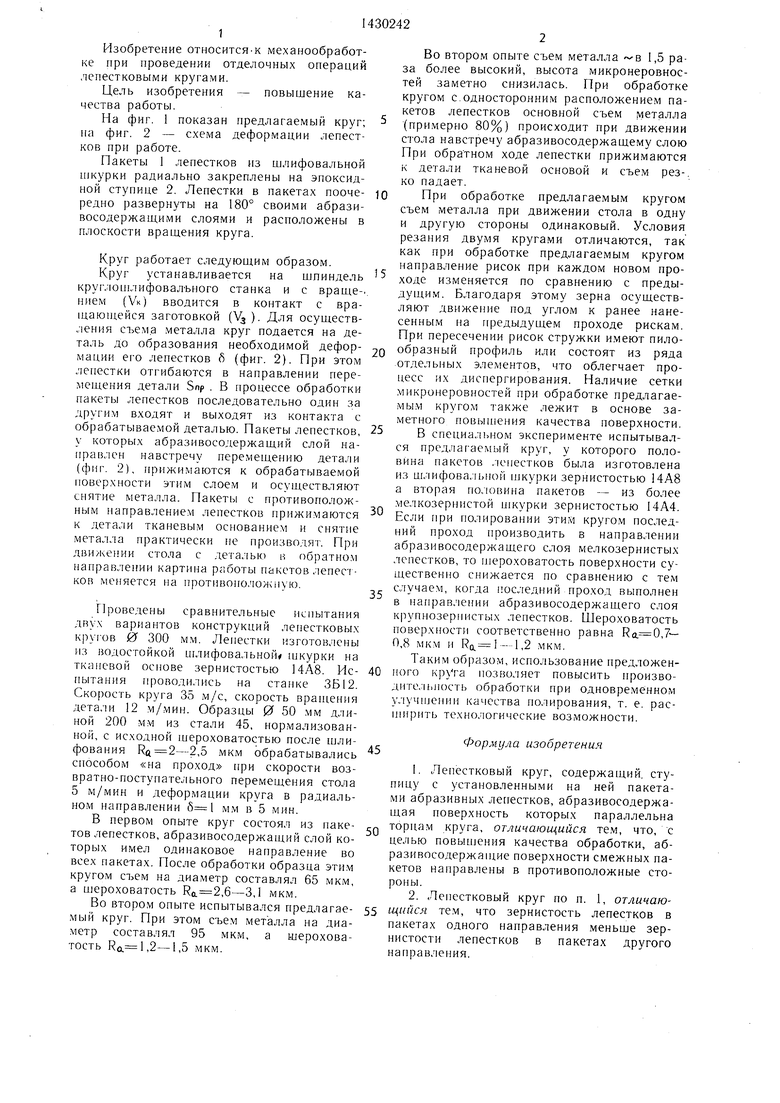
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый полировальный круг | 1987 |
|
SU1511099A1 |
| Способ правки лепесткового круга | 1987 |
|
SU1541036A1 |
| Способ изготовления лепесткового круга | 1990 |
|
SU1726224A1 |
| Лепестковый полировальный круг | 1986 |
|
SU1357207A1 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ КРУГ | 1998 |
|
RU2147507C1 |
| Торцовый лепестковый круг | 1987 |
|
SU1414603A1 |
| Лепестковый абразивный круг | 1986 |
|
SU1393612A1 |
| Лепестковый круг | 1980 |
|
SU867629A1 |
| Способ правки шлифовального круга бесцентрово-шлифовального станка | 1987 |
|
SU1553356A1 |
| Способ изготовления лепесткового полировального круга | 1982 |
|
SU1060453A2 |
Изобретение относится к области механообработки при проведении отделочных операций лепестковыми кругами. Цель изобретения - повышение качества обработки. Для этого обработку производят, цри возвратно-поступательном перемещении круга относительно детали. При этом плоскости пакетов устанавливают на ступице параллель- но плоскости вращения круга, а направление абразива пакетов чередуют по окружности круга. Кроме того, абразив пакетов одного направления может отличаться по зернистости от абразива пакетов другого направления, а последний проход необходимо осуществлять в таком направлении, чтобы работали пакеты с более мелким абразивом. 1 з.п. ф-лы, 2 ил.
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБОБУЛОЧНОГО ИЗДЕЛИЯ | 2010 |
|
RU2430522C1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
