4::
СО
со
00 оо
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый круг | 1986 |
|
SU1430242A1 |
| Лепестковый абразивный круг | 1990 |
|
SU1742045A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1502288A1 |
| Лепестковый полировальный круг | 1986 |
|
SU1430243A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
| Лепестковый круг | 1991 |
|
SU1795937A3 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1380926A2 |
| Лепестковый круг | 1989 |
|
SU1773709A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
изобретение относится к производству режущего инструмента, в частности касается конструкции лепестковых кругов. Цель изобретения - повышение качества обработки путем изменения деформации лепестков в осевом направлении. Для этого ступица выполнена в виде соосно установленных втулок разного наружного диаметра. На втулках закреплены лепестки, выполненные с переменной высотой, изменяющейся в осевом направлении соответственно изменению диаметров втулок. Лепестки могут быть выполнены разной зернистостью, изменяющейся в осевом направлении. 1 з.п. ф-лы, 1 ил.
М
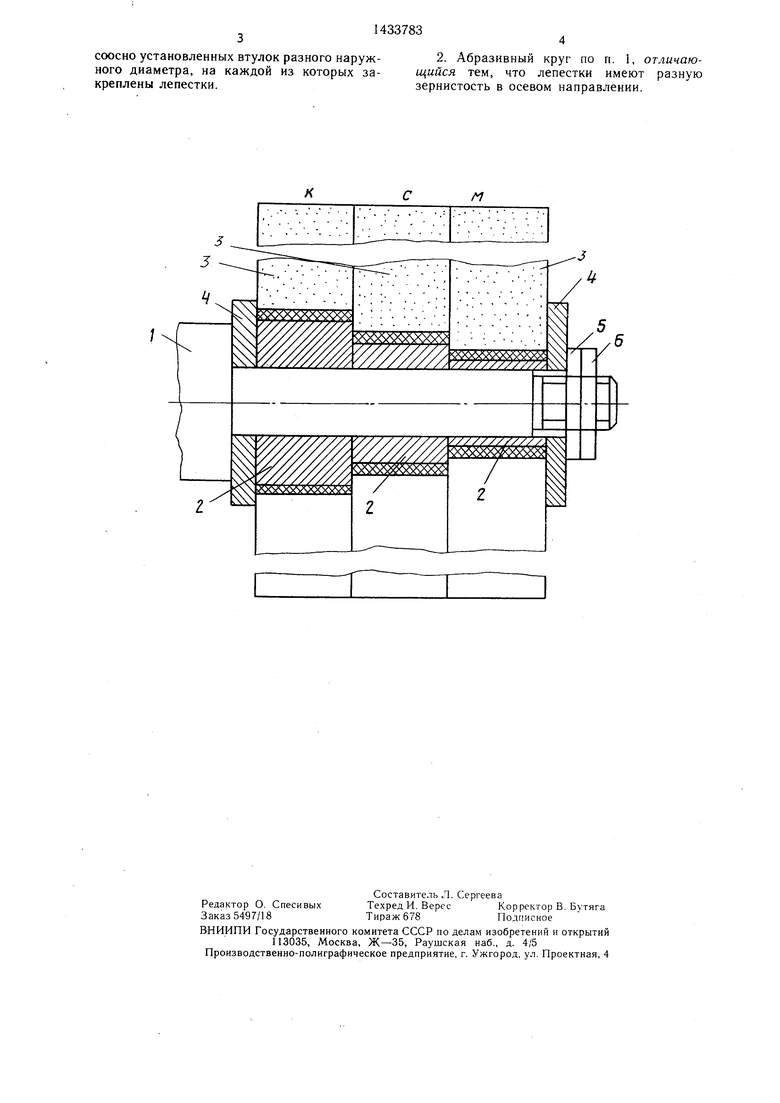
I Изобретение относится к производству |режущего инструмента, в частности, к конструкции лепестковых кругов. Целью изобретения является повышение ;качества обработки путем последовательной Обработки поверхности лепестками с раз- р1ичной степенью деформации. На чертеже показан осевой разрез лепесткового абразивного круга. I Лепестковый абразивный круг содержит рправку 1, ступицу 2, абразивные лепест- ки 3, фланцы 4, ступица 2 выполнена в |виде втулок разного наружного диаметра, icoocHO установленных на оправке 1. На каждой втулке расположен ряд лепестков 3 с зернистостью, отличной от зернистости других рядов.
