w
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования декоративныхСТРОиТЕльНыХ издЕлий | 1979 |
|
SU833904A1 |
| Способ изготовления бетонных изделий с защитно-декоративным покрытием | 1988 |
|
SU1648009A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО БЛОКА | 2009 |
|
RU2401367C1 |
| Способ декоративной отделки бетонных изделий | 1988 |
|
SU1668152A1 |
| Бетонная смесь для получения декоративного искусственного камня | 1981 |
|
SU1143718A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОГО СТРОИТЕЛЬНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2006 |
|
RU2311298C2 |
| СПОСОБ ДЕКОРАТИВНОЙ ОБРАБОТКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2065814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКОГО ДЕКОРАТИВНОГО ПОКРЫТИЯ | 2004 |
|
RU2290386C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ С РЕЛЬЕФНЫМ ДЕКОРАТИВНЫМ СЛОЕМ | 2010 |
|
RU2453430C1 |
| Способ формования декоративных строительных изделий | 1991 |
|
SU1766673A1 |
Использование: при заводском изготовлении бетонных изделий на строительных площадках, при ремонтных и реставрационных работах. Сущность изобретения: формуют изделия из бетонной смеси, содержащей заполнители, плавящиеся без разложения. Обнажают заполнители пескоструйной обработкой поверхности. При необходимости проводят сушку поверхности до влажности 5- 10%. Затем проводят оплавление заполнителя пламенем электрической дуги со скоростью 0,06-0,09 м при длине дуги 5-15 мм и угле наклона электродов 10-30°. 1 з.п. ф-лы, 2 табл.
Изобретение относится к строительству и строительной индустрии, в частности к способам отделки бетонных поверхностей на строительных площадках при ремонтных и реставрационных работах, при заводском изготовлении изделий.
Цель изобретения - повышение долговечности бетона.
Сущность изобретения заключается в том, что формуют изделие из бетонной смеси, содержащей заполнители, плавящиеся без разложения. Поверхность готового изделия подвергают механической обработке до обнажения заполнителя. Затем проводят оплавление пламенем электрической-дуги со скоростью 0.06-0,09 м/с при длине дуги 5-15 мм и угле наклона электродов 10-30°.
Обнажение заполнителя осуществляют пескоструйной обработкой или металлическими щетками. После обнажения заполнителя поверхность высушивают до остаточной влажности 5-10%.
В качестве оплавляемого заполнителя могут быть плотные горные породы, отходы керамического производства (бой кирпича, отходы фарфоро-фаянсовых изделий и др).
При кратковременном воздействии электрической дуги на материал обнаженного заполнителя происходит оплавление его поверхности в тонком слое, часть расплава, растекаясь, покрывает цементный камень вокруг зерен заполнителя, проникает в поверхностный слой цементного камня При этом часть поверхности цементного камня остается открытой, что необходимо для газо- и паропроницаемости в процессе эксплуатации.