Изготовление и сборка лепесткового круга осуществляется следующим образом. I Изготавливают комплект втулок разного наружного диаметра с одинаковым централь- |ным отверстием, одинаковой или разной длиной, при этом общая длина втулок равняется длине ступицы 2. Абразивное полотно нарезают на полосы шириной, равной длине абразивного лепестка 3, например, на дисковых ножницах. Вырубают из полос, например, на штампе абразивные лепестки 3 и скрепляют их с втулками, образующими |ступицу 2, ширина абразивного лепестка 3 |равна длине втулки, а сумма двух длин ;лепестка 3 плюс диаметр втулки, на котором они размещены, равна наружному диаметру круга. Например, ступица 2 состоит из трех втулок длиной каждая по 30 мм, внутренний диаметр ступицы 32 мм, наружный диаметр круга 200 мм, длина лепестка 3, устанавливаемого на первой втулке, 80 мм, длина лепестка, устанавливаемого на второй втулке, 60 мм, длина лепестка 3, устанавливаемого на третьей втулке, 50 мм, тогда наружные диаметры втулок будут соот- 1ветственно равны: первой 40 мм, второй |80 мм, третьей 100 мм, т.е. a i+2/i d2+2/2 d3+2/3 D ap, где di, dz, ds - наружные |диаметры втулок, составляющих ступицу 2; И, /2, /3 - длина лепестков 3, устанавливае- :мых на 1-й, 2-й, 3-й втулках соответствен- но; )нар. - наружный диаметр круга.
Зернистость лепестков 3 будет на 1-й ;втулке - мелкая, на 2-й - средняя, на 3-й - крупная, т.е. лепестки 3 с крупной зернистостью установлены на втулке с большим наружным диаметром (с меньшей степенью деформации), лепестки 3 с абразивом средней зернистости расположены на втулке среднего диаметра, а лепестки 3 с мелким абразивом - на втулке меньшего диаметра, возможны и другие варианты размещения абразива в зависимости от требуемой технологической схемы. Абра- зивные лепестки 3, устанавливаемые на соседнюю втулку, могут .иметь как одинаковую, так и разную зернистость (см. чертеж), где К,С,М - соответственно означает зер
5
0 г 0
5
0
5
0
нистость - крупная, средняя, мелкая, ступица 2 может быть набрана из комплекта втулок от 2 до 5, при количестве втулок более 5 усложняется сборка круга. Скрепление лепестков 3 с втулкой может быть выполнено, например, с помощью эпоксидной композиции, лепестки 3 соответствующей длины и зернистости устанавливают на втулку, скрепляют с ней, затем просушивают, аналогично скрепляются лепестки 3 и с соседними втулками, лепестки 3 на втулках могут крепиться под разным углом к оси круга. На оправку 1 устанавливают фланец 4 и скрепляют гайкой 5 и контргайкой 6. Круг готов к работе. При работе круг вращают, а обрабатываемую поверхность детали вводят в контакт с абразивной поверхностью лепестков 3 таким образом, что сначала поверхность обрабатывается лепестками 3 крупной- зернистости, затем более мелкой, при относительном перемещении обрабатываемой поверхности и круга. По мере износа лепестки 3 на втулках заменяют.
Применение данной конструкции лепесткового круга позволяет повысить качество обработки в результате возможности различной степени деформации частей лепестков (лепестков) путем разделения абразивного полотна лепестков на продольные параллельные части (от 2 до 5); разного радиуса отгиба лепестков и разного ула из набегания путем установки каждой части лепестков на втулке разного наружного диаметра и выполнения каждой части лепестков своей длины с образованием на периферии единой абразивной поверхности; распределения усилия резания на разные количества лепестков и изменения их плотности, так как на втулках устанавливается разное количество лепестков; на втулке с большим наружным диаметром.- большее количество лепестков, на втулке с меньшим наружным диаметром - меньшее количество лепестков; осуществления последовательной обработки поверхности по требуемой технологической схеме, так как на разных лепестках размещается абразив разной зернистости.
Кроме того, расширяются технологические возможности круга ,путем совмещения черновой и чистовой обработок, осуществления процесса резания по определенной схеме с требуемым усилием; повышается, производительность процесса обработки в результате непрерывности процесса при обработке длинных деталей (лент, труб, прутков), сокращения времени на переналадку, увеличения количества режущих кромок, увеличения площади контакта круга и обрабатываемой поверхности. Формула изобретения
. Лепестковый абразивный круг по авт св. № 1393612, отличающийся тем, что, с целью повыщения качества обработки путем изменения деформации лепестков в осевом направлении, ступица выполнена в виде
соосно установленных втулок разного наружного диаметра, на каждой из которых закреплены лепестки.
J
| СПОСОБ ПОЛУЧЕНИЯ КРИСТАЛЛИЧЕСКОЙ ДВУОКИСИ ЦИРКОНИЯ | 0 |
|
SU393612A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