Длина дуги 5-15 мм обеспечивает стабильность ее параметров. Это позволяет свести время кратковременного высокотемпературного воздействия на участки цементного камня, расположенного между заполнителями, к минимуму и избежать его перегрева и разрушения. При скорости двич
4 ГО О
Оч }ч
жения электрической дуги 0,06-0,09 м/с угол наклона электродов (10-309) обеспечивает скольжение пламени по поверхности материала. Таким образом, в зону максимальной температуры пламени дуги попадают обнаженные зерна заполнителя, а поверхность цементного камня подвергается воздействию дуги в щадящем режиме, при этом температура не превышает температуры разрушения цементного камня. Кроме того, не происходит сдувания расплава и стекания его с вертикальной поверхности,
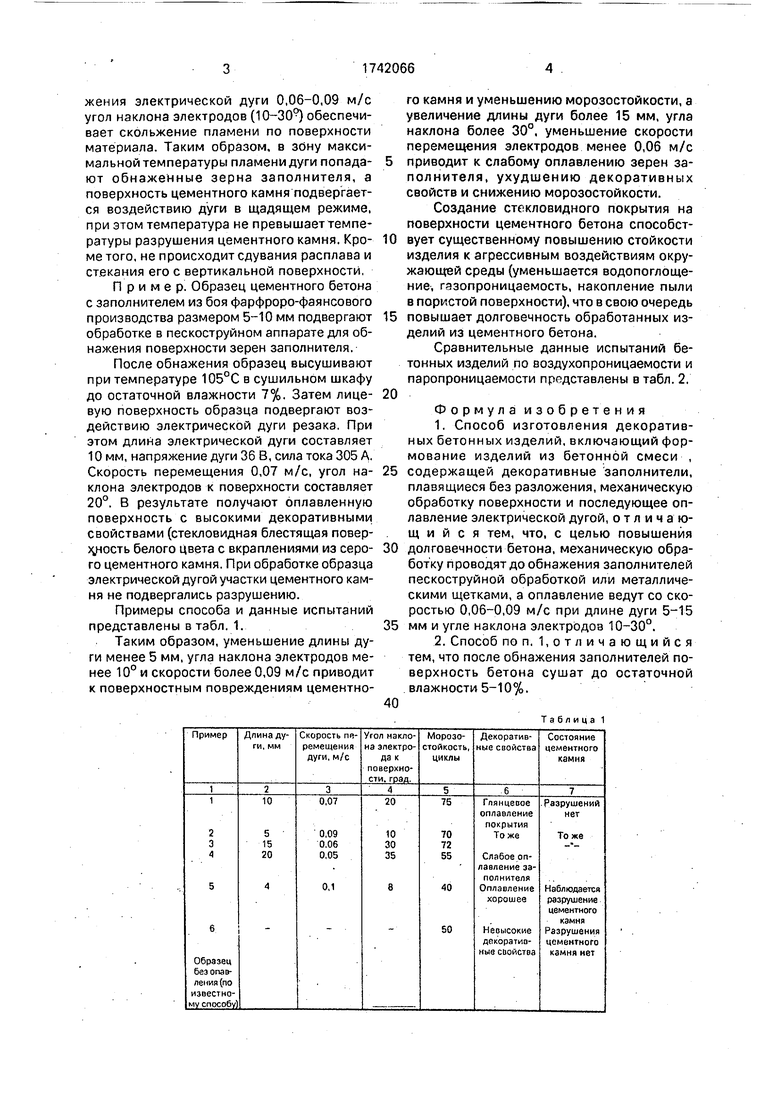
Пример. Образец цементного бетона с заполнителем из боя фарфроро-фаянсового производства размером 5-10 мм подвергают обработке в пескоструйном аппарате для обнажения поверхности зерен заполнителя.
После обнажения образец высушивают при температуре 105°С в сушильном шкафу до остаточной влажности 7%. Затем лицевую поверхность образца подвергают воздействию электрической дуги резака, При этом длина электрической дуги составляет 10 мм, напряжение дуги 36 В, сила тока 305 А. Скорость перемещения 0,07 м/с, угол наклона электродов к поверхности составляет 20°. В результате получают оплавленную поверхность с высокими декоративными свойствами (стекловидная блестящая повер- белого цвета с вкраплениями из серого цементного камня. При обработке образца электрической дугой участки цементного камня не подвергались разрушению.
Примеры способа и данные испытаний представлены в табл. 1.
Таким образом, уменьшение длины дуги менее 5 мм, угла наклона электродов менее 10° и скорости более 0,09 м/с приводит к поверхностным повреждениям цементного камня и уменьшению морозостойкости, а увеличение длины дуги более 15 мм, угла наклона более 30°. уменьшение скорости перемещения электродов менее 0,06 м/с
приводит к слабому оплавлению зерен заполнителя, ухудшению декоративных свойств и снижению морозостойкости.
Создание стекловидного покрытия на поверхности цементного бетона способствует существенному повышению стойкости изделия к агрессивным воздействиям окружающей среды (уменьшается водопоглоще- ние, газопроницаемость, накопление пыли в пористой поверхности), что в свою очередь
повышает долговечность обработанных изделий из цементного бетона.
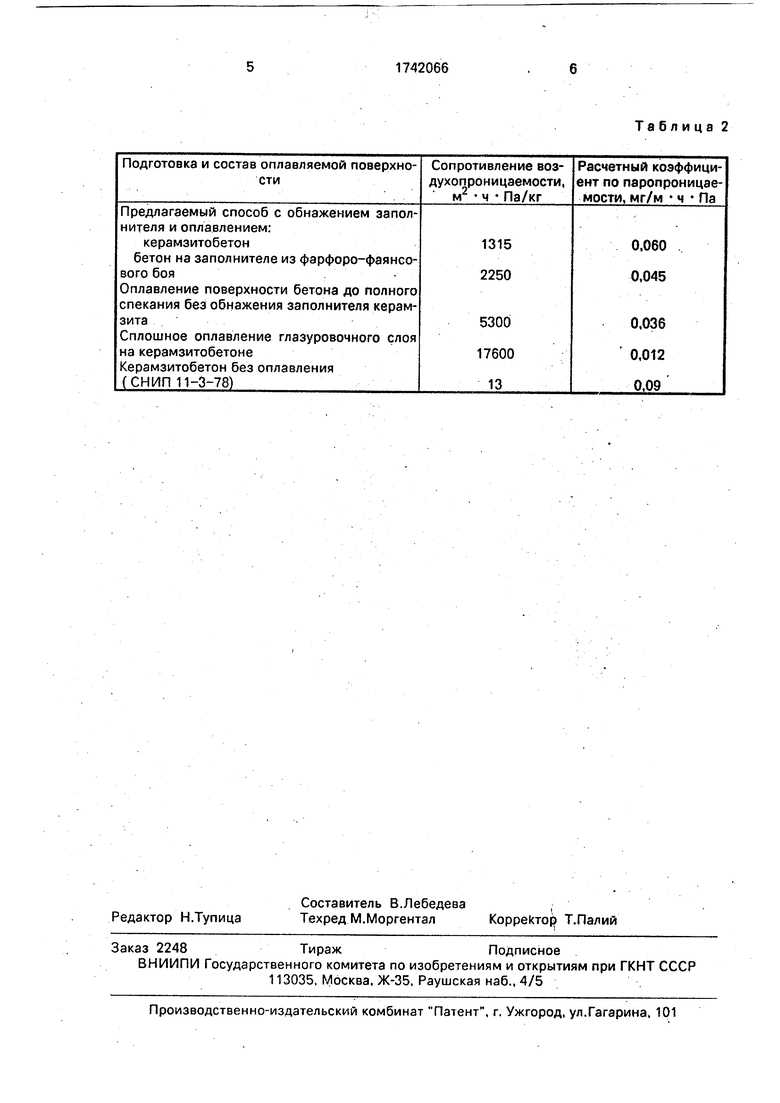
Сравнительные данные испытаний бетонных изделий по воздухопроницаемости и паропроницаемости представлены в табл. 2.
Формула изобретения
содержащей декоративные заполнители, плавящиеся без разложения, механическую обработку поверхности и последующее оплавление электрической дугой, отличающийся тем, что, с целью повышения
долговечности бетона, механическую обработку проводят до обнажения заполнителей пескоструйной обработкой или металлическими щетками, а оплавление ведут со скоростью 0,06-0,09 м/с при длине дуги 5-15
5 мм и угле наклона электродов 10-30°.
0
Таблица 1
Подготовка и состав оплавляемой поверхности
Предлагаемый способ с обнажением заполнителя и оплавлением:
керамзитобетон
бетон на заполнителе из фарфоро-фаянсового боя
Оплавление поверхности бетона до полного спекания без обнажения заполнителя керамзита
Сплошное оплавление глазуровочного слоя на керамзитобетоне Керамзитобетон без оплавления (СНИП 11-3-78)
Таблица 2
Расчетный коэффициент по паропроницае- мости, мг/м ч Па
0,060 0,045
0,036 0,012 0.09
| Громов Ю.Е | |||
| и др | |||
| Индустриальная отделка фасадов зданий | |||
| - М.: Стройиздат, 1980.С.61-63 | |||
| Способ изготовления глазурованных бетонных изделий | 1977 |
|
SU627107A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
